Stainless steel drilling technology
If you have correctly selected the appropriate drill and already have something to drill stainless steel with, you need to understand the correct technology for metal-cutting operations.
Since stainless steel is a hard material with high viscosity, it is important to drill using cutting fluids. This allows you to reduce heating of the working parts of the cutting tool, increase process productivity and reduce drill wear. To make quality holes, several basic rules should be followed:
- If it is necessary to obtain a hole in a material with a thickness of 5 millimeters or more, then it is advisable to carry out the process in two steps - first, a preparation hole with a diameter of 2-4 millimeters is drilled, and then the final drilling is carried out to a given diameter.
- The rotation speed of the spindle of a metalworking machine or the chuck of a hand tool should be reduced in relation to working with non-alloy steels (for a drill this is 100-400 rpm, for machine tools - depending on the technological process).
- The supply of cooling and lubricating fluid must be carried out throughout the entire drilling process; the supply must be made to the cutting edges of the drill.
- If you use a stainless steel drill with a ground surface of the working part, the chip removal process will be more efficient and the internal surfaces will be smoother.
- You should work in the minimum drill feed mode and maintain uniform pressure on the hand tool.
- Observe safety precautions when working, use personal protective equipment.
Tricks for drilling stainless steel
As can be seen from the article, the process of drilling stainless steel is quite labor-intensive and requires certain skills and training.
We have prepared some useful tips on how to drill through stainless steel:
- When drilling, metal shavings should be long and come out in uniform sections; small, dark-colored shavings indicate that the rotation speed is incorrectly selected, and that the cutting edges of the drill are excessively heated.
- If you don’t have a prepared lubricant on hand, you can use regular vegetable or olive oil; pork fat or lard are also excellent.
- To work with thin sheet stainless steel, you can use a special drill bit for porcelain tiles.
- It is advisable to carry out the drilling process at a low speed of rotation of the cutting tool, and if the drill does not have a speed control function, drill by briefly turning it on and off for 2-3 seconds.
- If a cobalt drill is not available, you can use a pobedit tool with sharpening the cutting edges at 135 degrees.
- Before starting the drilling process, the workpiece should be punched, which will facilitate centering the drill.
- When drilling a workpiece of increased thickness, you can preheat the treatment area using a gas burner; when cooling, the heating can be repeated periodically.
- When processing thin stainless steel parts (up to 1 millimeter), you can use a high-quality wood drill bit; experience shows that the holes are smooth and of precise dimensions.
Source of the article: https://sverlim.pro/sverlenie-nerzhavejki/
Drilling modes
The correct choice of drilling mode is the key to obtaining a high-quality hole. The main components are speed, feed and torque.
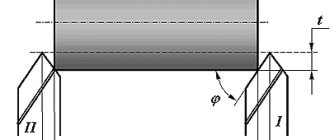
Cutting speed is a conditional value that determines how quickly a point located on the surface of the tool rotates relative to its center. This means that different drill diameters require different speeds to achieve the same cutting speed.
Example. For steel 08Х13Н with a thickness of 10-15 millimeters, the reference book indicates a cutting speed of 20 m/min. If it is necessary to drill a hole with a diameter of 1 mm, the spindle speed of the drilling machine should be 6366 rpm. If a hole is drilled with a diameter of 10 mm, then the revolutions should not exceed 637 revolutions in 60 seconds.
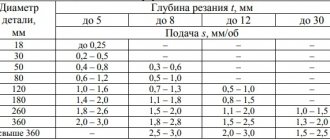
The feed of a drill into metal means the amount of movement into the depth of the hole being drilled for a certain number of revolutions. That is, this is the sinking speed. Measured in millimeters per revolution. It is important to maintain the recommended values to obtain a high-quality result and reduce the impact of chips on the cutting edges.
The torque transmitted to the drill during the drilling process is an important factor for the drill and the material, determining the choice of steel for the drill and the composition of the coolants. In ordinary words, this is the load on the drill resulting from the resistance of the material to deformations created by the edges of the drill.
The choice of each parameter is determined by the grade of stainless steel, the thickness of the sheet or part, the choice of equipment, the selection of cooling method, drill material, surface roughness and other factors. There are many reference books and regime maps for the main brands. The correct selection and high qualifications of the technologist who draws up the regime maps will allow you to avoid additional processing operations and finishing, reducing production costs.
Drills for stainless steel.
The variety of drilling equipment today can confuse even experienced professionals.
The most common are cobalt drills. Their name indicates the presence of cobalt in the chemical composition of the alloy. A stainless steel drill is a high-speed steel product. Increasing the percentage of cobalt increases the red-hotness; the alloy will retain its properties after heating to red-hot temperatures. These include tool steel R6M5K5, the main material for the manufacture of cutting tools for stainless steel in domestic and foreign markets.
In addition to the material, the design of the drill itself is important. The most expensive and high-quality ones are made using technology when grooves are formed on grinding machines. The absence of deformation stresses makes them stronger and expands drilling parameters. These grooves do not have microscopic burrs and facilitate chip exit, preventing the grooves from sticking. The sharpening angle of the drill should be 135 degrees. This leads to a reduction in load.
Attention. When you go to the store to buy a drill, do not forget that the presence of cobalt in the drill does not affect its color. The drill should not be yellow, as the sellers claim. This is just a publicity stunt of unscrupulous manufacturers.