Feed rate
It is limited by the forces that act during cutting. These forces can lead to some malfunctions:
- fracture or change in the shape of the cutting element;
- deformation or breakage of the processed material;
- failure of the machine.
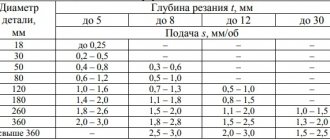
It is best to work at the highest feed value. Most often, this value is taken from special tables and manuals. They are compiled thanks to numerous studies and experiments carried out at machine-building plants. For 47 years now, the best guide has been the book by Yu.V. Baranovsky “Metal cutting modes” 1972. Over the years, it has been used by engineers at factories, teachers, and students at institutes. The manual takes into account the results of experimental studies of machining and metalworking production at the Volzhsky Automobile Plant.
When choosing a feed speed from reference material, this value is changed according to the kinematic parameters of the equipment on which metalworking is performed. Those. you need to take the nearest smallest feed value. For a rough pass, take a speed from 0.4 to 1.5 mm per revolution, for a finishing pass from 0.11 to 0.4 mm per revolution.
If you reduce the feed rate and increase the depth, the load on the equipment increases. If you do the opposite, the load will decrease. From this it turns out that depth has the greatest impact on equipment.
Types of lathes
For each specific part, one or another unit is used:
- screw-cutting and turning: a group of machines that are in greatest demand in the manufacture of cylindrical parts from ferrous and non-ferrous metals;
- rotary-turning: types of units used for turning parts. Especially large diameters from metal blanks;
- lobe lathe: allows you to turn parts of cylindrical and conical shapes with non-standard dimensions of the workpiece;
- turret-turning group: production of a part, the workpiece of which is presented in the form of a calibrated pond;
- CNC - numerical control: a new type of equipment that allows you to process various materials with maximum precision. Experts can achieve this using computer adjustment of technical parameters. Turning occurs with an accuracy of micron fractions of a millimeter, which cannot be seen or verified with the naked eye.
Selection of cutting modes
Cutting speed
This is the speed of movement of the cutting side of the cutter or metal in the direction of the main cutting movement. Denoted by the Latin letter V, measured in m/min. and is defined as follows:
V= π*d*n/1000 (1)
V is the cutting speed,
d – diameter of the processed material, measured in millimeters,
n – number of spindle revolutions per minute.
Knowing the value of V, you can obtain the required number of spindle revolutions. Having received this value, the required number of spindle revolutions is taken from the machine passport, which is closest to the value determined by the calculation method. If there is no passport, then take the theoretical number, i.e. the one obtained from the calculations. In this case, it is necessary to take into account the denominator of the progression, and not change the number of revolutions if the difference in diameters is insignificant.
The cutting speed can be obtained using formulas that are determined for all types of metalworking from indicators of tool life.
If it is necessary to perform longitudinal or transverse turnings, then the value of V will be:
V= Cv*Kv/T*t*S (2)
T – tool life period,
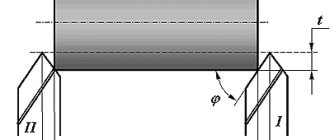
t – metal cutting depth,
S – feed speed.
Cv in this case is the coefficient obtained from observation during experiments. This value must be taken from the table of the special manual. The option for “standard” metalworking conditions is selected. The word “standard” conditions means the use of a pressure of 750 MPa and the use of a carbide cutter.
In real conditions, cutting and processing performance quite often does not coincide with “standard conditions”. For this reason, to obtain the optimal value, a correction factor is introduced - Kv. It takes into account all the differences.
It can be calculated as follows:
Kv=Kмv*Kпv*Kиv (3)
- Kmv – coefficient takes into account the influence of the workpiece metal;
- Kпv – value that takes into account the condition of the surface of the metal being processed;
- Kiv – coefficient takes into account the influence of the material from which the cutter is made.
All indicators are taken from reference books.
When cutting grooves or shaped turning, formula (2) is taken in a modified form. It does not take into account the value of t. Those. the formula will take the form:
V= Cv*Kv/T*S (4)
The speed that was calculated using formulas (2) and (4) is an estimate and the resulting value is only a recommendation.
Temperature of critical points of steel 45
As previously noted, to improve the performance properties of the metal, heat treatment is carried out. It involves exerting a certain influence on the structure, after which the crystal lattice is rearranged and the qualities change. When carrying out heat treatment, critical points are often taken into account. Processing of steel St 45 is carried out taking into account the following factors:
- Temperature conditions. It is important to choose the right temperature, since too low will cause incomplete heating of the structure and complete restructuring of the structure will not occur. Too high an indicator causes overheating of the metal, as well as the appearance of scale. A variety of settings can be used to ensure that the required temperature is applied. An example would be blast furnaces or electrical installations. Melting temperatures that are too high determine that it is quite difficult to harden the steel in question at home.
- Rate of temperature increase. The heating rate can also determine which qualities will be transferred to the processed product. Modern equipment allows you to control the heating rate with high precision. For example, HDTVs have an electronic control unit; electrical energy is converted into magnetic energy, which causes heating of the structure.
- The length of time between exposure to different temperatures. When heat treating all metals, the presence of three critical points is taken into account and taken into account. The length of exposure may depend not only on the chemical composition of the material, but also on the size and shape of the workpiece.
- Features of the cooling process. The quality of the resulting product largely depends on the conditions under which the cooling process took place. For example, it is possible to use oil or water, as well as various powders as a cooling medium.
Quite often, HDTV is used to change the qualities of a metal. It is characterized by high efficiency in application, as well as ease of use. Today there are models that, if desired, can be installed in a home workshop.
Critical points are considered to be temperatures at which restructuring of the structure occurs. There are three main temperature points that are displayed on the plotted diagram.
Attention is also paid to choosing a more suitable cooling medium. For example, it is possible to carry out cooling in water. However, such an environment leads to uneven cooling, which leads to scale and other problems. For higher quality, oil is used. Large workpieces can be cooled in the open air, since it takes a long time to reduce the temperature.
Read also: How to connect your phone to your home theater
Changing cutting speed
The cutting speed in metalworking depends on:
- Material, shape, properties of the cutting tool.
- Type of equipment. Lathes, milling machines, etc.
- Workpiece characteristics. For example, steel, what is its tensile strength.
- Cutting depths.
- Type of processing. Turning, thread cutting.
- Reliability and rigidity of workpiece fastening.
- Power and properties of equipment.
- The nature of metalworking.
The cutting speed that is allowed by the cutting element is influenced by various nuances: the durability of the cutter, the physical properties of the workpiece, the quantity and quality of the coolant, the permitted and permissible wear of the cutter.
The higher the speed of movement when cutting, the faster the durability of the cutters decreases. Suitable value for cutting tools from 25 to 55 m/min. If hard alloy plates are installed on the cutters, then this figure can be increased to 75-145 m/min. In this case, their durability will be from half an hour to an hour.
Which cutting tool to use
The production of parts on such machines is carried out using special turning tools. They must provide the following:
Types and purposes of turning tools
- high-quality processing of parts to obtain the desired shape and size;
- achieving high quality of the processed surface;
- high productivity with minimal energy costs;
- manufacturability in manufacturing;
- maintainability;
- minimal consumption of expensive materials for their production.
Turning cutters are classified according to different parameters. Depending on the type of work performed, they can be cutting, passing, shaped, scoring, etc. Cutters are made from various materials - diamonds, tungsten, titanium-tungsten and others. Depending on the design, these tools can be one-piece, prefabricated or combined.
The choice of a specific type of tool is carried out taking into account the modes of the work operations being carried out, the hardness of the workpiece, the geometric parameters of the cutting part and other characteristics.
Related video: Metal turning
Useful articles
Recommendations for cutting metal with a cutting torch
What is the largest lake in the world
Metal processing companies in Nizhny Tagil
Selecting cutting modes
To select a cutting mode, it is necessary to correctly select its main elements, that is, to determine and take into account the most favorable indicators of the values of these modes:
- Obtaining a technologically permitted feed rate. This is necessary to use all the power of the machine.
- Obtaining economical cutting speed. Helps to rationally use cutting elements.
After miscalculations, it is necessary to carry out checks using formulas or tables. They make it clear how the selected elements correspond to the power of the machine on which the metal will be cut, and the power of its drive is also determined. Checks are especially necessary if rough wiping work needs to be done.
Characteristics of operating modes
The calculation of the cutting operation is carried out using special reference and regulatory documents, of which there are quite a few at the moment. It is necessary to carefully study the tables presented and select the appropriate values in them. A correctly performed calculation guarantees the high efficiency of the applied part processing mode and ensures the achievement of the best result.
Main types of metal turning work
But this method of calculation is not always successful, especially in production conditions, when it is inappropriate to spend a lot of time studying tables with a huge number of values. It has been established that all values of cutting modes are interrelated. If you change one value, it is natural that all other processing characteristics will become different.
Therefore, very often specialists prefer to use calculation or analytical methods for determining cutting conditions. Special empirical formulas are used to determine all the necessary standards. In order for the calculations using this method to be absolutely accurate, you need to know the following parameters of the lathe:
- spindle speed;
- feed amounts;
- power.
In modern industries, special software is used to perform such calculations. The specialist just needs to enter the known data, after which the computer will produce the calculated values. The use of calculation programs greatly facilitates the work of specialists and makes production more efficient.
Lathe device