На крупномасштабных предприятиях, где в большом количестве выпускаются корабли, самолеты и сельскохозяйственная техника, применяются не совсем классические методы сварки. Понятно, почему. Каким бы большим ни был состав сварщиков в цеху они в любом случае не смогут обеспечить высокую производительность труда, поскольку здесь во многом играет человеческий фактор.
В таких случаях применяются альтернативные сварочные технологии. В этой статье мы расскажем об одной из таких технологий— сварке трением.
Содержание
- Понятие и определение сварки трением
- Видео: сущность сварки трением
- Преимущества и недостатки сварки трением
- Преимущества
- Недостатки
- Сварка трением с непрерывным приводом
- Инерционная сварка трением
- Комбинированный вид сварки трением
- Колебательная сварка трением
- Сварка трением с перемешиванием
- Орбитальная сварка трением
- Радиальная сварка трением
- Роликовая сварка трением
- Наплавка при помощи сварки трением
- Свариваемость различных материалов
- Требования к конструкции свариваемых деталей
- Подготовка поверхностей к сварке трением
- Выбор режимов сварки с непрерывным приводом
- Термообработка сварного соединения
Объем тонкого слоя нагреваемого металла
- При использовании вращательного движения сварка трением дает хорошие результаты, только если одна из частей представляет собой вращающееся тело (стержень или трубу), его ось совпадает с осью вращения, а другая часть является плоской поверхностью.
Возможность использования сварки трением также ограничена размером поперечного сечения свариваемой детали на этой границе. Расчеты показывают, что нецелесообразно использовать этот процесс для сварки сплошных стержней с поперечным сечением диаметром более 200 мм на текущем уровне технологического развития.
Для сварки таких стержней (с площадью поперечного сечения 30000 мм2 или более) вам понадобится машина мощностью около 500 кВт, скоростью около 100–150 об / мин и осевой силой более 300 тс (294 МПа).
Понятие и определение сварки трением
Сварка трением — это технологический процесс изготовления сварного соединения, который происходит за счёт использования тепловой энергии, возникающей на контактных поверхностях соединяемых заготовок, прижатых с усилием друг к другу и при этом, одна из заготовок движется относительно другой.
После прерывания, или полной остановки движения заготовки, сварка трением прекращается приложением усилия проковки.
Как и при других методах сварки давлением, сварное соединение получается в результате совместной пластической деформации соединяемых участков сварных заготовок. Но отличительной особенностью процесса сварки трением является получение тепловой энергии непосредственно в зоне соединения за счёт трансформирования работы, направленной на преодоление сил трения между заготовками. Эти силы возникают при взаимном перемещении трущихся поверхностей свариваемых заготовок.
Видео: сущность сварки трением
Основные этапы фрикционной сварки
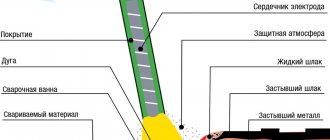
Главная особенность этого метода сварки заключается в его универсальности в работе. То есть, оборудование для фрикционной сварки позволяет соединить в единое целое разные материалы – сталь, медь, латунь и так далее. Сварка трением нашла свое применение в производстве клапанных запчастей для двигателей внутреннего сгорания, печатных валов, поперечин, а еще труб для бурения и так далее. Зона термической обработки при использовании метода фрикционной сварки существенно меньше иных разновидностей сварки. В месте соединения материала не появляется сварочная ванна. Процесс сваривания достаточно простой, но трудоемкий, он состоит из таких основных этапов:
- Исходная точка: закрепление обеих рабочих частей и начало вращения одной из них;
- Нагревание: обе части рабочего материала прижимаются между собой с определенным усилием вращения, в следствие чего сила сжатия вызывает трение, которое, в свою очередь, вызывает нагревание поверхностей свариваемых частей;
- Процесс сварки: в конкретный момент та часть, которая вращается, замедляет свой ход, что вызывает повышение давления сжатия. Именно в этом момент и возникает сваривание рабочих частей между собой с помощью трения.
Исходная точка
Нагревание
Процесс сварки
Преимущества и недостатки сварки трением
Преимущества
1. Высокое качество соединения. В месте стыка отсутствуют многие дефекты, присущие сварным швам, полученным при помощи других видов сварки. К примеру, в месте соединения исключается образование газовых пор и сварных трещин, различных неметаллических включений и других дефектов.
2. Постоянство механических свойств. Как правило, механические свойства основного металла, места стыка и зоны возле него практические одинаковые из-за равномерной структуры металла.
3. Высокая производительность метода. Весь цикл сварки занимает от нескольких секунд до нескольких минут, в зависимости от размеров свариваемых деталей.
4. Подготовка к сварке занимает меньше времени. Из-за того, что нет необходимости удалять оксидные плёнки с соединяемых поверхностей и зачищать их, это существенно экономит время подготовки.
5. Не требуется дополнительных присадочных материалов, как для многих других видов сварки.
6. Не требуется дополнительных операций после сварки, таких как отпуск, отжиг, проковка и др.
7. Снижаются затраты на последующую механическую обработку после сварки.
8. Отсутствуют сварочные поводки и низкая степень деформации после окончания сварки.
9. Большая номенклатура свариваемых материалов. Сварка трением позволяет сваривать многие материалы, как между собой, так и в различных их сочетаниях.
10. Высокий коэффициент использования металла (КИМ). У альтернативных методов получения заготовок (отливки, поковки и др.) КИМ значительно ниже.
11. Меньшая степень вредности. При сварке трением отсутствует яркий слепящий свет, как при дуговой сварке, нет выделения вредных газов, отсутствуют брызги расплавленного металла.
12. Лёгкая возможность автоматизации. Достигаться она может установкой машин для сварки в автоматические и роторные поточные линии, или, к примеру, применением управляющих компьютеров, работающих по программам.
13. Экологичность процесса. Для сварки не требуется защитных газовых сред, флюсов или покрытий, из-за этого нет выделения вредных веществ в воздушную среду.
14. Низкая энергоёмкость. По сравнению с обычной дуговой сварки энергоёмкость снижена в 10 раз.
Недостатки
1. Низкая универсальность процесса и относительно небольшая номенклатура свариваемых деталей.
2. Габариты свариваемых деталей ограничены. В случае с круглыми деталями, при сварке которых одна неподвижно закреплена, а вторая вращается вокруг своей оси (ротационная сварка), экономически нецелесообразно сваривать заготовки, диаметром более 150мм.
3. Дорогое и громоздкое оборудование для сварки трением.
4. Возможно искажение волокон в зоне сварки, если сварное соединение в процессе эксплуатации подвергается высоким динамическим нагрузкам.
5. Отсутствие мобильности. Невозможно применить данный вид сварки в «полевых условиях» и различных монтажных работах, так как сварочное оборудование для сварки трением является стационарным, а не мобильным.
Преимущества
Рассматриваемый метод характеризуется довольно большим количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием повышается при использовании различных инструментов. Преимуществами можно назвать следующие моменты:
- Заготовки не нужно тщательно подготавливать. Если рассматривать контактную и другую технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от различных загрязнений и быть ровной. В противном случае качество шва будет низким, достигнуть требуемой герметичности не получится. В рассматриваемом случае достаточно очистить поверхность от крупных и сильно проявляющихся загрязнений.
- Не возникает необходимости в особой подготовке кромок. Некоторые технологии предусматривают снятие поверхностного слоя металла и проведение некоторых технологических операций, которые позволят существенно повысить прочность соединения.
- Есть возможность провести соединение металла, который нельзя обработать обычным способом. Примером можно назвать материалы, не подающиеся обычным методам сварки. При этом необходимость в предварительном подогреве зоны обработки практически не возникает.
- Прочность получаемого соединения достаточно высока. Именно поэтому технология может применяться для получения ответственных изделий с различной областью применения.
- Нет необходимости в использовании присадочной проволоки. Этот момент существенно снижает себестоимость проводимой работы.
- В месте соединения зернистость мелкая. За счет этого повышается плотность сварочного шва и его устойчивость к различного рода воздействия.
- Отсутствие пор также благоприятно сказывается на качестве полученного соединения. Это свойство можно связать с тем, что при сильном нагреве проводится выделение различных газов и веществ, которые и становятся причиной образования пористости.
- Практически полное отсутствие признаков коробления и термической деформации определяет то, что финишная обработка требуется крайне редко.
- После проведения сварочных работ при сварке трением с перемешивание изделие практически сразу готово к применению. При этом нет необходимости в проведении каких-либо подготовительных действий.
- Не повышается степень реакции поверхности на воздействие окружающей среды. Другими словами, материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не образуется токсичных газов или других выделений. Кроме этого, более распространенные методы, основанные на воздействии тока, приводят к образованию электрической дуги, которая оказывает негативное воздействие на оператора и окружающих при условии отсутствия специальных средств индивидуальной защиты.
- Уменьшается продолжительность производственного цикла примерно на 50% в сравнении с другими распространенными способами.
- Экономия на количестве потребляемой энергии составляет 20%.
Как ранее было отмечено, получение бездефектных швов на сплавах определило широкое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
Виды сварки трением, схемы сварки
Сварка трением с непрерывным приводом
Сварка трением с непрерывным приводом была самой первой разновидностью сварки трением. Для её осуществления одну из заготовок жёстко закрепляют, а второй заготовке сообщают вращательное движение, при этом обе заготовки представляют собой тела вращения, и находятся на одной оси (см. схему сварки трением с непрерывным приводом). Далее заготовки сближаются вплотную и к подвижной прикладывают некоторое осевое усилие.
При сварке трением с непрерывным приводом механическая энергия передаётся непосредственно к месту соединения, где посредством динамического контакта двух заготовок преобразуется в тепловую энергию.
Стадия нагрева в установках для сварки трением может быть регламентирована временем нагрева, либо величиной взаимной деформации заготовок. После этого следует остановка подвижной заготовки и проковка. В настоящее время, кроме сварки с непрерывным приводом, появилось достаточно много видов сварки трением, и сейчас рассмотрим наиболее распространённые из них.
Инерционная сварка трением
От сварки с непрерывным приводом этот вид сварки трением отличается тем, что механическая энергия не передаётся непосредственно от привода к месту соединения. Эта сварка основана на использовании энергии, накопленной маховиком (см. схему инерционной сварки трением).
Шпиндель, с насаженным на него маховиком, разгоняется. После того, как маховик достиг определённого момента инерции вращающейся массы, привод отключают и производят сжатие заготовок с определённым усилием. Процесс сварки завешается после остановки шпинделя.
Диапазоны задаваемых параметров сварки следующие: скорость 0,28-11,1 м/с. Давление сжатия заготовок: 47-465 МПа. Момент инерции маховика выбирают таким образом, чтобы угловое ускорение находилось в диапазоне 150-300 рад/с2.
Комбинированный вид сварки трением
Данный вид сварки может происходить двумя способами:
1) Сначала заготовка вращается с постоянной угловой скоростью, а затем двигатель отключают и заканчивают процесс по инерционному способу.
2) Начало сварки происходит при постоянной угловой скорости и продолжается по инерционному способу. А в тот момент, когда частота вращения шпинделя достигнет 5-6 об/с, происходит его мгновенное торможение.
Колебательная сварка трением
Этот вид сварки происходит при угловых вибрационных движениях одной или обеих заготовок, или при возвратно-поступательном движении (сварка вибротрением). На практике подобный вид сварки получил применение только для сваривания термопластов и реактопластов между собой.
Сварка трением с перемешиванием
Это относительно молодой вид сварки трением, разработанный Британским институтом сварки и появившийся в начале 90-х годов. Сущность такого процесса показана на рисунке ниже:
Инструмент, вращающийся с большой скоростью, соприкасается со сварными кромками в месте стыка и его наконечник внедряется в заготовку на всю глубину кромок. При этом заплечник инструмента касается поверхности стыка. Далее инструмент перемещается вдоль всей линии стыка. В результате трения наконечника инструмента об заготовки, сварные кромки расплавляются, перемешиваются при вращении инструмента и вытесняются в свободную область позади движущегося инструмента.
Ровная поверхность сварного шва обеспечивается заплечником инструмента, который касается сварного стыка. По окончании сварки инструмент выходит из зоны стыка за его пределы. Рекомендуем посмотреть видеоролик, в котором наглядно показан процесс сварки трением с перемешиванием металла:
Орбитальная сварка трением
Схема этого процесса показана на рисунке. Суть этого вида сварки состоит в том, что прижатые друг к другу свариваемые заготовки двигаются по орбитам относительно друг друга. При этом вращения заготовок вокруг собственных осей не происходит.
Оси заготовок смещены на некоторую величину е, называемую эсцентриситетом. Благодаря этому, происходят их круговые движения по некоторой орбите, радиус которой равен радиусу эксцентриситета е. Когда заготовки прошли стадию нагрева, их оси совмещают и круговые движения прекращаются. После этого делается проковка и формируется сварное соединение.
С помощью орбитальной сварки можно сваривать не только круглые заготовки. Так как вращения заготовок вокруг собственных осей не происходит, то форма их торцов может быть любой, но необходимо обеспечить равномерное тепловыделение по всей плоскости свариваемых участков.
Благодаря тому, что форма заготовок может быть любой, этот вид сварки стал достаточно перспективным для соединения изделий с большой площадью поперечного сечения. Однако не во всех случаях этот вид сварки экономически целесообразен из-за сложного оборудования и недостаточной надёжности зажимных механизмов. Низкая надёжность зажимов обусловлена воздействием на них больших инерционных сил. Из-за этих недостатков этот способ сварки не получил массового внедрения в промышленности.
Радиальная сварка трением
Суть этого способа сварки заключается в применении теплоты, возникающей при трении наружного или внутреннего кольца, которое вращается с определённой угловой скоростью, соприкасаясь при этом со скошенными концами труб, прижатых один к другому с некоторым усилием.
Схема радиальной сварки трением приведена на рисунке. Вращаясь, кольцо разогревает концы труб и по окончании стадии нагрева, затем, вращение кольца останавливают и его дополнительно сжимают в радиальном направлении.
Роликовая сварка трением
Этот вид сварки используют в тех случаях, когда нужно сварить тонколистовые элементы. Схема роликовой сварки приведена на рисунке.
Суть этого способа состоит в том, что ролик, вращающийся со скоростью, примерно, 1600 рад/с, подводят в краям заготовок. Ролик перемещается относительно свариваемых кромок со скоростью 0,1-2,0 м/с, а давление, создаваемое на ролик, составляет в диапазоне 0,2-0,5 МПа.
Наплавка при помощи сварки трением
Такая наплавка применяется в тех случаях, когда требуется восстановить изношенные поверхности деталей, или когда необходимо обеспечить на поверхностях определённые эксплуатационные свойства. Схема наплавки трением приведена на рисунке.
К поверхности, на которой необходимо выполнить наплавку, с усилием F прижимается вращающийся пруток с угловой скоростью порядка 1600 рад/с, а сама поверхность перемещается с линейной скоростью Vзаг. Тепловая энергия, образующаяся в результате трения, создаёт тепловое поле, которое нагревает и заготовку и пруток. При этом пруток нагревается значительно сильнее из-за того, что поверхность контакта заготовки постоянно меняется по ходу её движения, а поверхность контакта прутка остаётся неизменной. В результате чего пруток расплавляется и происходит перенос слоя металла с прутка на поверхность заготовки.
Последовательность выполнения сварки
После начала осадки нагретых заготовок выполняется их частичная проковка. Эта стадия операции машиной для соединения трением производится автоматически. В более дешевых, полуавтоматических машинах приходится управлять процессом сварки по показаниям приборов, в частности, силоизмерителя и манометра.
После того, как процесс завершен, с установки снимают матрицу, извлекают соединенную заготовку из зажимов и сразу же помещают ее в термостат. Такой переход необходим для того, чтобы произвести оперативный отжиг места сварного соединения. Для того, чтобы предохранить заготовку от теплового удара, вызванного значительным температурным перепадом
Это особенно важно для сталей, которые склонны к отпускной хрупкости — нержавеющих, высокоуглеродистых и высоколегированных
Начальная температура внутри термостата устанавливается не ниже 150-1800С. В термостате выполняется медленное охлаждение места стыка до момента, когда температуры снизится до 500С. После этого соединение можно подвергнуть либо отжигу, либо использовать непосредственно.
Рассматриваемый процесс можно применять и для заготовок, которые имеют два стыка. Для этого вначале вышеописанным способом получают первый из стыков, затем помещают полуфабрикат в термостат с температурой 750-800 0С и выдерживают его там не менее 2.5-3 ч. Далее выполняется очистка полученного стыка от макродефектов сварки. Очищенную заготовку без торцевания второго стыка закрепляют в шпинделе или в суппорте и сваривают второй стык. Последующие переходы не отличаются от технологии одностыковой сварки трением.
В условиях ремонтных мастерских, а также в быту, под сварку трением можно успешно приспосабливать обычные токарные станки. Предварительно следует произвести расчет допускаемого осевого усилия на шпиндель и соотнести полученное значение с требуемым.
Технологические параметры некоторых, наиболее распространенных машин отечественного производства, на которых выполняется соединение изделий трением, приведены в таблице:
Последовательность выполнения стыкового соединения деталей трением можно увидеть на демонстрационном видео:
Поиск записей с помощью фильтра:
Технология сварки трением
Локализация теплового поля и пластической деформации в процессе сварки обеспечивает низкий расход энергии и позволяет производить сваривание разнородных металлов, таких как алюминий-медь, алюминий-сталь, медь-металлокерамика и другие. Кроме экономии энергии, сварка трением снижает затраты но последующую обработку сварного соединения.
Свариваемость различных материалов
Данные о свариваемости различных металлов и сплавов между собой приведены в таблице ниже:
Требования к конструкции свариваемых деталей и возможности оборудования
Во время проектирования заготовок, получаемых сваркой трением, необходимо принимать во внимание следующие факторы: возможности оборудования для сварки, возможность сваривания материалов между собой, закрепление заготовок в сварочном аппарате. Также учитываются стоимость подготовки заготовок к сварке и последующей обработке полученного соединения, автоматическое получение необходимой соосности и углового расположения заготовок, создание при необходимости равномерного температурного поля и равных условий деформации.
Назначая припуски на длину и диаметр заготовок, принимают во внимание данные, приведённые в таблице.
Для того, чтобы заготовкам обеспечить требуемую соосность, необходимо надёжно закрепить их в зажимных приспособлениях сварочной машины. Кроме этого, важным показателем является жёсткость свариваемых заготовок на длине их вылета из зажимов. Рекомендации по этой длине приведены на рисунке:
В случае, если длина вылета меньше рекомендованной, это может привести к температурному отпуску зажимных приспособлений.
Подготовка поверхностей к сварке трением
При сварке трением состояние свариваемых поверхностей оказывает значительно меньшее влияние на качество сварного соединения, чем при других способах сварки давлением. Поверхности для сваривания могут быть получены резкой на гильотине, дисковой пилой или даже газорезкой. Неровности на поверхностях устранятся притиркой или дополнительным временем нагрева.
Отклонение от параллельности свариваемых поверхностей может достигать 5-7° и это не окажет значимого влияния на качество сварки. Небольшие участки коррозии, остатки краски, масло и другие загрязнения на поверхностях удаляются на стадии нагрева. Исключение составляет ржавчина и окалина, полученная при прокатке, проковке или штамповке.
Когда свариваются разнородные материалы, необходима более тщательная подготовка поверхностей. Например, при сварке алюминия со сталью, величина торцевого биения стальной заготовки не должна превышать 0,2мм. На рисунке ниже показаны некоторые примеры подготовки свариваемых поверхностей из разнородных материалов.
Выбор режимов сварки трением с непрерывным приводом
Одним из главных показателей является частота вращения. При её увеличении сварной шов получается однороднее, прочностные показатели повышаются. Частота вращения рассчитывается по оптимальной скорости V, м/с: для чёрных металлов и сплавов 2,6-3, для алюминия и меди около 2, для титана 4-5.
Удельное давление нагрева. При сварке углеродистых и низколегированных сталей составляет 30-60МПа, для жаропрочных и инструментальных сталей 60-120МПа, для сварки алюминия и алюминиевых сплавов 7-23 Мпа, для сварки меди с алюминием 40-60МПа, алюминия с коррозионностойкой сталью 6,4-12,2 МПа, для сварки титана и титановых сплавов не более 18 МПа.
На практике, при сварке однородных материалов, удельное давление нагрева можно изменять в широких пределах, получая высокое качество сварного соединения. При сварке разнородных материалов оптимальное значение давление нагрева следует выбирать, исходя из скорости деформации в таком диапазоне, который обеспечит одинаковую степень деформации обеих сварных кромок.
Удельное давление притирки. Оно назначается для улучшения работы сварочного оборудования. Обычно составляет 15-20% от удельного давления нагрева. Для сварки углеродистых сталей составляет, примерно, 10МПа. Время притирки 1-3с.
Удельное давление проковки выбирают, исходя из пластических свойств соединяемых материалов. Чаще всего, давление проковки составляет 100-300% от удельного давления нагрева. При сварке алюминия с коррозионностойкими сталями давление проковки выбирают в пределах 800-1000% от давления нагрева. Время проковки обычно составляет 1,5-3с.
Время нагрева. Этот показатель сильно влияет на циклическую прочность и ударную вязкость сварного соединения, особенно, при сварке разнородных материалов. Время нагрева определяется экспериментальным путём для каждой конкретной пары заготовок. Увеличение времени нагрева приводит к росту зёрен.
Время торможения. Оно должно быть максимально коротким, чтобы течение металла из сварного соединения не приобрело устойчивый характер. Интенсивное течение металла и резкое охлаждение препятствуют снятию напряжений в сварном соединении, и это снижает прочность и может привести к разрушению соединения сразу же после окончания процесса сварки.
Термообработка сварного соединения
При помощи термической обработки, в сварном соединении снижаются внутренние напряжения, повышаются пластические свойства, происходит рекристаллизация и улучшение качества сварки в результате диффузионных процессов.
Термообработку не проводят при сварке низколегированных, высоколегированных хромоникелевых аустенитных и хромистых ферритных сталей, сваренных в однородном и разнородном сочетаниях.
Термообработке подвергают среднеуглеродистые легированные и нелегированные стали, а также высоколегированные аустенитно-мартенситные, хромистые ферритно-мартенситные стали, сваренные в различных сочетаниях между собой. При этом, если углеродный эквивалент сталей выше 0,8%, термообработку проводят из нагретого состояния.
Общая информация
Сваркой трением (или фрикционная сварка) — метод соединения однородных и разнородных металлов, суть которого заключается в нагреве двух деталей путем их трения друг о друга. Образующееся в ходе трения тепло плавит металл, формируя неразъемное соединение. Но трение — не единственное, что используется во время сварки. Здесь также большую роль играет проковка деталей после сварки, а также давление, оказываемое на заготовки.
Как видите, суть сварки трением крайне проста, поэтому такое сварочное оборудование применяется на многих современных производствах. Данный метод позволяет улучшить качество и производительность труда без найма дополнительных сотрудников высокой квалификации. Достаточно обучить сварщика, как правильно настраивать оборудование, остальные процессы проходят в автоматическом режиме.
Оборудование для сварки трением
Принципиальная схема машины для сварки трением с непрерывным приводом представлена на рисунке ниже:
В состав оборудования для сварки трения могут входить: машина для сварки, вычислительный мини-компьютер с программами параметров режимов, станок для удаления грата, манипуляторы для погрузки-разгрузки, транспортировочные устройства.