Технология сверления нержавейки
Если вы правильно подобрали соответствующее сверло и уже имеете, чем сверлить нержавейку, необходимо разобраться в правильной технологии металлорежущих операций. Поскольку нержавеющая сталь является твердым материалом с повышенной вязкостью, сверление важно производить с применением смазочно-охлаждающих жидкостей. Это позволяет снизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и снизить износ сверла.
Для выполнения качественных отверстий следует соблюдать несколько основных правил:
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.
- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Хитрости при сверлении нержавейки
Как видно из статьи, процесс сверления нержавеющей стали является довольно трудоемким и требует определенных навыков и подготовки.
Мы подготовили несколько полезных советов о том, как просверлить нержавейку:
- Стружка металла при сверлении должна быть длинной и выходить равномерными участками, мелкая же стружка темного цвета говорит о том, что скорость вращения подобрана неправильно, а также режущие кромки сверла чрезмерно нагреваются.
- При отсутствии под рукой подготовленной смазки можно использовать обычное растительное или оливковое масло, также отлично подойдут свиной жир или сало.
- Для работы с тонколистовой нержавеющей сталью можно воспользоваться специальным сверлом-пером для керамогранитной плитки.
- Процесс сверления желательно производить на низкой частоте вращения режущего инструмента, и если дрель не имеет функции регулирования оборота, производите сверление кратковременными ее включениями и отключениями на 2-3 секунды.
- При отсутствии кобальтового сверла можно использовать победитовый инструмент с заточкой режущих кромок под 135 градусов.
- Перед началом процесса сверления следует накернить заготовку, что облегчит центровку сверла.
- При сверлении заготовки повышенной толщины можно предварительно нагреть место обработки при помощи газовой горелки, при остывании нагрев периодически можно повторять.
- При обработке тонких деталей из нержавейки (до 1 миллиметра) можно использовать качественное перовое сверло по дереву, как показывает опыт, отверстия получаются ровные и с точными размерами.
Источник статьи: https://sverlim.pro/sverlenie-nerzhavejki/
Режимы сверления
Правильный выбор режима сверления является залогом получения качественно выполненного отверстия. Основными составляющими скорость, подача и крутящий момент.
Скорость резания — условная величина, определяющая, как быстро вращается точка, расположенная на поверхности инструмента относительно его центра. Это означает, что для разных диаметров сверл нужно выбрать различные обороты, чтобы добиться одной и той же скорости резания.
Пример. Для стали 08Х13Н толщиной 10-15 миллиметров в справочнике указана скорость резания 20м/мин. При необходимости просверлить отверстие диаметром 1 мм скорость вращения шпинделя сверлильного станка должна составлять 6366 оборотов в минуту. Если отверстие сверлится диаметром 10 мм то обороты не должны превышать 637 оборотов за 60 секунд.
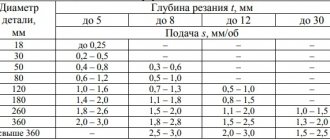
Подача сверла в металл означает величину перемещения в глубину просверливаемого отверстия за определенное количество оборотов. То есть это скорость погружения. Измеряется в миллиметрах за 1 оборот. Важно выдерживать рекомендуемые величины для получения качественного результата и уменьшения воздействия стружки на режущие кромки.
Крутящий момент, передающейся сверлу в процессе сверления, является важным фактором для сверла и материала, определяет выбор стали для сверла и состав охлаждающих жидкостей. Обычными словами, это нагрузка на сверло, возникающая вследствие сопротивления материала деформациям, создаваемым кромками сверла.
Выбор каждого из параметров обусловлен маркой нержавеющей стали, толщиной листа или детали, выбора оборудования, подбором способа охлаждения, материала сверла, шероховатости поверхности и прочих факторов. По основным маркам существует множество справочной литературы и режимных карт. Правильный подбор и высокая квалификация технолога, составляющего режимные карты, позволит избежать дополнительных обработочных операций и доводки, снижая себестоимость производства.
Сверла для нержавеющей стали.
Разнообразие сверлильного оборудования на сегодняшний день может поставить в тупик даже опытных специалистов.
Самыми распространенными являются кобальтовые сверла. Их название указывает на наличие кобальта в химическом составе сплава. Сверло по нержавеющей стали относится к изделиям из быстрорежущей стали. Повышение процентного содержания кобальта увеличивает красностойкость, сплав сохранят свои свойства после нагрева до температур красного каления. К ним относят инструментальную сталь Р6М5К5, основной материал для изготовления режущего инструмента для нержавейки на отечественных и зарубежных рынках.
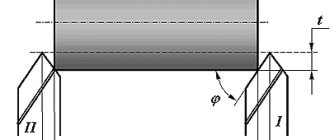
Помимо материала важна сама конструкция сверла. Самые дорогие и качественные из них изготавливают при помощи технологии, когда канавки формируют на шлифовальных станках. Отсутствие деформационных напряжений делает их более крепким и расширяет режимные параметры сверления. Такие канавки не имеют микроскопических заусениц и упрощают выход стружки, предотвращая залипание бороздок. Угол затачивания сверла должен быть 135 градусов. Это приводит к снижению нагрузки.
Внимание. Отправившись в магазин за сверлом, не забудьте о том, что наличие кобальта в сверле не влияет на его цвет. Сверло не должно быть желтым, как утверждают продавцы. Это всего лишь рекламный трюк недобросовестных производителей.