Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n) -Скорость подачи (S) -Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя -Режущего инструмента -Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
D – Диаметр режущей части рабочего инструмента, мм π – число Пи, 3.14 V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же!!!
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:
fz — подача на один зуб фрезы (мм) z — количество зубьев фрезы n — частота вращения шпинделя (об/мин) Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
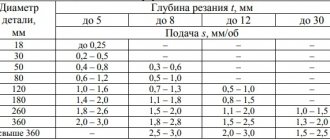
Таблица для расчета режимов резания:
После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики: -Диаметр и рабочая длина. Геометрия фрезы. -Угол заточки -Количество режущих кромок -Материал и качество изготовления фрезы. Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными. Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Режимы резания
Фрезерное дело С. В. Аврутин
Создание УП в программе ArtCAM
Выбор фрезы для станка с ЧПУ
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Станки с повортным шпинделем
Шлифование
Посредством шлифовального инструмента осуществляется первичная, вторичная и финишная обработка заготовок. При наличии соответствующей оснастки мастеру доступен широкий спектр работ:
- шлифование центральной части заготовки;
- внутреннее и наружное шлифование бесцентрового типа;
- внутреннее шлифование с использованием патрона;
- плоское шлифование периферией или торцом инструмента;
- фасонное шлифование.
Возможна заточка режущего инструмента различной конфигурации.
При проведении расчетов учитывается скорость вращения шлифовальных кругов. Некорректное применение данного параметра приведет к снятию избыточного объема материала, преждевременному износу инструмента и увеличению продолжительности операций.
Таблица 10. Скорость вращение шлифовального инструмента в процессе обработки заготовки
Продолжительность эксплуатации кругов при выполнении различных процедур также имеет нормированное значение.
Таблица 11. Стойкость шлифовальных кругов
Режимы резания зависят от параметров шлифования и специфики применяемого оборудования.
Таблица 12. Подбор режимов резания при работе с абразивным инструментом
В случае работы с резьбовыми соединениями применяются особые режимы резания.
Таблица 13. Режимы резания при работах по шлифованию резьбы
При шлифовании выделяется большое количество тепла. Для его рассеивания применяются охлаждающие жидкости. Допускается использование водных растворов 5 типов:
- 1% кальцинированной соды и 0,15 нитрита натрия;
- 2-3% кальцинированной соды;
- 2% мыльного порошка;
- 5-7% раствор эмульсола;
- 3,5% раствор эмульсола с добавлением олеиновой кислоты.
Качественное охлаждение исключит температурную деформацию заготовки, предотвратит преждевременный износ инструмента и нарушение технологии обработки.
Рис. 7 Работа абразивного круга
Для получения подробной информации касательно абразивного инструмента посетите соответствующий раздел каталога. В нем представлены круги, шлифовальные шкурки на тканевой и бумажной основе, сетки и приспособления для шлифования.
Влияние различных факторов на силы резания
а) режимов резания
Читать также: Бур для льда для рыбалки
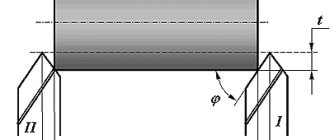
При увеличении глубины резания растет площадь сечения срезаемого слоя, что вызывает возрастание всех составляющих силы резания. Причем глубина резания влияет сильнее, нежели подача. Связь между Pz, Ру, Pxиt,sзаписывается в общем виде следующим образом:
, где xp > yp
Изменение скорости резания на составляющие силы резания влияет так, как оно влияет на коэффициент усадки стружки. При резании материалов, не склонных к наростообразованию, силы резания монотонно убывают с увеличением скорости; резания (рис. 31.).
б) геометрические параметры
Рис. 31. Схема влияния скорости резания на высоту нароста Н, коэффициент усадки стружки К и силу Р.
Мощность и крутящий момент резания
Мощность резания. Работа резания, совершаемая в одну секунду, называется мощностью резания и обозначается Np^.
В технике мощность выражается в киловаттах. Чтобы станок мог выполнять работу, мощность на шпинделе Л^шп должна быть равна или больше мощности, необходимой на резание, т. е. должно соблюдаться условие
На шпиндель мощность поступает от электродвигателя, при этом часть ее затрачивается на преодоление сил трения в механизме коробки скоростей и частично теряется в связи с проскальзыванием ремня. Следовательно, мощность двигателя всегда больше мощности на шпинделе.
Отношение мощности на шпинделе A^ к мощности двигателя NM называется коэффициентом полезного действия станка (греческая буква «эта»)
Коэффициент полезного действия (к, п. д.) показывает, какая часть мощности электродвигателя может быть полезно использована на резание. Для токарных станков с коробкой скоростей его среднее значение составляет tj=0,7—0,8.
К. п. д. не является постоянной величиной для данного станка. С увеличением числа оборотов он уменьшается, так кдк увеличиваются потери мощности на холостую работу станка/^Дйя конкретных расчетов значения к. п. д. следует принимать из паспорта станка.
При работе с низким числом оборотов мощность на шпинделе ограничивается слабым звеном передачи, которым обычно являются одно из малых зубчатых колес перебора, фрикционная муфта или клиноременная передача. В этом случае режим резания проверяют по мощности, допускаемой слабым эвеном передачи.
Особенности обработки резанием закаленных поверхностей, а также после наплавки.
Обработка восстановленных деталей. Впроцессе обработки возникают значительные трудности вследствие особых свойств наращенного слоя (высокой твердости, неравномерной твердости по Длине и глубине слоя, структурной неоднородности, наличия неметаллических включений и т.д.).
Если деталь восстановлена различными методами автоматической наплавки и осталиванием, то применяют материал режущей части инструмента из твердых сплавов Т5К10 и Т15К6, твердость надавленного слоя НКС менее 40 и ВК8, ВК6 и ВК6М, НКС более 40. При обработке осталенных поверхностей используют пластинки из твердого сплава Т30К4 Детали обрабатывают с применением охлаждающей жидкости (эмульсола 5…8 %, кальцинированной технической соды 0,2 %, остальное — вода). Детали, хромированные гладким хромом, шлифуют кругами из электрокорунда на керамической связке зернистостью 40… 50 и твердостью С1…С2. Окружная скорость вращения круга и детали соответственно 30…40 м/с и 15…20 м/мин.
Детали после осталивания обрабатывают на токарных или шлифовальных станках в зависимости от припуска, твердости покрытия, требуемой точности и шероховатости поверхности. Покрытия с твердостью НВ < 200 обрабатывают обычным режущим инструментом, а с НВ 400…450 — твердосплавными резцами и шлифованием. Покрытия твердостью НВ > 400…460 шлифуют кругами из электрокорунда на бакелитовой связке зернистостью 40…25 и твердостью СМ2…СМ1.
В условиях ремонтного производства в ряде случав приходится точить детали из закаленной стали с помощью твердосплавных резцов групп ВК и ТК (ВК8 и Т15К6). Для закаленных сталей применяют резцы с отрицательным передним углом (у = —10…—15°) и углом наклона главной режущей кромки Л = 5.. .10°. Иногда угол Л достигает 45°. Режимы резания закаленных сталей: V = 80… 120 м/мин; 5″= 0,1…0,2 мм/об., 1= 0,5…1 мм.
При точении деталей из закаленной стали они могут принимать бочкообразную форму из-за отжима суппорта вследствие значител радиальных сил. Учитывая необходимость получения большей точности, детали обрабатывают в несколько проходов. При этом шероховатость поверхности находится в пределах 7…8-го класса, следовательно, данную операцию в ряде случав можно заменить шлифованием.
В результате применения твердосплавных покрытий возрастает износостойкость деталей, но существенно ухудшается и обрабатываемость. Иногда покрытие нельзя использовать из-за трудностей, возникающих при механической обработке.
Черновое растачивание твердосплавного покрытия ПГ-СР2 ведут резцами с пластинками твердых сплавов ВК6 и ВКЗ. Их геометрия: у = -8…-12°, главный угол в плане ф = 40…60°, вспомогательный угол в плане ф[ = 15…25″, задние углы а =а[= 13…15″ и А. = 0…10°. Режим чернового растачивания: глубина резания 0,3…0,6 мм, подача 0,18…0,25 мм/об., скорость 25…35 м/мин.
Способы проведения расчетов
Режимы резания металлов рассчитываются одним из двух способов.
- Аналитический. Вычисления производятся эмпирически. Специалисты выполняют тестовые операции на основе формул теории резания. В результате подбираются оптимальные режимы обработки для конкретного материала или заготовки.
- Статистический. Способ обработки подбирается по справочнику режимов резания. Такой подход не предполагает проведения экспериментов, ориентирован на работу с общими отраслевыми нормативами.
Применяемый инструмент должен иметь рациональную конструкцию, обеспечивать максимальное использование всех возможностей оборудования.
Зенкерование
Геометрия режущей части зенкеров не нормирована. Производители применяют различные технологические решения, с целью повысить эффективность и продлить срок службы продукции.
При определении режима резания стали зенкером специалисты учитывают следующие параметры:
- задний и передний угол зенкера;
- угол наклона винтовой канавки;
- угол при навершии;
- угол при наклоне режущей кромки.
Как и в случае с прочим режущим инструментом, расчетные процедуры выполняются по базовым формулам и рекомендациям нормативов по режимам резания.
Рис. 4 Работа зенкера по металлу
Ознакомиться с инструментами, для которых рассчитываются технологические режимы резания, поможет раздел «Зенкеры и зенковки». В нем представлен широкий спектр продуктов, присутствуют решения для различных вариантов обработки.