Здесь приведены полезные формулы и определения, необходимые для фрезерования: процесс обработки, фрезы, методы фрезерования и т. д. Умение правильно рассчитать скорость резания, подачу на зуб и скорость съёма металла имеет решающее значение для получения хороших результатов при выполнении любой фрезерной операции.
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
| ae | Ширина фрезерования | мм | дюйм |
| ap | Осевая глубина резания | мм | дюйм |
| DCap | Диаметр резания при глубине резания ap | мм | дюйм |
| Dm | Обрабатываемый диаметр (диаметр детали) | мм | дюйм |
| fz | Подача на зуб | мм | дюйм |
| fn | Подача на оборот | мм/об | дюйм |
| N | Частота вращения шпинделя | об/мин | об/мин |
| vc | Скорость резания | м/мин | фут/мин |
| ve | Эффективная скорость резания | мм/мин | дюйм/мин |
| vf | Минутная подача | мм/мин | дюйм/мин |
| zc | Эффективное число зубьев | шт. | шт. |
| hex | Максимальная толщина стружки | мм | дюйм |
| hm | Средняя толщина стружки | мм | дюйм |
| kc | Удельная сила резания | Н/мм2 | Н/дюйм2 |
| Pc | Потребляемая мощность | кВт | л.с. |
| Mc | Крутящий момент | Н·м | фунт-сила/фут |
| Q | Скорость съёма металла | см3/мин | дюйм3/мин |
| KAPR | Главный угол в плане | град | |
| PSIR | Угол в плане (дюйм.) | град | |
| BD | Диаметр корпуса | мм | дюйм |
| DC | Диаметр резания | мм | дюйм |
| LU | Рабочая длина | мм | дюйм |
Суть процесса
Фрезеровка – это процедура, осуществляемая на специальном станочном оборудовании. В ходе нее происходит снятие слоя (поверхностного или глубинного, внутренней части) с заготовки. В ходе нее может выступать различный материал, наиболее популярные из них – дерево или металл, поэтому в большей степени мы говорим про металлообработку.
Как происходит процесс. На станине закрепляется обрабатываемая деталь. Выбирается подходящая фреза или абразивный материал, например, шлифовальный круг. Оснастка производит вращательные движения вокруг своей оси, а также действия перемещения по двум плоскостям. Одновременно с этим возможно продольное продвижение заготовки навстречу резцу.
Отличие от токарного станка в том, что фрезеровочный подразумевает вращение детали, то есть круглую обработку. А в данном случае можно обтачивать изделия практически любой формы, в том числе – стачивать гладкую поверхность, делать пазы и другие отверстия, в том числе фигурные. Металлообработка может быть двух типов – черновая и чистовая. Конечно, стадий намного больше, но, как правило совершают 2 или 3 прохода. Это позволяет создавать необходимый профиль поверхности, например, канавки или зубцы.
Движение рабочего инструмента имеет прерывистый характер. Интересная особенность, которая отличает фрезеровку от сверления или точения, – это положение каждого зубца в процессе обработки. Они работают, соприкасаются с поверхностью по одиночке, а не все вместе. Это увеличивает нагрузку на каждую из граней резца. И только оптимизация режимов резания при фрезеровании поможет минимизировать воздействие.
Свойства нержавеющих сталей, осложняющие фрезерование
К характеристикам, затрудняющим обработку заготовок резанием, относятся:
Самоупрочнение при деформации, называемое «наклепом». При надавливании режущей кромки фрезы металл деформируется, в результате чего его твердость возрастает. Если требуется следующий проход, то инструменту понадобится срезать сильно упрочненный слой. Одна из причин, вызывающих эту проблему, – неправильно подобранный и изношенный инструмент. Пониженная теплопроводность, затрудняющая отведение тепла из зоны резания. Заготовка и стружка поглощают малую часть тепла, а остальное передается инструменту, что уменьшает его эксплуатационный период из-за интенсивного износа. Высокая твердость и прочность, обеспечиваемые легирующими элементами, – никелем, титаном и другими. Фреза при обработке такого материала испытывает гораздо большие нагрузки, по сравнению с процессом резания обычных углеродистых сталей. Поэтому инструмент быстро выходит из строя. Налипание металла на кромку резца. Это приводит к нарушению ее геометрии и увеличению усилия резания. Затрудненное дробление стружки и образование заусенцев на заготовке. Особенно эти проблемы актуальны в случаях неправильного подбора инструмента.
Основные понятия о работе фрезерных станков
Оборудование бывает совершенно разное, основная классификация зависит от того, в какой плоскости расположена рабочая зона. В связи с этим различают вертикальные и более распространенные горизонтальные станины. Соответственно, расположение шпинделя и крепежных элементов будет различным. По своей спецификации различают станки универсальные (многофункциональные), а также специализированные, например:
- для формирования ровных плоскостей;
- для проточки фигурных пазов;
- зуборезное оборудование (создание зубчатых соединений) и так далее.
Это были перечислены примеры при работе по металлу. А по дереву – ручные, стационарные, шпиндельные и барабанные (они очень опасные, поэтому сейчас используются редко, зато очень эффективное).
Отдельно стоит сказать о тех станках, которые оснащены числовым пультом управлением (ЧПУ). Они отличаются следующими достоинствами:
- Простотой эксплуатации: оператору не понадобится совершать многих движений, можно только наблюдать за действиями и контролировать их.
- Программа самостоятельно рассчитывает оптимальную схему движения и режим резания при фрезеровании. Это будет наиболее короткий маршрут передвижения резца с максимальной эффективностью.
- Повышенной точностью резания. Здесь минимальные допустимые погрешности, которые нельзя сравнить с теми, которые проявляются при механической, ручной обработке.
Возвращаясь к более простым станкам, посмотрим, какие есть у него основные узлы:
- Станина. Она крепкая, должна выдержать практически любые нагрузки. Она включает встроенную коробку переключения скоростей. Этот блок предназначен для регулирования вращения вертикально стоящего шпинделя, а также фрезы, которая закреплена на нем.
- Стол с поперечными полозьями. На него крепятся заготовки, которые подлежат продольному движению. Также внизу стоит объект, отвечающий за подачу. Он включает разные рукояти для определения перемещений.
Универсальность увеличивается, если присутствует поворотный стол – функций, которые можно выполнить на фрезерном оборудовании, становится больше. Кроме того, у широкоуниверсальных приборов дополнительно есть два шпинделя, что дает возможность осуществлять различные технологии фрезеровки.
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.
Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые — накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.
Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Классификация фрез зависит от назначения режимов резания при фрезеровании
Существует более 1000 различных видов резцов, которые можно разделить по многочисленным параметрам и типоразмерам. Его выбор напрямую зависит от правил движения (скорость вращения, направление, наличие встречной подачи и ее мощности) инструмента. Также они напрямую определяются типом металлообработки – черновая или чистовая. Итак, рассмотрим, какие классификации проводятся:
- по материалу заготовки – есть отдельные фрезы по металлу (разные для различных сплавов), по дереву, по пластику и другим синтетическим веществам;
- по направлению вращения – праворежущие и леворежущие, к слову, от этого зависит простота снятия стружки;
- по конструкционным особенностям – сплавные, монолитные, складные с возможностью заменить режущие части и пр.;
- по форме – здесь большое разнообразие, поэтому перечислять их все практически бессмысленно, отметим, что есть круглые, цилиндрические, дисковые конические фрезы;
- по материалу изготовления – это может быть инструментальная или быстрорежущая сталь, твердосплавный металл, углеродистые или иные сплавы;
- по назначению – самое крупное подразделение, в котором следует отметить торцевые, концевые, отрезные, фасонные и так далее.
При выборе рекомендованного режима резания следует особенно обращать внимание на то, из какого материала сделана режущая кромка, а также от того, для чего резец предназначен.
Рекомендации при выборе режима
Идеально подобрать режим обработки практически невозможно, но есть ряд рекомендаций, которым желательно следовать:
- Диаметр инструмента должен соответствовать глубине обработки. Это позволяет провести обработку в один проход, но для слишком мягких материалов есть риск снятия стружки большей толщины, чем необходимо.
- По причине ударов и вибрации желательно начать с подачи порядка 0,15 мм на зуб и затем регулировать в большую или меньшую сторону.
- Не желательно использовать максимальное количество оборотов, это может привести к падению скорости реза. Повысить частоту можно при увеличении диаметра инструмента.
Определение режима реза производится не только с помощью таблиц. Большую роль играет знание особенностей станка и личный опыт фрезеровщика.
Встречное и попутное фрезерование
Как мы отметили выше, есть две подачи – это движение самого резца, а также перемещение заготовки. Соответственно по отношению друг к другу они могут быть:
- Сонаправлены. При этом получается увеличенная нагрузка на зубья, соответственно, их износ ускоряется. Мощность при этом снижается в среднем на 10% от второго вида перемещения. Это оптимальное решение и подходящий режим для чистового этапа металлообработки.
- Разнонаправлены, то есть обе подачи (резца и заготовки) устроены навстречу друг к другу. Зубья оснастки постепенно, поочередно врезаются в материал, считается, что при этом механическое усилие на каждую режущую кромку распределяется постепенно и пропорционально скорости. Но для финишного этапа работ такая технология не подходит, потому что в ходе нее может образоваться наклеп. Это производится в момент соприкосновения резца с поверхностью из-за встречного направления. Такое явление не только сделает неэстетичным срез, но и увеличит скорость износа рабочего инструмента. Поэтому данный метод в основном применяется при первичной (обдирной) или черновой обработке.
Определения для фрез
Главный угол в плане (kr), град.
Главный угол в плане (kr) является основным геометрическим параметром фрезы, так как он определяет направление силы резания и толщину стружки.
Диаметр фрезы (Dc), мм
Диаметр фрезы (Dc) измеряется через точку (PK), где основная режущая кромка пересекается с параллельной фаской.
Наиболее информативный параметр – (Dcap) – эффективный диаметр резания при текущей глубине резания (ap), он используется для расчёта скорости резания. D3 – максимальный диаметр по пластинам, для некоторых типов фрез он равен Dc.
Глубина резания (ap), мм
Глубина резания (ap) – это расстояние между обработанной и необработанной поверхностями, измеряемое вдоль оси фрезы. Максимальное значение ap ограничивается, главным образом, размером пластины и мощностью станка.
При выполнении черновых операций существенное значение имеет величина передаваемого момента. На чистовых этапах обработки более важным становиться наличие или отсутствие вибраций.
Ширина фрезерования (ae), мм
Шириной фрезерования (ae) называют величину срезаемого припуска, измеренную в радиальном направлении. Данный параметр особенно важен при плунжерном фрезеровании. Максимальное значение ae также играет значимую роль при возникновении вибрации на операциях фрезерования в углах.
Ширина перекрытия (ae/Dc)
Ширина перекрытия (ae/Dc) – это отношение ширины фрезерования к диаметру фрезы.
Эффективное число зубьев фрезы (zc)
Данная величина используется для определения минутной подачи (vf) и производительности. Нередко это решающим образом влияет на эвакуацию стружки и стабильность обработки.
Число зубьев фрезы (zn)
Величина выбирается с учетом соблюдения условия равномерности процесса фрезерования. Именно количество заходов определяет вид фрезерования, группу материалов для обработки и её жесткость.
Шаг зубьев фрезы (u)
Для определённого диаметра фрезы можно выбрать различный шаг зубьев: крупный (L), нормальный (M), мелкий (H). Буква X в коде фрезы указывает на особо мелкий шаг зубьев
Основные понятия о режимах резания, фрезеровке на станках с ЧПУ
Это более усовершенствованное оборудование, которое имеет блок числового управления. То есть встроенное вычислительное устройство (компьютер) с программным обеспечением. Оно, то есть ПО, направлено на то, чтобы определить подходящую скорость обработки, выбрать нужное направление вращений, а также траекторию передвижения резца. Основная задача установки ЧПУ – автоматизация процесса. Поэтому оператор во время фрезеровки только наблюдает. Это значительно уменьшает количество брака, ведь нет человеческого фактора, который часто приводит к ошибкам.
Кроме точности рабочего процесса и автоматического выбора режима, стоит отметить также повышенную продуктивность. Проще говоря, на будет заменять работу трех, а то и более механических, ручных приборов. И это при том, что труд фрезеровщика значительно тяжелее, а возможность брака или травмы – выше.
Чаще всего на ЧПУ применяются торцевые или концевые фрезы. Они достаточно универсальны, имеют большой спектр назначений. Но типоразмеров множество, выбираться необходимый подвид может по ряду параметров, это:
- тип стружки, которая образуется;
- параметры ПО;
- прочность обрабатываемого материала и пр.
Фрезы данной категории отличаются по количеству заходов (самые популярные – двухзаходные), что и приводит к обеспечению стружкоотвода и наличию острых кромок. Если материал мягкий (например, древесина), а стружка получается длинной и широкой, то характерно использование быстрого режима резания при фрезеровании дерева с применением однозаходного резца. Многозаходный, напротив, понадобится тогда, когда обрабатываются твердые металлы (стружки тогда выходят не монолитные, а как бы изломанные).
Изготовление зубных протезов методом фрезерования
Для изготовления современных зубных протезов сегодня нередко используются CAD\CAM технологии. Стартовав несколько лет назад в промышленности, они успешно применяются в стоматологии сегодня. Их суть заключается в компьютерном проектировании и последующем изготовлении протезов в автоматическом режиме. Технология позволяет изготавливать протезное ложе индивидуальной формы.
Существует два метода изготовления протезов при помощи компьютеров:
- Метод вычитания (из блока материала удаляется всё лишнее);
- Метод добавления (протез выстраивается послойно).
Перечислим основные преимущества фрезеровальных CAD/CAM систем:
- Максимальная точность (краевое прилегание – до 20-30 мкм);
- Возможность применения инновационных материалов;
- Высокая скорость изготовления;
- Компактные размеры оборудования.
Метод фрезерования может быть использован для изготовления моделей отдельных зубных рядов и целой челюсти, если ему предшествует внутриротовое сканирование или сканирование оттисков. Эту же технологию успешно применяют для изготовления навигационных шаблонов.
Скорость
Переходя непосредственно к параметрам, стоит отметить, что данный является наиболее важным. Он характеризует то, за какой период времени будет снят определенный слой с поверхности. Некоторые фрезеровщики, которые не отличаются наличием большого спектра задач, привыкли к односкоростному режиму. Другие, что правильно, меняют его в зависимости от материала:
- Нержавейка имеет очень низкий показатель по обрабатываемости. Это из-за легирующих добавок в составе стали. Поэтому не стоит превышать интервала от 45 до 95 метров в минуту.
- Бронза значительно мягче, поэтому можно резать вплоть до 150 м/мин.
- Латунь разрешает работать в больших диапазонах – от 130 до 320 метров в минуту. Однако осторожнее – при значительном повышении нагрева материал становится сильно пластичным, что может привести к деформациям.
- Алюминиевых сплавов несколько, при расчете режимов резания на фрезерную операцию необходимо определить конкретный состав алюминия. Поэтому границы настолько обширны – от 200 до 420 м/мин.
При постановке режима выставляется число оборотов вращения в единицу времени, их можно рассчитать, применив формулу:
n=1000 V/D, где:
- V – это рекомендуемая скорость обработки (ее смотрим в таблице, которую мы приводим ниже);
- D – диаметр резца, его можно узнать по соответствующей маркировке на инструменте.
Опытные фрезеровщики дают рекомендацию: не гоняйте шпиндель на повышенных оборотах, потому что при такой интенсивной работе станок очень быстро изнашивается. Лучше рассчитать режим резания при фрезеровании по указанной формуле и убрать еще 10-15 процентов от полученного результата. От того, как быстро вращается инструмент, зависит:
- Качество обработки. Например, для обдирной будут характерны значительно меньшие скорости, чем для финишной.
- Производительность, количество деталей/задач, выполненных в отрезок времени.
- Износ инструмента увеличивается пропорционально силе трения, которая возникает при соприкосновении режущей кромки с поверхностью.
Погружение и кромка реза
Фрезеровка должна выполняться буровым способом, схожим с осуществлением сверления. Если торец не задевает обрабатываемый материал, необходимо выполнить перенастройку. Из-за отличий между кантами прохода, качество обработки сторон отличается. Рекомендуется:
- выполнять фрезеровку внутренних контуров по часовой стрелке;
- осуществлять фрезеровку внешних контуров против часовой стрелки.
Благодаря фрезерованию по этой системе менее качественная сторона будет срезаться.
Важно! Чем глубже погружение, тем выше вероятность поломки. При высокой скорости фреза должна погружаться на минимальную глубину, а резание выполняться в несколько проходов.
Глубина резания
Это то, на какой слой резец входит в материал. Особенности:
- Зависимость от плотности и других характеристик заготовки.
- При черновой металлообработке врезка большая, а при чистовой и финишной снимается минимальный слой.
- Естественное ограничение – размер режущей кромки.
Правильно выбранный параметр определяет:
- производительность процедуры, скорость обработки;
- внешний вид и качество полученной поверхности.
Не всегда быстро – это максимально глубоко за один раз. Во многих случаях продуктивнее будет сделать 2-3 прохода на меньшее заглубление. Это позволит улучшить срез, а также сохранить целостность резца на более долгий период.
Формулы для разных типов фрез
Формулы для фрез с прямой режущей кромкой
Формулы для фрез с с круглыми пластинами
Фрезы со сферическим концом
Подача
Еще один очень важный параметр, который сильно определяет длительность эксплуатации фрезы. Вот что зависит от выбранного режима:
- Толщина срезаемого слоя.
- Производительность станка.
- Уровень точности.
При выборе очень часто фрезеровщики первостепенно обращают внимание на рекомендации производителей режущего инструмента. Обычно работает такая зависимость: чем выше подача, тем меньше скорость резания. Это связано с повышением осевой нагрузки. При выборе высокого уровня одновременно двух параметров вы можете получить повышенный износ. Чаще всего показатель выбирается в диапазоне 0,1-0,25.
Конструктивные особенности и виды концевых фрез
Монолитные и сборные обычные (цилиндрические) и иные концевые фрезы состоят из рабочих частей и хвостовиков. Они могут быть цилиндрическими и коническими, а зубья — нормальными и мелкими. Инструменты с нормальными зубьями применяют для получистовой и чистовой обработки, а крупнозубые фрезы — для черновой.
Изображение №1: концевая фреза с конусом Морзе (коническим)
Важно! Концевые фрезы имеют небольшие диаметры (3–60 мм). Из-за этого для обеспечения оптимальных скоростей резания инструменты вращаются с высокими частотами. При относительно небольших скоростях подачи нагрузка на 1 зуб минимальна. Это обеспечивает высокое качество обработки.
Монолитные концевые фрезы могут быть:
- целиком изготовлены из быстрорежущей или легированной стали;
- целиком выполнены из твердых сплавов;
- спаянными (материал хвостовика — конструкционная сталь, а рабочей части — твердый сплав).
Кроме этого существуют концевые фрезы с твердосплавными пластинами.
Изображение №2: цилиндрическая концевая фреза с твердосплавными пластинами
Главное преимущество таких фрез — возможность смены пластин без снятия режущего инструмента. Твердосплавные концевые фрезы (с пластинами и без) применяют для получения пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Инструменты могут иметь затылованные и остроконечные зубья. Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Изображение №3: обдирочная концевая фреза с затылованными зубьями
Инструменты с острозаточенными зубьями имеют неравномерный окружной шаг. Такие обдирочные фрезы отличаются более высокими производительностью (+ 60–70 %), вибростойкостью и сроком службы.
Изображение №4: обдирочная концевая фреза с остроконечными зубьями
Кроме цилиндрических инструментов существуют концевые фрезы специального назначения. К ним относятся шпоночные, угловые и Т-образные модели.
Шпоночные концевые фрезы
Их применяют для фрезерования шпоночных пазов. Инструменты имеют 2 режущих зуба и торцевые режущие кромки. Они направлены не наружу (как у сверл), а внутрь инструментов.
Изображение №5: шпоночная концевая фреза
Шпоночная фреза может углубляться в материал при осевой подаче (высверливается отверстие), а затем двигаться в сторону при продольной. В результате получается шпоночный паз.
Важно! Переточку таких фрез производят по задним поверхностям торцевых кромок. После операций диаметры инструментов не изменяются.
Угловые концевые фрезы
Их применяют для фрезерования наклонных плоскостей и пазов, имеющих угловые профили. Инструменты бывают одноугловыми и двухугловыми. У первых режущие кромки расположены на конических поверхностях и торцах, а у вторых — только на конических поверхностях. Причем двухугловые фрезы могут быть симметричными. У таких инструментов усилия, возникающие при работе угловых кромок зубьев уравновешиваются. Такие фрезы работают более плавно.
Изображение №6: рабочие части угловых концевых фрез
Вершины угловых фрез закругляют. Это продлевает срок службы инструментов.
Т-образные концевые фрезы
Их применяют для обработки Т-образных пазов.
Изображение №7: конструкция и характеристики Т-образных концевых фрез
Эти фрезы часто ломаются. Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Ширина фрезерования
Этот параметр не всегда необходимо проставлять вручную. Обычно он напрямую зависит от того, какого диаметра фреза. Таким образом, регулировать его можно, просто выбрав «правильный» инструмент. Например, для соответствующей ширины паза. Соответственно, чем выше значение, тем больше слой, который срезается за один раз. Как правило, также уменьшается срок эксплуатации инструмента при длительном времени работы.
Зато за счет большой ширины фрезеровки можно сделать канавку за один проход вместо двух и более.
Фрезерование сквозных пазов концевыми фрезами
Для фрезерования сквозных пазов обычно берут концевые фрезы, диаметры которых соответствуют чертежным размерам пазов с допустимыми отклонениями.
Важно! Так делают в случаях, если концевые фрезы не имеют радиального биения. При его наличии ширина паза получится больше заданной. Итог— брак.
Для обработки сквозных пазов чаще всего берут новые концевые фрезы. При работе с переточенными инструментами для соблюдения точности пазов можно использовать патроны с регулируемыми эксцентриками. Технология фрезерования сквозных пазов не отличается от описанной выше.
Как выбрать по таблице режимов резания при фрезеровании ЧПУ и вручную: практичные советы
Конечно, можно и нужно пользоваться готовыми значениями, но нельзя игнорировать вспомогательные факторы, такие как:
- опыт фрезеровщика;
- степень износа фрезы;
- состояние, в котором находится сам станок;
- технологические возможности устройств;
- материал изготовления резца;
- из чего изготовлена заготовка;
- черновой или чистовой процесс.
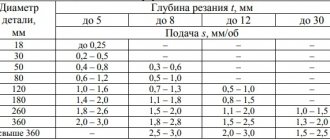
Мы представим табличные данные, в которых отображаются основные параметры в зависимости от действий:
| Тип работ и материал | Диаметр фрезы, мм | Скорость, об/мин |
| Раскрой/выборка акрила, композита или ПВХ до 10 мм | 3,175 | 18000 |
| Раскрой/выкройка дерева или материалов из древесных компонентов | От 3,175 до 8 | От 24000 до 15000 |
| Фрезеровка латуни и бронзы | 2 | 15000 |
| Фрезеровка дюралюминия | 3,175 | 15000 – 20000 |
Обработка концевыми фрезами специальных пазов
К ним относятся Т-образные пазы и пазы типа «ласточкин хвост». Их фрезерование обычно выполняется на вертикальных фрезерных станках.
Фрезерование Т-образных пазов
Фрезерование простых Т-образных пазов включает в себя 2 этапа.
- При помощи цилиндрической концевой фрезы получают прямоугольный паз.
- При помощи Т-образной фрезы делают паз Т-образным.
Если необходимо получить паз с заваленными кромками, делают третий переход. Фаски снимают при помощи угловой фрезы.
Изображение №19: три этапа фрезерования Т-образного паза с заваленными кромками
Фрезерование паза типа «ласточкин хвост»
Также происходит за 2 этапа.
- При помощи цилиндрической концевой фрезы получают прямоугольный паз.
- При помощи угловой фрезы типа «ласточкин хвост» завершают операцию.
Изображение №20: фрезерование паза типа «ласточкин хвост»
Ряд частот вращения шпинделя
За предельными значениями частот вращения шпинделя станка определяют его диапазон регуляции. На станке используется двухскоростной электродвигатель. В таком случае он рассматривается как электрическая группа с числом передач и характеристикой
Электродвигатель выступает как первая преодолимая группа.
Промежуточные значения частот вращения шпинделя располагают по закону геометрической прогрессии со знаменателем:
где – число степеней регуляции частот вращения шпинделя, .
Полученное за этой формулой значение знаменателя округляем к ближайшему значению, которое предусмотрено нормалью станкостроения НІІ-І: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2,0. Для нашего случая принимаем .
Из нормали НІІ-І выписываем 21 значение частот вращения шпинделя, приняв в качестве наибольшего ближайшее стандартное значение, что характерное для такого станка – 2500 об/мин.: 2500; 2000; 1600; 1250; 1000; 800; 630; 500; 400; 315; 250; 200; 160; 125; 100; 80; 63; 50; 40; 31,5; 25.