Как поставить заклепки сваркой полуавтоматом — Справочник металлиста
Электрозаклепками называют точечные швы, которые выполняются сварочной дугой при помощи плавящегося или неплавящегося электрода. Сварка таким способом широко применяется в промышленности, она является высокопроизводительной и удобной в сборке конструкций больших габаритов, например, когда осуществляется обшивка пассажирских вагонов.
Применение
Сварка электрозаклепками используется для того, чтобы:
- соединить тонколистовую обшивку с рамами, которые выполнены из профильного проката. Так как из-за крупных габаритов конструкции невозможно применить контактный способ точечной сварки.
- образовалось соединение из пакета элементов.
- приварить шпильки.
Как осуществляется сварка?
Разработанная С.А. Егоровым, сварка электрозаклепками, как правило, организовывается с помощью плавящегося стального электрода под слоем флюса. Она выполняется двумя способами.
- В первом случае сварочной дугой проплавляется верхняя деталь. Применяется, когда металлический лист тонкий (меньше 2 мм).
- Второй метод основывается на предварительно подготовленном отверстии, выполненное сверлением или прокалыванием.
Экономичней оказался первый способ, когда сварка металла электрозаклепками происходит без отверстия в верхней детали.
Также сварка электрозаклепками может осуществляться с помощью стального электрода под флюсом без предварительного сверления отверстия в верхнем листе толщиной до 12 мм. Это становится возможным благодаря применению силы сварочного тока в 4590 — 5000 А и использованию электродной проволоки диаметром 14 — 16 мм.
Но все же сварка деталей, у которых толщина более 2 мм без подготовленного отверстия, как правило, нецелесообразна. Ведь тогда применяются большие сварочные токи и электроды больших диаметров, что заканчивается образованием очень большой головки электрозаклепки, тогда как диаметр ее стержня мал.
Если элементы
толщиной больше 2 мм, то необходимость в сверлении или прокалывании отверстия приводит к ограничению области применения электрозаклепочных швов.
Использование неплавящегося электрода при сварке электрозаклепками позволяет создавать швы без усиления, при этом получается большая глубина проплавления металла, по сравнению с применением плавящегося электрода.
Листы толщиной по 6 мм и более можно сваривать неплавящимся гра-фитированным электродом с помощью постоянного тока, который применяется в диапазоне от 400 — 700 А. Графитированная масса марки А, выпущенная Московским заводом электродов, применяется как электродный материал.
Чтобы защитить шов при сварке можно использовать флюс или разнообразные защитные газы.
Техника и режимы сварки
Электрозаклепки ставятся с помощью подачи сварочной проволоки и без нее. В первом случае проволоку направляют в зону сварки, завершается процесс после того, как заданное количество проволоки расплавилось.
Это происходит при помощи реле времени или механического прерывателя. Без проволоки осуществляется процесс так: в процессе горения дуги она не подается, так как закреплена в токоподводящем мундштуке.
Дуга продолжает гореть до естественного обрыва, ведь ее длина и напряжение меняются.
Лунки выплавляются с помощью электрозаклепочника без флюса, когда величина тока составляет 1800 — 2000 А.
Чтобы начать процесс нужно электрозаклепочник установить таким образом, чтобы сварочная проволока образовывала с вертикалью угол 15-20 градусов, а у сварочной проволоки торец соответствовал центру будущей точки.
Результатом недолгого горения дуги станет выплескивание расплавленного металла ее дутьем на кромку лунки. Лишний металл удаляют с помощью зубила и молотка.
Инженер И.И. Каховский осуществил соединение электрозаклепками с ручной подачей проволоки. Чтобы проволока плавно опускалась по мере ее плавления, нужно ее направлять и одновременно быстро поворачивать в обе стороны, производя движения вокруг ее оси. Ее диаметр может быть прежним и не зависеть от диаметра отверстия в верхней детали.
Чтобы выбрать режим и технику сварочных работ нужно учесть следующие моменты:
- В зависимости от марки применяемого флюса находится его расход и глубина провара.
- Электрозаклепки могут получиться разного размера, на это влияет скорость подачи проволоки.
- Если слой флюса небольшой, то электрозаклепки вздуваются.
- В электрозаклепках образуется пористость, причинами ее могут быть ржавчина, окалина или влажный флюс.
Шланговые полуавтоматы пригодятся для целесообразной работы, ведь тогда для проплавления верхнего слоя понадобится значительно меньшая величина сварочного тока.
При их задействовании важнейшим параметром режима сварки становится время горения дуги, определяющее качество электрозаклепок.
Поэтому электрическая схема полуавтомата должна базироваться на реле, чтобы дозировать время прохождения тока.
Если режим и технику сварочной работы не соблюдать, то это чревато дефектами в электрозаклепочных соединениях.
Причинами их образования являются:
- При сварке без направления проволоки непроваренные кромки получаются, если диаметр отверстия больше диаметра проволоки на 1-3 мм.
- Если нижний элемент не проварен, то это возможно при малом токе, если диаметр проволоки мал, при недостаточном сжатии соединяемых элементов, ослаблении контактов цепи.
- Верхняя часть бывает прожженной в случае сильного сжатия сварочных элементов или когда повышена величина тока.
- Если плохо сжаты свариваемые поверхности, то возникают трещины в ядре электрозаклепки.
- На поверхности и в сечении электрозаклепки образуются поры от соединения элементов, которые не очищены от ржавчины, влаги, грязи, а также если применяется влажный или замусоренный флюс.
- Выплеск металла на поверхность или на края электрозаклепки происходит в том случае, если применяется засоренный шлаковой коркой флюс или когда зашлакован конец проволоки или токоподводящий мундштук.
- Если в зону сварки засыпано недостаточное количество флюса, тогда возникает вздутие головки электрозаклепки.
- Электрозаклепка, в которой образуется недостаточная высота головки, получается в результате зазора между соединяемыми поверхностями.
- Слишком большая высота электрозаклепки возникает, когда флюс содержит много мелких частиц, а также при недостаточной величине тока для конкретного диаметра проволоки.
Высокая работоспособность электрозаклепочных соединений наблюдается при ударной и знакопеременной нагрузках, по сравнению со сплошными швами. На металле малой толщины можно осуществить контроль качества по внешнему виду с обеих сторон.
- Фёдор Ильич Артёмов
- Распечатать
Как правильно варить полуавтоматом машину
- Дата: 30-07-2015
- 795
- : 41
Сварка сварочным полуавтоматом — хороший способ для соединения деталей машины.
Схема сварочного инверторного полуавтомата.
Плюс его заключается в том, что данным оборудованием можно сварить как детали до 1 мм, так и более 4 мм.
Как варить полуавтоматом машину, методы сварки
Существует несколько методов:
- метод «встык»
- сварка «внахлест»
- «электрозаклепка».
Технология «встык» — вид сварки, при которой используемые детали (трубы, металлические пластины и т.п.) свариваются во всех точках касания. Работа происходит при высоких температурах. Такая технология используется тогда, когда нужно сварить только часть от детали, например, часть крыла.
Метод имеет большой минус для новичка. Суть его заключается в том, что детали при сварке нужно очень точно подгонять, то есть по возможности не оставлять никаких зазоров или оставить только очень маленькие.
Если же зазоры будут достаточно крупными, на месте шва можно будет найти большое отверстие.
Среди плюсов такого метода можно выделить прочность шва (иногда он даже прочнее, чем сама деталь) и наличие упрощающих материалов (проволоки, электродов). Тем не менее будет лучше, если работу проведет профессионал со стажем. Если же нужно получить опыт в данном виде сварки, то лучше взять металл толщиной от 2 мм. Он прощает большую часть погрешностей и плохую подгонку.
Панель сварочного полуавтомата.
В автомеханике лучше использовать этот способ для работы с внешними деталями или в случае, когда нужна высокая профессиональная подготовка.
Если профессионализма для сварки встык не хватает, то можно воспользоваться самым простым методом — сваркой «внахлест». В этом случае металлы полностью и частью накладываются друг на друга и свариваются. Способ не должен вызвать проблем у новичка. Такой метод используется при работе с силовыми элементами или при припаивании плат.
Методика способа «Электрозаклепка» схожа с точечной сваркой, которую используют на заводах. Способ является вариацией сварки «внахлест», и потому сварка также понятна новичкам.
Этот способ сварки используется в различных ситуациях — при сварке порогов, крыльев и т.п.
Виды сварочных швов
Существует несколько видов сварочных швов:
- сплошной прерывистый шов;
- сплошной шов;
- точечный шов.
Сплошной прерывистый шов состоит из чередования швов одинаковой (иногда разной) длины и промежутков между ними. Длину швов и промежутков можно выбирать произвольно (в зависимости от поставленной задачи).
О заклёпках и сварке. История технологий.
Представьте себе мир без сварки. Уже строятся металлические корабли, котлы, цистерны. Да много чего металлического. А сварки не существует. Как скрепляли друг с другом металлические листы? Склёпывали. А теперь представьте, какой это был геморрой (или головная боль – кому что ближе).
Сначала нужно насверлить или пробить отверстия в листах металла (для этого и пробойник специальный изобрели). Причём так, чтобы они микрон в микрон совпадали друг с другом. Ведь заклёпка должна полностью заполнить отверстие. Уже задачка, да? Эта задача решалась тоже весьма хлопотным путём – сначала пробивались отверстия мЕньшего, чем необходимо, диаметра, потом листы стягивались болтами и отверстия рассверливались до нужного диаметра. Каждое.
Потом в эти отверстия нужно забить заклёпки. Сначала специальный человек в специальной жаровне греет их до нужной температуры (нельзя ни перегреть, ни недогреть). Потом заклёпку быстро-быстро пока не остыла толкают в отверстие и расклёпывают. КАЖДУЮ! Дорого, долго, трудно. Примерно так.
Таким образом склепали, например, Титаник. Больше трёх миллионов заклёпок потратили. Как вам цифирка? Вот так его строили.
И вот, что получилось.
А теперь о сварке.
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов, которую запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой[2].
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Представляете, насколько масштабную революцию в промышленности совершили эти люди?
Несмотря на пару экзотических фамилий, все они – российские инженеры. Чёрт возьми, мне приятно было узнать об этом!
И применили электросварку впервые в мире тоже в России на Куваевской мануфактуре. Вообще-то, это предприятие гнало текстиль. Но в 1886 году здесь при изготовлении варочных кубов из листового железа впервые в промышленных целях была применена электросварка, изобретённая Н. Н. Бенардосом.
Разумеется, электросварка не сразу решила все проблемы. Например, еще во время Второй Мировой танковые корпуса и башни отливали или клепали. Вот, пожалуйста, американский танк М3.
И, чтобы закруглить тему – о газовой сварке.
Предок газосварочного аппарата – горелка Бунзена. Она была впервые описана в публикациях Роберта Бунзена в соавторстве с английским химиком Генри Роскоу[en] в 1857 году. В своей автобиографии Роскоу утверждает, что горелка была основана на прототипе, использовавшемся в Королевском химическом колледже[en] и привезённом им из Англии в Германию[1].
Однако, эта штука давала низкотемпературное пламя и её маленьким огоньком пользовались ювелиры, медики, химики и т.д. Промышленной ценности она не имела. И только через полвека придумали, как из маленького факела раздуть яростное пламя газосварки, способной резать и сваривать железо и сталь.
Первую ацетилено-кислородную сварочную горелку сконструировали французские инженеры Эдмон Фуше и Шарль Пикар, которые получили на нее патент Германии в 1903 году. Предложенные ими конструкции газосварочных горелок принципиально почти не изменились до настоящего времени.
Промышленные предприятия начали применение ацетилено-кислородной сварки с 1906 года, когда появились достаточно надежные конструкции ацетиленовых генераторов.
Ну чё, тоже молодцы ребята! Но наши были первыми. )))
Однако, и заклёпки ныне не забыты. Но это уже другая история, связанная с особенностями условий использования клёпанных изделий. Тем не менее, в большинстве случаев сварка успешно заменила клёпку, существенно облегчила и удешевила процесс изготовления многих и многих металлических изделий.
Материал взят, в основном, из Википедии. Ну и ещё кой-где по мелочам.
Найдены дубликаты
Заклепочное соединение в сравнение со сваркой – высокоресурсное и живучее соединение. Ресурс на сварке тоже можно получить. Используя, например, только определенные соединения – избегать Т-образных и особенно Г-образных швов, заменяя их на соединения в нахлест. Корпуса строительной техники так любят варить. Поглядите – увидите.
Заклепочный шов сам по себе более живуч. При ослаблении шва заклепки начинают крутиться в отверстии, от этого на обшивке самолета появляется алюминиевая грязь, и ее хорошо видно. Потом начинают лопаться перемычки, одна, вторая, и это тоже видно. Можно заклепки подтянуть, можно заменить, можно заменить и одновременно приклепать усиливающую накладку.
Проварка швов сваркой
Сварные металлические соединения относятся к основным методам скрепления конструкций, использующихся в быту и производстве. Это весьма надежный метод получения единой конструкции, который еще и относительно дешевый.
Скрепления данного типа образуются путем расплавления металла в области соединения и последующей его кристаллизацией при остывании. Их качество зависит от правильного выбора режима работы электросварочного аппарата, электрода, шовного провара. Это регламентируется действующими нормами, а также стандартами. В них указаны все виды сварных швов, а также типы стыков и их характеристики.
Многочисленные металлы имеют собственные особенности сварки, отличающиеся условия выполнения работ, требования к выполнению скреплений. Для них применяются соответствующие разновидности электросварных соединений. При сварке металлических элементов используются основные виды электросварочных скреплений, о которых далее.
Классификация
Сварочные соединения подразделяются на несколько разновидностей, зависящих от их признаков. Классификация сварных швов охватывает весь спектр их использования. По внешнему параметру они бывают:
- выпуклого типа (с усилением);
- вогнутые (прослабленная конструкция);
- плоского типа (нормальные).
По типу исполнения они встречаются односторонними, а также двухсторонними, по количеству проходов электродом: однопроходные, двухпроходные. Кроме того, существуют однослойные способы провара и двухслойные.
По протяженности шовные скрепления бывают:
- односторонние с прерывистым шагом;
- сплошные односторонние;
- точечные (при контактной электросварке);
- цепные двусторонние;
- двусторонние шахматного порядка.
Разделение по пространственному расположению:
- горизонтальные, нижние;
- вертикальные, потолочные;
- в лодочку;
- полугоризонтального исполнения;
- полупотолочного типа;
- полувертикальные.
По вектору силового воздействия:
- продольный (фланговый) – усилие имеет параллельный к провару вектор;
- поперечный – усилие воздействует перпендикулярно;
- комбинированный – разновидность лобового, а также флангового;
- косой – воздействие происходит под углом.
По назначению и функциям электросварочные провары бывают прочными, а также прочно-плотными, герметичного исполнения. По ширине их различают на ниточный тип, не превышающий диаметр электросварочного электродного стержня и уширенные, выполняющиеся с помощью колебательных движений при сварке в поперечном направлении.
Для упрощения понимания классификации и применения тех или же иных разновидностей, составлена специальная таблица.
Все типы швов имеют строгое обозначение по ГОСТ. На чертежах используются специальные значки, которые содержат полную информацию о типе скрепления и его способе выполнения. Для тех, кто думает всерьез заниматься сварочными работами на профессиональном уровне следует дополнительно изучить чертежные обозначения сварных скреплений.
Разновидности сварных швов
В зависимости от используемого материала, толщины, а также конструктивных особенностей используются различные типы сварных швов. Для этого необходимо пройти необходимую теоретическую подготовку.
Это позволит лучше понимать специфику сваривания деталей и избежать брака в работе.
Начинающие сварщики зачастую недостаточно проваривают участки соединений, что влияет на слабое механическое сопротивление стыков.
Выбирая правильные режимы работы и виды сварки, можно получить сварочные швы достаточной прочности, а также качества. Подготовка сварщика заключается не только в практических занятиях, но и в теоретической подготовке с изучением требований, норм и правил, а также включая типы сварочных соединений и используемое оборудование.
Знание принципов использования тех или же иных электросварочных скреплений, техники их получения, стыки будут получаться весьма крепкими и долговечными.
Стыковые
Данный вариант соединений является наиболее используемым среди прочих разновидностей видов швов сварки. Это стыковое сваривание используется на торцевых участках, трубах или же на листовых конструкциях.
Для его получения затрачивается минимальное количество времени, материала и усилий. Эти стыковые скрепления имеют некоторые особенности швов. На тонколистовом металле сваривание проводится без скоса кромок.
Изделия с большой толщиной участков соединений требуют предварительной подготовки стыков, заключающееся в их скашивании для увеличения глубины сварочного проваривания.
Это необходимо при толщине металлических изделий свыше 8 мм и до 12 мм. Более толстые участки необходимо соединять двусторонней сваркой с предварительным скосом кромок.
Стыковое сваривание выполняется чаще всего на изделиях в горизонтальной плоскости.
Тавровые
Эти разновидности электросварочных соединений выполняются как обычная буква «Т». Они соединяют предметы одинаковой или же различной толщины, от чего зависит ширина сварочного шва. Кроме того, данные типы используются одно- или двусторонними, на что влияют особенности скрепления.
При работе с металлическими элементами различной толщины электрод удерживается в наклоненном положении под углом порядка 60 градусов. Процесс сварки можно значительно упростить, воспользовавшись прихватками, а также свариванием «в лодочку». Данный способ существенно снижает возникновение подрезов. Тавровый шов накладывается за один сварочный проход.
Помимо ручной дуговой сварки, для данного типа широко используются автоматические электросварочные аппараты.
Нахлесточные
Данный способ используется для сварки листового металла при толщине до 12 мм. Соединяемые участки накладываются внахлест и провариваются вдоль стыков с обеих сторон. Нельзя допускать попадания влаги во внутреннюю часть свариваемой конструкции. Для усиления скрепления выполняется полная проварка по периметру.
При данном сваривании формирование соединительного стыка происходит между торцом одного изделия и поверхностью другого. При этом виде сварочных швов и соединений увеличивается расход материалов, что необходимо учитывать заранее. Перед началом работ следует выровнять листовые конструкции и позаботиться об их хорошем прижатии между собой.
Угловые
К данным соединениям относятся скрепления элементов, выполненные под некоторым углом друг к другу. Для них характерно использование предварительных скосов для обеспечения наилучшего провара шва.
Это позволит увеличить глубину сварочного соединения, что повысит надежность конструкции. Для усиления прочности используется двустороннее сваривание металлических изделий, при этом не допускаются зазоры в соединяемых кромках.
Установка электрической заклепки с подготовкой отверстия
Неопытному сварщику для начала следует делать электрозаклепки с просверливанием отверстия в верхнем листе. При приваривании стали толщиной 3 мм его диаметр должен составлять 6-9 мм.
Электрод прикладывается к нижней заготовке через отверстие в верхнем листе. Если используется тонкая сталь, то его розжиг стоит начать с центра, после чего медленно смещаться и продолжать наплавление металла у края, двигаясь по кругу вверх. На толстом металле при большом отверстии разжигать электрод нужно у края, а при движении по кругу иногда смещаться к центру.
Чтобы получить надежную заклепку, нужно соблюдать несколько правил:
- Для быстрого разогрева нижней заготовки, на сварочном аппарате лучше установить ток 110А.
- Ставить как минимум 2 заклепки, чтобы предотвратить выкручивание соединяемых деталей.
- Плотно сжимать тонкие заготовки между собой, чтобы предотвратить прожиг верхнего металла;
- Чем выше сечения металла, тем нужен больший диаметр отверстия под установку заклепки.
- Заклепка ставится за один раз без пауз. Благодаря этому весь шлак соберется сверху и его можно будет сбить, получив аккуратный грибок.
Электрозаклепка или сварка через отверстие
Электрозаклепками называют точечные швы, которые выполняются сварочной дугой при помощи плавящегося или неплавящегося электрода. Сварка таким способом широко применяется в промышленности, она является высокопроизводительной и удобной в сборке конструкций больших габаритов, например, когда осуществляется обшивка пассажирских вагонов.
Сварка кузовного металла (часть 2)
В предыдущей статье, в который мы описывали выбор сварочного оборудования и его настройку для проведения кузовных работ, мы обещали, что после рассмотрим способы основных методов сварки кузовщины и расскажем о самых популярных вариантах присоединения металла сваркой в этом процессе. И об этом пойдет речь в нашей сегодняшней статье.
Виды сварных швов
Для начала определимся с некоторыми видами сварочных швов, которые образуются при сварке в независимости от способа соединений металла.
- Сплошной
- Сплошной прерывистый
- Точечный
Итак, сплошной сварочный шов — здесь, сразу будет ясно из названия, что этот шов будет выполняться без промежутков по длине. Поэтому в кузове автомобиля не используются сплошные сварные швы.
Это можно объяснить тем, что автомобильный кузов должен соответствовать некоторой «эластичности», для того, что бы уменьшать вероятность образования усталостных впадин и трещин во время его эксплуатации.
Электрозаклепка
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Основной трудностью сварки подобных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного флюса и металла зазор не должен превышать 1 мм. Сварка может сопровождаться подачей электрода в процессе сварки или без его подачи до естественного обрыва дуги. В первом случае используют обычные полуавтоматы для сварки под флюсом, во втором – специальные элек-трозаклепочники. [46]
Сварка электрозаклепками происходит за счет сквозного про-плавления верхнего листа при небольшой его толщине и частичного проплавления ( на глубину 1 5 – 2 5 мм) нижнего листа или полки элемента каркаса. Для получения высокопрочного сварного соединения необходимо плотное прилегание поверхностей свариваемых элементов в местах постановки электрозаклепок. Кроме того, поверхность в месте сварки должна быть тщательно очищена от краски, ржавчины, влаги и грязи. Способом проплавления верхнего листа легко свариваются соединения, у которых верхний лист имеет толщину до 3 мм. У более толстых верхних листов предварительно делаются отверстия в месте постановки электрозаклепок. [48]
Сварку электрозаклепками под флюсом производят двумя способами: проплавлением верхней детали дугой ( для тонколистовых конструкций) и через отверстия, предварительно просверленные или пробитые в верхней детали. Здесь более приемлема сварка электрозаклепками плавящимся электродом в среде СОа, которая обеспечивает по сравнению со сваркой под флюсом большие глубины проплавления и устойчивость дуги, позволяет сваривать более толстый металл. [49]
Сварка электрозаклепками имеет ряд преимуществ. К ним относится прежде всего простота сварочного оборудования. Электрозаклепочники могут быть изготовлены силами заводов, применяющих сварку электрозаклепками. Повышение производительности при сварке электрозаклепками может быть достигнуто за счет применения многоэлектродных установок. При сварке электрозаклепками резко снижается величина деформаций свариваемых элементов. Это в большинстве случаев исключает последующую трудоемкую операцию – правку после сварки. Электрозаклепки более пластичны, чем сварные точки, выполненные контактной сваркой. [50]
Сварка электрозаклепками дает возможность соединять элементы значительной толщины, не требуя для этого мощных и дорогих сварочных машин. Благодаря достаточно высокой прочности и пластичности электрозаклепочные соединения могут успешно конкурировать с клепаными соединениями во многих ответственных конструкциях. [51]
Соединения электрозаклепками , выполненные тонкой проволокой, достаточно прочны. Например, разрушающая нагрузка на срез соединения деталей толщиной 1 5 мм составляет 300 – 350 кг. [52]
Соединения электрозаклепками рациональны при толщине верхнего листа не более 5 мм. [53]
Сварка электрозаклепками заключается в том, что сварочная дуга горит под слоем флюса между неподвижным электродом и изделием, проплавляет верхний лист и сваривает его с нижним. Дуга горит до естестзенного обрыва. По этому методу можно приварить листы толщиной до 8 мм, а при большей толщине сварку выполняют через отверстие в верхнем листе. Диаметр отверстия должен превышать диаметр электрода не менее чем на 2 – 6 мм. [54]
Сварку электрозаклепками и точками применяют для выполнения нахл есточных тавровых, угловых и стыковых соединений на металле толщиной более 0 5 мм со швами, расположенными во всех пространственных положениях. В отдельных случаях при сварке металла большой толщины в нижнем положении используют проволоку до 0 4 мм. [55]
Соединения электрозаклепками ( рис. 38, к) применяют в нахлесточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения. При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды. [57]
Сварка электрозаклепками применяется для соединения тонколистовой обшивки с рамами из профильного проката, где из-за крупных размеров конструкции затруднено применение контактной точечной сварки; для образования соединений из пакета элементов; для приварки шпилек. [59]
Сварка электрозаклепками неплавящимся электродом позволяет получать швы без усиления и с большей глубиной проплавления металла, чем сварка плавящимся электродом. [60]
Как поставить заклепки сваркой полуавтоматом — Станки, сварка, металлообработка
Электрозаклепками называют точечные швы, которые выполняются сварочной дугой при помощи плавящегося или неплавящегося электрода. Сварка таким способом широко применяется в промышленности, она является высокопроизводительной и удобной в сборке конструкций больших габаритов, например, когда осуществляется обшивка пассажирских вагонов.
Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
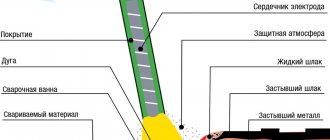
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока (для алюминия, нержавейки).
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
Электрозаклепка
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Основной трудностью сварки подобных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного флюса и металла зазор не должен превышать 1 мм. Сварка может сопровождаться подачей электрода в процессе сварки или без его подачи до естественного обрыва дуги. В первом случае используют обычные полуавтоматы для сварки под флюсом, во втором — специальные элек-трозаклепочники. [46]
Сварка электрозаклепками происходит за счет сквозного про-плавления верхнего листа при небольшой его толщине и частичного проплавления ( на глубину 1 5 — 2 5 мм) нижнего листа или полки элемента каркаса. Для получения высокопрочного сварного соединения необходимо плотное прилегание поверхностей свариваемых элементов в местах постановки электрозаклепок. Кроме того, поверхность в месте сварки должна быть тщательно очищена от краски, ржавчины, влаги и грязи. Способом проплавления верхнего листа легко свариваются соединения, у которых верхний лист имеет толщину до 3 мм. У более толстых верхних листов предварительно делаются отверстия в месте постановки электрозаклепок. [48]
Сварку электрозаклепками под флюсом производят двумя способами: проплавлением верхней детали дугой ( для тонколистовых конструкций) и через отверстия, предварительно просверленные или пробитые в верхней детали. Здесь более приемлема сварка электрозаклепками плавящимся электродом в среде СОа, которая обеспечивает по сравнению со сваркой под флюсом большие глубины проплавления и устойчивость дуги, позволяет сваривать более толстый металл. [49]
Сварка электрозаклепками имеет ряд преимуществ. К ним относится прежде всего простота сварочного оборудования. Электрозаклепочники могут быть изготовлены силами заводов, применяющих сварку электрозаклепками. Повышение производительности при сварке электрозаклепками может быть достигнуто за счет применения многоэлектродных установок. При сварке электрозаклепками резко снижается величина деформаций свариваемых элементов. Это в большинстве случаев исключает последующую трудоемкую операцию — правку после сварки. Электрозаклепки более пластичны, чем сварные точки, выполненные контактной сваркой. [50]
Сварка электрозаклепками дает возможность соединять элементы значительной толщины, не требуя для этого мощных и дорогих сварочных машин. Благодаря достаточно высокой прочности и пластичности электрозаклепочные соединения могут успешно конкурировать с клепаными соединениями во многих ответственных конструкциях. [51]
Соединения электрозаклепками , выполненные тонкой проволокой, достаточно прочны. Например, разрушающая нагрузка на срез соединения деталей толщиной 1 5 мм составляет 300 — 350 кг. [52]
Соединения электрозаклепками рациональны при толщине верхнего листа не более 5 мм. [53]
Сварка электрозаклепками заключается в том, что сварочная дуга горит под слоем флюса между неподвижным электродом и изделием, проплавляет верхний лист и сваривает его с нижним. Дуга горит до естестзенного обрыва. По этому методу можно приварить листы толщиной до 8 мм, а при большей толщине сварку выполняют через отверстие в верхнем листе. Диаметр отверстия должен превышать диаметр электрода не менее чем на 2 — 6 мм. [54]
Сварку электрозаклепками и точками применяют для выполнения нахл есточных тавровых, угловых и стыковых соединений на металле толщиной более 0 5 мм со швами, расположенными во всех пространственных положениях. В отдельных случаях при сварке металла большой толщины в нижнем положении используют проволоку до 0 4 мм. [55]
Соединения электрозаклепками ( рис. 38, к) применяют в нахлесточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения. При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды. [57]
Сварка электрозаклепками применяется для соединения тонколистовой обшивки с рамами из профильного проката, где из-за крупных размеров конструкции затруднено применение контактной точечной сварки; для образования соединений из пакета элементов; для приварки шпилек. [59]
Сварка электрозаклепками неплавящимся электродом позволяет получать швы без усиления и с большей глубиной проплавления металла, чем сварка плавящимся электродом. [60]
Сварку такого вида применяют для выполнения нахлесточных тавровых, угловых и стыковых соединений на металле толщиной >0,5 мм со швами, расположенными во всех пространственных положениях. При сварке на токах до 350 А целесообразно использовать проволоки Ø 0,8—1,4 мм, на больших токах — проволоки Ø 1,6—2 мм. В отдельных случаях при сварке металла большой толщины в нижнем положении используют проволоку до Ø 4 мм.
При сварке электрозаклепками металла толщиной >1,5 мм в вертикальном и потолочном положениях и толщиной >6 мм в нижнем положении рекомендуется делать отверстия в верхнем листе. В остальных случаях отверстия в верхнем листе не делают. Требования к качеству сборки обычно такие же, как при сварке швов большой длины. Стабильность начала процесса оказывает большое влияние на качество сварки точками и электрозаклепками. При сварке проволоками до Ø 1,6 мм начало процесса осуществляют путем подачи электродной проволоки под напряжением к изделию. Для улучшения начала сварки процесс следует начинать на малом вылете электрода.
— При сварке точками и электрозаклепками следует использовать специальные приемы зажигания дуги. Например, при автоматической сварке целесообразно начинать процесс при пониженной скорости подачи электродной проволоки и повышенной скорости нарастания тока в сварочной цепи, а после зажигания дуги переходить на рабочий режим. При этом важно, чтобы переход на рабочий режим сварки происходил после зажигания дуги. Для этого в сварочную аппаратуру вводят спаренные датчики напряжения и тока, которые подают сигнал на переключение режима сварки.
— На глубину проплавления точки наиболее эффективно влияет сварочный ток. С его повышением увеличиваются диаметр и усиление точки. Сварку следует выполнять на токе, максимально допустимом для данной толщины металла. Напряжение дуги оказывает влияние на форму точки. При недостаточном напряжении в центре точки образуется углубление, а при завышенном — бугорок. Оптимальное напряжение зависит от сварочного тока и диаметра электрода. При сварке точки глубина проплавления растет в первый период горения дуги. В дальнейшем глубина проплавления растет незначительно. увеличивается только усиление.
Сварку металла толщиной до 2 мм обычно выполняют без изменения тока в процессе сварки точки. При этом путем выбора напряжения можно получить хорошее формирование точки с достаточной глубиной и шириной проплавления. При большей толщине металла рекомендуется выполнять сварку с изменением сварочного тока. После начала сварки точки силу тока увеличивают, а в конце уменьшают и одновременно повышают напряжение. Это обеспечивает глубокое проплавление, хорошую форму электрозаклепки и позволяет регулировать термический цикл при сварке. Для увеличения сечения проплавления и прочности электрозаклепки сварку рекомендуют выполнять с круговым перемещением электрода, а иногда делать отверстия в верхнем листе.
Прочность отдельной точки зависит от толщины металла и сечения электрозаклепки. Работоспособность электрозаклепочных и точечных соединений при знакопеременной и ударной нагрузках в ряде случаев выше, чем соединений, выполненных сплошными швами. Контроль качества электрозаклепок на металле малой толщины осуществляют по их внешнему виду с обеих сторон. При нарушении газовой защиты, превышении зазоров в соединении, наличии большого загрязнения листов и использовании ржавой проволоки в электрозаклепках образуются поры. Трещины в электрозаклепках и точках появляются в основном при сварке высокоуглеродистых сталей и при повышенных режимах сварки.
Волченко В.Н. Сварка и свариваемые материалы. том 2
Сварка кузовного металла (часть 2). Методы сварки | Тиберис
В предыдущей статье, в который мы описывали выбор сварочного оборудования и его настройку для проведения кузовных работ, мы обещали, что после рассмотрим способы основных методов сварки кузовщины и расскажем о самых популярных вариантах присоединения металла сваркой в этом процессе. И об этом пойдет речь в нашей сегодняшней статье.
Сварка внахлест
Этот тип сварки один из самых распространенных и простых способов соединения металла. При сварке внахлест один пласт (кусок) металла накладывается на другой. Использовать подобный тип сварки лучше всего при замене или ремонте силовых элементов кузова- усилителей, порогов, лонжеронов.
Электрозаклепка или сварка через отверстие
Этот метод один из разновидностей соединения внахлест. Он весьма напоминает всем известную точечную сварку, которую применяют (чаще всего) в заводских условиях или на СТО при сборке кузова. Этим способом легче всего соединять – крылья, новые пороги и различного типа силовые элементы.
Сварка элеткрозаклепками в домашних условиях
Сварка электрозаклепками как правило применяется на производстве для соединения деталей из тонкого листового металла. В домашних условиях этот метод применяется редко ввиду сложности, чаще делается сварной шов. Точечная сварка может стать необходимостью при ремонте кузова машины, при обшивке различных конструкций листами металла и т.п. Есть важные хитрости, которые надо знать при сварке электрозаклепками в домашних условиях.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки.
Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена».
Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше: — Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство. — Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине. — Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик.
Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится.
Мал расход газа Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.