Нормирование технологических процессов
- Главная /
- Основные понятия /
- Нормирование технологических процессов
Под нормированием технологических процессов понимают назначение технически обоснованных норм времени на продолжительность выполнения операций.
Технически обоснованной нормой времени называют время выполнения технологической операции в определённых организационно — технических условиях, наиболее благоприятных для данного типа производства.
На основе технически обоснованных норм времени устанавливают расценки, определяют производительность труда, осуществляют планирование производства и т. п.
Различают следующие нормы времени:
To — основное (машинное) технологическое время, мин, — время затраченное резание
, (39)
где:
L — длина обработки, мм ; S — подача, мм/об ; n — частота вращения шпинделя, мин-1; i — число рабочих ходов (проходов).
L=l0+l1+l2, мм (40)
Где:
l0 — длина обрабатываемой поверхности в направлении обработки, мм ; l1 — длина врезания, мм ; l2 — перебег режущего инструмента, мм .
При точении и обработке осевым режущим инструментом длина врезания определяется по формуле, мм
, (41)
где:
t — глубина резания, мм ; j — главный угол в плане.
При фрезеровании цилиндрическими, дисковыми и фасонными фрезами длина врезания, мм
(42)
Для торцовых фрез при симметричном резании длина врезания, мм
(43)
Перебег инструмента при обработке глухих отверстий равен нулю, в остальных случаях перебег, мм
(44)
Твсп — вспомогательное время, затраченное на управление станком, установку, закрепление и снятие детали, подвод и отвод режущего инструмента, измерение детали, мин.
Торм — время на организацию рабочего места, затраченное на смазывание станка, удаление стружки, уборку рабочего места, установку и снятие режущего инструмента, мин.
Тотд — время на отдых, мин.
Тшт — штучное время — продолжительность выполнения технологической операции, не учитывающее время на подготовку исполнителя (рабочего) к выполнению данной операции.
Тп.з. — подготовительно-заключительное время, необходимое на ознакомление исполнителя с чертежом, получение консультаций у мастера, настройку станка и приспособлений. Это время распределяется не на одну деталь, а на всю партию деталей (n), подлежащих изготовлению.
Тш. к. — штучно-калькуляционное время, это и есть технически обоснованная норма времени на выполнение операции.
Все эти нормы времени приводятся в нормативно — справочной литературе.
Все нормы времени связаны между собой следующими приблизительными соотношениями:
Сокращение времени на обработку детали — Тшт. повышает производительность труда. Это сокращение возможно только за счёт уменьшения To (уменьшение припусков на обработку, применение многоинструментной обработки, применение режущего инструмента повышенной стойкости и соответствующей интенсификацией режимов обработки) и Твсп. (применение станочных быстродействующих приспособлений, фасонного и комбинированного режущего инструмента, и т. п.).
Справочник
Подготовительно-заключительное время (Тп.з.) на токарные станки
Подготовительно-заключительное время (Тп.з.) на сверлильные станки
Подготовительно-заключительное время (Тп.з.) на фрезерные станки
Время на установку и снятие деталей (Тв.у.) в самоцентрирующем патроне
Время на установку и снятие деталей (Тв.у.) прутка на токарном станке
Время на установку и снятие деталей (Тв.у.) на оправке
Время на установку и снятие деталей (Тв.у.) на сверлильных станках
Время на установку и снятие деталей (Тв.у.) на фрезерных станках
- Инструментальные материалы
- Проектирование технологических процессов
Основное время при точении
Основное технологическое время Т
о (мин) рассчитывается по каждому переходу на основании установленных режимов резания по формулам:.
Для токарных и сверлильных работ:
| , | (6.1) |
для резьбонарезных работ:
| , | (6.2) |
для фрезерных работ:
| , | (6.3) |
где L
– расчетная длина обработки, мм;
n
– частота вращения шпинделя, об/мин;.
n
обр— частота вращения шпинделя при холостом вращении в обратную сторону, об/мин;
S
– подача за один оборот шпинделя, мм/об;
S
м– подача за одну минуту (минутная подача), мм/мин;
S
z– подача на зуб, мм/зуб;
z
– число зубьев фрезы,
i
— количество проходов.
Число оборотов шпинделя вычисляется по формуле:
,
где v
– скорость резания (см. приложения 5);
D
– диаметр заготовки, мм
.
Далее полученное значение округляется до ближайшего согласно техническим данным станка.
Для плоского шлифования с двойным ходом стола:
| , | (6.4) |
где L
– расчетный ход стола (мм);
Н
– ширина шлифования (мм);
h
– припуск на обработку (мм);
К
– коэффициент учитывающий точность шлифования и износ круга (при обычном шлифовании
К
=(1,2. 1,4), при чистовом
К
=(1,3. 1,7);
t
– глубина резания (мм).
S
поп – поперечная подача (при чистовом шлифовании
S
поп= (0,003. 0,005) мм/дв.ход, при обычном 0,005. 0,10 мм/дв.ход);
S
ПР – продольная подача (мм/об):
, ,
где В
– ширина круга,
b
– коэффициент шлифования (для предварительной обработки
b
=(0,4. 0,7), для чистовой
b
=(0,25. 0,35).
Для круглого наружного и внутреннего шлифования.
| , | (6.5) |
где L
– расчетная длина обработки, мм (
L
=
l
+
В
,
l
-длина обрабатываемой детали,
В
-ширина круга);
h
– припуск на обработку,
К
– коэффициент учитывающий точность шлифования и износ круга (при черновом шлифовании
К
=(1,3. 1,4), при чистовом
К
=(1,3. 1,7);
n
Д –расчетная частота вращения детали:
, 1/мин,
где D
Д – диаметр детали;
t
-глубина резания, мм;
v
Д – скорость вращения детали.
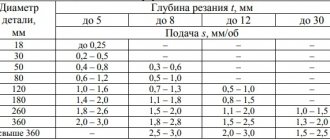
В табл. 6.1 приведены наиболее часто встречающиеся схемы обработки при точении, нарезании резьбы, сверлении и фрезеровании и соответствующие этим схемам формулы расчета длины обработки, принимаемой при определении основного времени. В табл. 6.2 – 6.3 даны значения величины l
1и
l
2при различных видах обработки.
Определение нормы времени на обработку деталей
В число основных факторов, составляющих технологический процесс, входит время, потребное на обработку детали.
Оно является технической нормой времени для оплаты работы, для калькуляции стоимости детали и изделия и для подсчёта необходимого количества станков в цехе.
«Под технической нормой времени следует понимать необходимое в определённых организационно-технических условиях время на обработку изделия в соответствии с эксплуатационными возможностями станка, в условиях применения методов работы, отвечающих современному уровню передовой техники
При установлении норм времени следует предусматривать следующие положения:
1) станочник не должен выполнять таких работ, которые могут быть выполнены вспомогательными рабочими; эти работы не должны входить в состав нормы рабочего;
2) организация рабочего места должна предусматривать доставку материалов, инструментов, приспособлений, чертежей и нарядов к рабочему месту, а также сдачу их по окончании работы вспомогательными рабочими;
3) заточка инструмента должна быть централизованной, станочник не затачивает его и не тратит на это время; инструмент заменяется через установленные промежутки времени (принудительная. система) или по требованию станочника; заточенный инструмент подаётся к рабочему месту в готовом виде; рабочий не теряет времени на получение его в раздаточной;
4) в норму времени не должны включаться те приёмы, которые могут быть выполнены одновременно с работой станка, т. е. перекрыты машинным временем;
5) в норму времени не должны входить потери времени из-за каких-либо организационных неполадок, как явление недопустимое; к числу этих неполадок относятся: перерыв в подаче тока, задержка в доставке материала, приспособлений, инструмента, задержка транспортных средств, наряда на работы или сдачи работы, неисправность мотора и т. д.; следовательно, должно быть предусмотрено непрерывное и своевременное обслуживание рабочего места всем необходимым для выполнения работы;
6) в норму времени не должно входить время на исправление забракованных деталей или на изготовление взамен их новых;
7) при установлении нормы времени должны предусматриваться нормальные для данного завода припуски на обработку, нормальный сорт и качество материала, соответствующий и исправный станок;
 норма времени должна устанавливаться на нормальные условия работы, и какие-либо потери времени — как зависящие от рабочего, так и не зависящие от него — не входят в норму;
норма времени должна устанавливаться на нормальные условия работы, и какие-либо потери времени — как зависящие от рабочего, так и не зависящие от него — не входят в норму;
9) нормы времени должны устанавливаться на основе наивыгоднейших режимов резания;
10) нормы времени определяются, исходя из возможности рационального применения одновременной обработки нескольких деталей, одновременной работы несколькими инструментами и в тех случаях, где это возможно, одновременного обслуживания одним рабочим нескольких станков;
11) затрата времени на мытьё рук, снятие и надевание спецодежды не допускается, так как всё это выполняется до сигнала о начале работ или после сигнала об окончании их. Заработная плата приносится рабочему к станку или выдаётся в нерабочее время.
Норма штучного времени при выполнении станочных работ состоит из следующих частей:
1) основного или технологического времени,
2) вспомогательного,
3) времени обслуживания рабочего места,
4) времени перерывов на отдых и физические потребности.
Основное и вспомогательное время в сумме составляют время оперативной работы, или оперативное время.
Когда норма времени даётся па изготовление одной штуки, она называется нормой штучного времени.
Кроме того, предусматривается подготовительно-заключительное время, которое в норму штучного времени не входит и определяется отдельно на всю партию деталей; при этом величина подготовительно-заключительного времени не зависит от размера партии.
Таким образом, общее калькуляционное время на одну штуку будет слагаться из штучного и подготовительно-заключительного времени, приходящегося па одну штуку.
Основное (технологическое) время — это то, в течение которого производится снятие стружки, т. е. происходит изменение формы, размеров и внешнего вида детали. Если этот процесс совершается только станком без непосредственного участия рабочего, то это время будет машинным; если же процесс снятия стружки совершается станком при непосредственном управлении инструментом или перемещении детали от руки рабочего, то это время будет машинно-ручным.
В основное время входит время, затрачиваемое на перебег резцов, на обратные ходы (у строгальных, долбёжных и других станков), на вход и выход фрезы, па проход инструмента при пробных стружках; поэтому при подсчёте основного времени расчётная длина обработки принимается с учётом всех этих приёмов по формуле (1).
Во вспомогательное время входит время па ручные приёмы со станком, приспособлением, инструментом и деталью и время на обмер детали при обработке. Эти действия повторяются или с каждой обрабатываемой деталью или, в определённой последовательности, через установленное число деталей.
Во вспомогательное время входят:
а) время управления станком — пуск в ход, остановка, перемена скорости и подачи и т. п.;
б) время на перемещение инструмента;
в) время на установку, закрепление и снятие детали;
г) время на установку, закрепление и снятие инструмента во время работы;
д) время на приёмы измерения детали: взять инструмент, установить, измерить, отложить инструмент и т. п.
Обслуживание рабочего места подразделяется на техническое и организационное, поэтому и время на обслуживание рабочего места в течение смены подразделяется на время технического обслуживания и время организационного обслуживания.
Время технического обслуживания рабочего места включает в себя время станочника по уходу за рабочим местом в процессе данной работы; в него входит:
а) время на под наладку и на регулировку станка в процессе работы,
б) время на смену инструмента вследствие его притупления;
в) время на правку инструмента оселком (резца), алмазом (шлифовального камня) в процессе работы;
г) время на удаление стружки в процессе работы.
Время организационного обслуживания рабочего места включает в себя затраты времени рабочего на уход за рабочим местом в течение смены; в него входят:
а) время на раскладку и уборку инструмента в начале и конце смены;
б) время на чистку и смазку станка.
Время технического обслуживания рабочего места зависит непосредственно от основного (технологического) времени, и поэтому его исчисляют в процентах к основному и относят к одной детали.
В серийном производстве для упрощения подсчёта нормы штучного времени можно исчислять время технического обслуживания в процентах к оперативному времени; для этого необходимо выяснить нормальное соотношение между основным и вспомогательным временем для данного производства и оборудования и пересчитать время технического обслуживания, взятое в процентах к основному (технологическому) на процентное соотношение к оперативному, т. е. к сумме основного и вспомогательного времени.
Время организационного обслуживания рабочего места исчисляют в процентах к оперативному времени.
Время перерывов на отдых и физические потребности может быть принято лишь в размере, регламентированном условиями производства и условиями работы на данном станке. Время перерывов на отдых принимается в норме только в случае физически тяжёлых и утомительных работ и в нормы на станочные работы вводится лишь в исключительных случаях. Как общее правило, в норме времени па станочные работы предусматривается лишь время на физические потребности, исчисляемое в процентах ко времени оперативной работы — в размере 2%.
Подготовительно-заключительное время, как-уже отмечалось, устанавливается на партию деталей и в норму штучного времени не входит, оно включается в калькуляционное время.
В подготовительно-заключительное время входит:
а) время на ознакомление с работой и на чтение чертежа;
б) время па подготовку и наладку станка, инструмента и приспособлений для обработки заданной партии деталей, время на установку и снятие инструмента и приспособлений по окончании обработки всей партии деталей;
в) время на сдачу деталей, если сдача и контроль их производятся у станка при участии в этом станочника.
В массовом производстве подготовительно-заключительное время в норму станочника не входит, так как наладка станка выполняется специальными наладчиками, и вся подготовка работы производится до начала смены специальными рабочими; при крупносерийном производстве, близком по организации технологического процесса к массовому, величина подготовительно-заключительного времени, затрачиваемого станочником, незначительна; при мелкосерийном и индивидуальном производствах величина подготовительно-заключительного времени, затрачиваемого станочником, достигает значительных размеров.
Норму штучного времени можно выразить следующей формулой:
где α — размер процента от оперативного времени, выражаюший время технического обслуживания рабочего места.
Последняя формула (10) будет основной для подсчетанормы штучного времени.
На станочную работу норма дается рабочему в виде нормы времени на обработку одной детали или нормы выработки в смену, указывающей число штук, подлежащих обработке в час или смену.
Для определения нормы выработки в штуках, изготовляемых в смену, необходимо расчетное рабочее время разделить на штучное.
Средняя норма выработки в штуках выражается следующей формулой:
где N — норма выработки в смену в штуках; 480 — число минут в смену.
В случае обработки из одной заготовки нескольких деталей одновременно (например, поршневых колец из гильзы), время на одну деталь (в указанном примере — на одно кольцо) определяется делением общей суммы времени обработки заготовки на число одновременно обрабатываемых деталей, получаемых из данной заготовки.
Подсчёт элементов времени производится в следующем порядке:
1) определяется подготовительно-заключительное время на всю партию;
2) подсчитывается основное (технологическое) время;
3) определяется вспомогательное время;
4) подсчитываются времена на техническое и организационное обслуживание и на физические потребности.
Согласно формуле (10) последние элементы времени могут быть взяты в виде суммы процентной надбавки на оперативное время.
Точение. Величина врезания и перебега, мм
| Резец | Главный угол в плане j, град | Глубина резания до, мм | ||||||
| 1 | 2 | 3 | 4 | 6 | 8 | 10 | ||
| Проходной Расточной | 30 | 2,8 | 4,5 | 7,0 | 9,0 | 13 | 16 | 20 |
| 45 | 2,0 | 3,5 | 5,0 | 6,0 | 8,0 | 11 | 13 | |
| 60 | 1,6 | 2,7 | 3,8 | 4,3 | 5,5 | 7,6 | 8,7 | |
| 75 | 1,3 | 2,1 | 2,8 | 3,1 | 3,6 | 5,1 | 5,7 | |
| Упорный | 10 | 7,0 | 12,5 | 19,0 | – | – | – | – |
| 90 | 1,0 | 2,0 | ||||||
| Отрезной Проходной | 90 | 2–4 | ||||||
Таблица 2.23
Сверление. Величина врезания и перебега инструмента
| Наименование технологического перехода | Диаметр инструмента до, мм | ||||||
| 5 | 10 | 20 | 30 | 50 | 70 | ||
| Врезание и перебег, мм | |||||||
| Сверление на проход | 2,5 | 5 | 8 | 12 | 15 | — | |
| Сверление в упор | 2 | 4 | 7 | 11 | 17 | — | |
| Рассверливание | 1,2 | 2,4 | 4,2 | 6,6 | 8,4 | — | |
| Зенкерование | на проход | — | — | 4 | 5 | 6 | 8 |
| в упор | — | — | 2 | 2 | 3 | 4 | |
| Развертывание | на проход | 15 | 18 | 26 | 33 | 45 | 50 |
| в упор | 2 | 2 | 2 | 3 | 4 | 5 | |
Таблица 2.24
Фрезерование. Величина врезания и перебега
| Наименование режущего инструмента | Ширина фрезерования до, мм | Диаметр фрезы в мм | ||||||
| 16 | 25 | 32 | 50 | 75 | 150 | 250 | ||
| Величина врезания и перебега, мм | ||||||||
| Фрезы торцовые, концевые | 10 | 3 | 3 | 3 | – | – | – | – |
| 25 | – | 14 | 8 | 5 | 5 | – | – | |
| 40 | – | – | – | 12 | 8 | 7 | – | |
| 60 | – | – | – | – | 18 | 11 | 8 | |
| 120 | – | – | – | – | – | 34 | 20 | |
| 200 | – | – | – | – | – | – | 54 | |
| Примечание. При чистовом фрезеровании величину врезания и перебега брать равной диаметру фрезы. | ||||||||
| Глубина резания, мм | ||||||||
| Фрезы цилиндрические | 2 | 7 | 7 | 9 | 12 | 15 | 21 | 25 |
| 4 | – | 9 | 12 | 16 | 20 | 28 | 34 | |
| 6 | – | 10 | 13 | 18 | 23 | 33 | 40 | |
| 8 | – | 11 | 15 | 22 | 26 | 37 | 46 | |
| 10 | – | – | 16 | 22 | 28 | 41 | 51 | |
| 20 | – | – | – | – | – | 55 | 68 | |
| 30 | – | – | – | – | – | 65 | 80 | |
Примечание. При чистовой обработке величину врезания и перебега брать удвоенной.
Таблица 2.25
Точение. Вспомогательное время на установку и снятие деталей
| В кулачках | Вес детали до, кг | |||||||
| 0,5 | 3 | 8 | 20 | |||||
| Время в мин | ||||||||
| С ручным зажимом | Без выверки | Диаметр патрона, мм | До 250 | 0,17 | 0,19 | 0,26 | 0,39 | |
| Св 250 | – | 0,29 | 0,38 | 0,6 | ||||
| С выверкой по разметке | До 250 | 0,39 | 0,44 | 0,6 | 0,85 | |||
| Св 250 | – | 0,55 | 0,7 | 1,0 | ||||
| С выверкой индикатором | До 250 | 1,0 | 1,2 | 1,55 | 2,2 | |||
| Св 250 | – | 1,3 | 1,7 | 2,4 | ||||
| с пневматическим зажимом | 0,11 | 0,13 | 0,16 | 0,24 | ||||
| с поджатием центром задней бабки | 0,29 | 0,35 | 0,43 | 0,55 | ||||
| с неподвижным люнетом | диам. дет. до, мм | 400 | 0,3 | 0,33 | ||||
| 1000 | 0,36 | 0,45 | 0,6 | |||||
| 2500 | 0,5 | 0,6 | ||||||
| с неподвижным люнетом и поджатием центром задней бабки | 400 | 0,42 | 0,45 | |||||
| 1000 | 0,48 | 0,58 | 0,7 | |||||
| 2500 | 0,63 | 0,86 | ||||||
Продолжение табл. 2.25
| с разрезной втулкой добавлять | 0,09 | 0,13 | 0,14 | – | |||
| В самоцентрирующем патроне подъемником | Вес детали до, кг | ||||||
| 30 | 50 | 80 | 120 | ||||
| Время в мин | |||||||
| с ручным зажимом | 2,5 | 2,7 | 3,0 | – | |||
| с пневматическим зажимом | 1,9 | 2,1 | – | – | |||
| с поджатием центром задней бабки | без люнета | 2,9 | 3,1 | 3,3 | 3,5 | ||
| с люнетом | 3,2 | 3,4 | 3,5 | 4,0 | |||
| В центрах вручную | Вес детали до, кг | ||||||
| 2,5 | 3 | 8 | 20 | ||||
| Время в мин | |||||||
| без хомута | 0,17 | 0,2 | 0,26 | 0,34 | |||
| с хомутом | 0,25 | 0,3 | 0,4 | 0,6 | |||
| с ведущим передним центром | 0,18 | 0,22 | 0,26 | – | |||
| с самозажимными кулачками | 0,2 | 0,24 | 0,3 | 0,41 | |||
| с неподвижным люнетом | без хомута | длина дет, мм | 400 | 0,32 | – | – | – |
| 1000 | – | 0,37 | 0,43 | 0,52 | |||
| 2500 | – | – | 0,47 | 0,59 | |||
| с хомутом | 400 | 0,43 | 0,46 | – | – | ||
| 1000 | – | 0,48 | 0,57 | 0,78 | |||
| 2500 | – | 0,62 | 0,85 | ||||
| В центрах с подъемником | тип подъемника | ||||||
| пневмати– ческий или электротраль | Электро– траль | ||||||
| вес детали до, кг | |||||||
| 30 | 50 | 80 | 120 | ||||
| время в мин | |||||||
| без хомута | 2,0 | 2,1 | 2,3 | 5,4 | |||
| с хомутом | 2,3 | 2,4 | 2,6 | 2,9 | |||
| с неподвижным люнетом | без хомута | 2,6 | 2,8 | 3,1 | 3,3 | ||
| с хомутом | 2,9 | 3,1 | 3,4 | 3,7 | |||
| на оправке вручную | Вес детали до, кг | ||||||
| 0,5 | 3 | 8 | 20 | ||||
| время в мин | |||||||
| гладкой с гайкой | шайба | быстросъемная | 0,39 | 0,44 | 0,53 | 0,63 | |
| простая | 0,55 | 0,63 | 0,74 | 0,85 | |||
| шлицевой с напрессовкой | 0,33 | 0,48 | 0,65 | 0,91 | |||
| разжимной с быстросменной шайбой | 0,39 | 0,48 | 0,59 | 0,72 | |||
| с пневмозажимом | 0,16 | 0,19 | 0,23 | 0,28 | |||
Продолжение табл. 2.25
| в четырехкулачковом патроне | выверка | вес детали до, кг | ||||||
| 3 | 5 | 8 | 12 | 20 | ||||
| – | 0,45 | 0,49 | 0,53 | 0,62 | 0,67 | |||
| по разметке рейсмусом | 2,06 | 2,4 | 2,68 | 3,15 | 3,72 | |||
| по контуру необработанной поверхности | 1,31 | 1,49 | 1,74 | 2,0 | 2,46 | |||
| по контуру обработанной поверхности рейсмусом индикатором | 1,14 2,52 | 1,26 2,8 | 1,44 3,18 | 1,71 3,49 | 2,11 4,0 | |||
| с поджатием центром задней бабки | – | – | – | 1,53 | 1,57 | 1,85 | ||
| по контуру необработанной поверхности | – | – | 2,74 | 3,05 | 3,65 | |||
| по контуру обработанной поверхности рейсмусом индикатором | – | – | 2,43 3,37 | 2,77 4,12 | 3,3 4,55 | |||
| с неподвижным люнетом | – | – | – | 0,66 | 0,72 | 0,79 | ||
| по контуру обработанной поверхности рейсмусом индикатором | – | – | 1,81 2,50 | 1,81 3,24 | 2,54 3,49 | |||
| подъемником | выверка | Тип подъемника | ||||||
| Пневматический или электротраль | электротраль | |||||||
| вес детали до, кг | ||||||||
| 50 | 120 | 300 | 700 | 1500 | ||||
| – | 3,1 | 3,6 | 4,3 | – | – | |||
| по разметке рейсмусом | 5,8 | 7,9 | 10,6 | 14,6 | – | |||
| по контуру необработанной поверхности | 4,4 | 5,7 | 7,7 | 10,5 | – | |||
| по контуру обработанной поверхности рейсмусом индикатором | 4,6 5,7 | 5,6 – | 7,0 – | – | – | |||
| с поджанием центром задней бабки | – | 3,8 | 4,8 | 6,4 | 7,8 | 9,1 | ||
| по разметке рейсмусом | 5,3 | 7,3 | 9,8 | 13 | 16,2 | |||
| по контуру обработанной поверхности рейсмусом индикатором | 7,1 9,3 | 10 13,5 | 14 – | 19,5 – | 26 – | |||
| Окончание табл. 2.25 | ||||||||
| с неподвижным люнетом | по контуру обработанной поверхности рейсмусом индикатором | 4,3 7,0 | 5,8 – | 8,5 – | 11,9 – | – | ||
| в самоцентрирующем патроне и на столе станка вручную | Установочная поверхность | Выверка | вес детали до, кг | |||||
| 5 | 8 | 12 | 20 | |||||
| время в мин | ||||||||
| в самоцентрирующем патроне | обработанная или необработанная | – | 0,3 | 0,36 | 0,41 | 0,51 | ||
| на столе в четырех кулачках | необработанная | – | 1,74 | 1,84 | 1,97 | 2,07 | ||
| по раз- метке | тип дета- ли | Ц | 2,46 | 2,63 | 2,8 | 2,94 | ||
| Ф | 3,04 | 3,26 | 3,61 | 4,12 | ||||
| обработанная | – | 0,58 | 0,62 | 0,71 | 0,77 | |||
| Рейсмусом | 1,31 | 1,54 | 1,74 | 2,10 | ||||
| на столе с креплением олтами и планками | необработанная | – | 2,34 | 2,50 | 2,69 | 2,95 | ||
| по раз-метке | тип дета- ли | Ц | 3,17 | 3,94 | 3,61 | 3,92 | ||
| Ф | 4,36 | 4,64 | 5,04 | 5,22 | ||||
| обработанная | – | 1,06 | 1,23 | 1,36 | 1,56 | |||
| Рейсмусом | 1,79 | 2,14 | 2,4 | 2,96 | ||||
| подъемником | установочная поверхность | Тип подъемника | ||||||
| пневматический или электротраль | электротраль | |||||||
| вес детали до, кг | ||||||||
| 30 | 50 | 80 | 120 | 2000 | ||||
| обработанная или необработанная | – | 2,4 | 2,5 | 2,6 | 2,9 | 3,1 | ||
| на столе в четырех кулачках | необработанная | по контуру | 1,74 | 1,84 | 1,97 | 2,07 | ||
| по раз- метке | тип дета- ли | Ц | 2,46 | 2,63 | 2,8 | 2,94 | ||
| Ф | 3,04 | 3,26 | 3,61 | 4,12 | ||||
| обработанная | – | 0,58 | 0,62 | 0,71 | 0,77 | |||
| Рейсмусом | 1,31 | 1,54 | 1,74 | 2,10 | ||||
| на столе с креплением болтами и планками | необработанная | по контуру | 2,34 | 2,50 | 2,69 | 2,95 | ||
| по раз- метке | тип дета- ли | Ц | 3,17 | 3,94 | 3,61 | 3,92 | ||
| Ф | 4,36 | 4,64 | 5,04 | 5,22 | ||||
| обработанная | – | 1,06 | 1,23 | 1,36 | 1,56 | |||
| рейсмусом | 1,79 | 2,14 | 2,4 | 2,96 | ||||
Примечания: Тип детали – цилиндрической формы – Ц; фасонной формы – Ф.
Таблица 2.26
Сверление. Вспомогательное время на установку и снятие детали
| Способ установки | Масса детали до, кг | ||||
| 3 | 8 | 20 | |||
| время в мин | |||||
| на столе | без крепления | 0,11 | 0,14 | 0,18 | |
| с креплением | 0,75 | 1,0 | 1,25 | ||
| в тисках | с винтовым зажимом | без выверки | 0,29 | 0,36 | 0,46 |
| с выверкой | 0,85 | 1,05 | 1,50 | ||
| с пневматическим или эксцентриковым зажимом | без выверки | 0,2 | 0,28 | 0,39 | |
| с выверкой | 0,43 | 0,55 | 0,80 | ||
| в самоцентрирующем патроне | 0,18 | 0,24 | 0,35 | ||
| на призме | без крепления | 0,11 | 0,13 | 0,18 | |
| с креплением | 0,46 | 0,55 | 0,70 | ||
| по цилиндрической поверхности (в отверстие или гнездо) по отверстию на штыри на поверхность с накладным кондуктором | без крепления | 0,15 | 0,2 | 0,27 | |
| с креплением | 0,5 | 0,6 | 0,8 | ||
| установка с подъемником | свыше 20 кг | ||||
| без крепления | 1,6 | ||||
| с креплением | 4,8 | ||||
Примечание. Вертикально-сверлильные и горизонтально-сверлильные станки.
Таблица 2.27