Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.
Электроды марки МР-3 являются основными при сваривании трубопроводов, строительных и других ответственных конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – соединение свариванием проката и деталей из среднеуглеродистых сталей.
Содержание
- Основные особенности электродов МР-3
- Технические характеристики электродов
- Преимущества электродов
- Особенности сварки электродами
- Применение электродов для сварки
- Каталог электродов для сварки
Электроды для сварки МР-3 для ручной дуговой сварки являются одними из самых востребованных на современном рынке. В списке ответственных конструкций, которые ими варят – трубопроводы и трубная арматура, котлы и цистерны, практически весь спектр подъемно-транспортного оборудования. Широко используются они и в быту, не вызывая особых трудностей в работе для непрофессиональных сварщиков.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» — это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Основные особенности МР-3
Электроды для сварки МР-3 предназначены для соединения деталей преимущественно из низкоуглеродистых (с содержанием С до 0,25%) и низколегированных сталей. Временное сопротивление таких сталей разрыву не превышает 50 кгс/мм², то есть, предел прочности составляет 490 МПа. На изготовление стержней идет проволока Св-08, диапазон диаметров варьируется от 2 до 6 мм. Производство электродов для сварки регламентируется государственным стандартом 9466 и ГОСТ 9467.
Изделия имеют рутиловое покрытие (диоксид титана), благодаря чему обеспечен мгновенный первый и повторный поджиг, а сварочная ванна надежно защищена от вредного воздействия азота и кислорода. Основные характеристики продукции указываются в маркировке, например: Э46-МР-3-4-УД2, где
- Э-46 – тип, к которому относится электрод;
- МР-3 – марка изделия (Р – рутиловое покрытие);
- 4 – диаметр стержня;
- У – состав свариваемого металла (углеродистые стали);
- Д2 – покрытие толстое, второй группы.
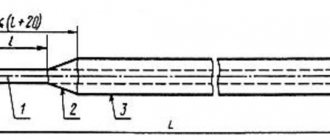
Длина электрода МР-3 зависит от диаметра: при d=2…3 мм она составляет 350 мм, при d=4… 6 мм – 450 мм. Варить можно детали толщиной от 3 до 20 мм.
Применение
Сварочные элементы марки МР-3 предназначены для проведения сварочных работ при токе постоянной или переменной величины, гарантирующим напряжение в режиме холостого хода не менее 50 В. В случае подачи от источника питания постоянного тока полярность должна быть обратной. В процессе сварки присадочный материал допускается держать в любой плоскости.
Технологические особенности
- Высокое качество соединения и производительность;
- Беспроблемное повторное зажигание;
- Легко отделить от сварочного шва шлаковую корку;
- Незначительное количество брызг металла;
- Простота процесса создания сварочного шва;
- Не возникает трудностей с зажиганием электрической дуги и поддержанием ее стабильного горения.
В условиях нормальной температуры металл сварочного шва, а также наплавленный металл приобретают следующие прочностные характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2 ;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
Для правильного расчета величины рабочего тока необходимо учитывать особенности использования электродов и их диаметр:
- при диаметре 6 мм только в нижнем расположении — 300−360 А;
- 5 мм для вертикального 160−200 А, для нижнего -180−260 А;
- 4 мм для вертикального 140−180 А, для нижнего 160−220 А, для потолочного 140−180 А;
- 3 мм для вертикального 90−110 А, для нижнего 100−140 А, для потолочного 100−120 А.
В зависимости от веса для наплавления на 1 кг металла расходуется порядка 1,7 кг МР-3.
Преимущества МР-3
Сварка электродами МР-3 с рутиловой обмазкой считается наиболее экологичной и безопасной с точки зрения выделения в воздух токсичных соединений, поэтому выполнять работы можно в закрытых, слабо проветриваемых помещениях. В ряду других плюсов:
- хороший первый и повторный поджиг;
- стабильное горение электродуги (дуга – средняя, короткая или предельно короткая);
- беспрепятственное отделение шлаковой корки;
- низкий процент разбрызгиваемого металла;
- возможность варить детали большой толщины;
- качественный, прочный, стойкий к межкристаллитной коррозии шов.
Как и любые другие, электроды с рутиловым покрытием марки МР-3 должны храниться в сухом помещении при температуре не ниже +15 °C. Допустимое содержание влаги в покрытии составляет 1%. При превышении этого показателя электроду требуется прокаливание в течение часа при температуре 150-180 °C.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Особенности сварки МР-3
Сваривать детали можно как переменным, так и постоянным током обратной полярности. При использовании трансформатора необходимо, чтобы напряжение холостого хода составляло 65 (+/-5) Вольт. Сварка возможна как длинными, так и короткими швами.
Для выполнения РДС допустимы любые пространственные положения за исключением вертикали на спуск.
- Стандартное нижнее (горизонтальное) положение. Таким образом варят детали больших и средних толщин. Диаметр электрода МР-3 при этом, как правило, не менее 6 мм. Стержень располагается под острым углом к плоскости шва в сторону направления сварки. Варят на средней и короткой дуге на повышенных токах.
- Сварка «в лодочку» – в нижнем положении свариваются угловые швы (углы 30 °, 45 °, 60 °), сварка производится на максимально короткой дуге вертикально расположенным стержнем. При «симметричной лодочке» (электрод условно разбивает прямой угол соединения на два по 45%) обычно варят на повышенных токах. «Несимметричная лодочка» подразумевает разделение стержнем угла на 60 ° и 30 °, в этом случае более вероятны наплывы и подрезы сварного шва.
Электродом этой марки также выполняют сварку горизонтального шва на вертикальной плоскости, вертикального шва – на подъем, а также шва в потолочном положении.
Еще раз отметим, что стержень должен находиться под острым углом к поверхности, поскольку при другом положении возможно повышенное выделение шлака с попаданием его в сварочную ванну.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Применение электродов МР-3
Электроды позволяют варить детали механизмов и конструкций самого широкого спектра оборудования.
- Станы различного типа (листопрокатные, сортопрокатные, обжимные и т. д.).
- Краны, лифты, конвейеры, эскалаторы, лебедки и другое подъемно-транспортное оборудование.
- Газовые, нефтяные трубопроводы, резервуары для хранения нефти.
- Контейнеры, цистерны для перевозки опасных грузов.
- Паровые котлы и другое котельное оборудование.
Также электродами осуществляется сварка металлических строительных конструкций, включая арматуру и другие закладные элементы для ЖБИ.
Преимущества
Электроды ЛЭЗ МР-3С имеют характеристики, благодаря которым они обладают несомненными достоинствами:
- Получаемое соединение обладает высокой прочностью.
- Легким является поджог дуги, также как и ее повторное зажигание.
- Дуга может быть короткой и средней длины.
- Образуемый шов отличается ровностью, имеет хороший внешний вид.
- Отсутствуют четко выраженные переходные зоны между наплавкой и основным металлом.
- Рутиловое покрытие осуществляет защиту шва от попадания в него шлака и образования на поверхности окисления.
- Разбрызгивание металла при сварке является незначительным.
- Легкое отделение шлаковой корки.
- Имеется возможность соединять детали значительной толщины.
- Соединение влажных поверхностей, а также имеющих следы коррозии.
- Отсутствие выделения вредных веществ при сгорании обмазки.
- Шов обладает стойкостью к возникновению коррозии.
- Сварочный процесс обладает высокой производительностью.
- Электродами можно осуществлять не только длинный шов, но и короткие прихватки.
Эти достоинства являются причиной широкого распространения электродов этой марки.
Расшифровка аббревиатуры, что означают символы в маркировке
В маркировке в сжатой форме сообщается информация о технических характеристиках. Так, например, определенные электроды марки МР-3 имеют следующее обозначение – «Э46 – МР-3 ЛЭЗ – 4 – УС / Е432(3) – Р21». Вышеуказанные здесь буквы и цифры включают следующее содержание:
- Э46 – указывает на тип электрода, конкретно в данном случае для сварки низкоуглеродистых и углеродистых сталей (с содержанием углерода до 0,25%) у которых предел прочности при разрыве не более 46 кгс/кв. мм;
- МР-3 ЛЭЗ – обозначает марку электрода и его производителя, в данном случае МР-3, изготовленный на Лосиноостровском электродном заводе;
- 4 – обозначает диаметр сварочной проволоки электрода, здесь 4 мм;
- У – обозначает для сварки каких материалов предназначен электрод, в данном случае для углеродистых и низкоуглеродистых сталей;
- С – обозначает толщину покрытия, здесь С – средняя толщина (существуют также тонкое, толстое и особо толстое, которые маркируются соответственно М, Д, Г);
- Е – указывает на отношение к типу плавящихся с покрытием;
- 43 – эти цифры обозначают предел прочности при растяжении, а именно 430 МПа;
- 2 – характеристика относительного удлинения, в данном случае в районе 24% и больше;
- (3) – определяет минимальную температуру, при которой ударная вязкость не ниже 34 Дж/кв. см, в конкретном случае цифра 3 соответствует температуре -20°С;
- Р – обозначает вид покрытия, здесь – рутиловое;
- 2 – цифра обозначает пространственные положения, в которых может качественно производится сварка, в данном случае – во всех, кроме «сверху-вниз» в вертикальном положении;
- 1 – можно производить сварку, как на постоянном, так и на переменном токе.
Для чего предназначены, области применения, для сварки каких сталей
Материал сварочной проволоки Св-08 электродов МР с низким содержанием углерода ограничивает применение этого присадочного материала для ручной дуговой сварки сталей с содержанием углерода не более 0,25%. Механические характеристики которых, а именно, прочность на разрыв свариваемых конструкций, не должна превышать 46 кгс/кв. мм. Только такие стали будут иметь качественный сварной шов при использовании электродов марки МР.
Широкая применяемость низкоуглеродистых и углеродистых сталей в различных областях промышленности и в строительстве способствует широкой применяемости электродов марки МР. Высокая устойчивость дуги и легкое повторное зажигание делает их популярными среди новичков сварочного дела. Профессионалы гарантируют качественный шов на ответственных конструкциях и часто используют электроды МР для прихватки с последующим использованием электродов с основным покрытием.
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Чем отличаются, в чем разница между МР и АНО, УОНИ, ОЗС, ОК
Электроды марок МР, АНО, ОЗС и имеют рутиловое покрытие. Это обуславливает их схожесть в особенностях технологии сварки. Однако, некоторые специфические модификации для выполнения конкретных сварочных работ могут иметь несущественные отличия от других марок электродов с рутиловым покрытием.
Электрод МР-3С
Марка электродов УОНИ имеет основное покрытие, что делает разницу с электродами марки МР весьма значительной:
- свойства рутиловой обмазки отличаются по влиянию на процесс сварки от основного покрытия;
- в отличии от МР, которые используются как на постоянном токе, так и на переменном, электроды марки УОНИ можно варить лишь на постоянном токе обратной полярности;
- МР значительно менее требуют подготовку поверхности свариваемых материалов, чем УОНИ;
- УОНИ многократно чувствительнее к влаге, чем МР.
Какие лучше для инвертора и в других ситуациях
Марка электрода не играет решающей роли в выборе инвертора или другого сварочного оборудования. Важно, чтобы характеристики присадки соответствовали возможностям аппарата. Главное правильно подобрать присадочный материал к свариваемым материалам.