Электроды для ММА сварки — это расходный материал, без которого невозможно осуществление сварочных работ. Электрод представляет собой металлический пруток, на который в процессе изготовления был нанесен специальный обмазочный материал. Обмазка электрода призвана защищать сварочную ванну от негативного воздействия кислорода, а основным её компонентом изготовления служит шихта, которая содержит в своем составе различные минеральные элементы.
Чаще всего на маркировке электродов нельзя увидеть информацию касательно состава шихты. Однако что касается диаметра и некоторых других характеристик, то их, чаще всего, производители указывают именно на упаковке. В некоторых случаях, чтобы рассчитать нужное количество электродов для сварки, нужно знать, сколько их находится в пачке. На упаковке нет данной информации, поэтому вы сможете получить её из данной статьи сайта про сварку .
Характеристики
Отечественные стержневые аналоги ОК-46 СЕОК-46, Э46 обладают сертификатом Национальной академии контроля соответствия (НАКС). Применяются для сварки углеродистых сталей, в том числе с гальваническим покрытием слоем цинка.
По основным техническим параметрам идентичны:
- Сварка без ограничений пространственного положения.
- Использование источников постоянного и переменного тока (AC/DC).
- Горение дуги стабильно.
- Разбрызгивание – умеренное.
- Шов не склонен к усталостной деформации.
- Начальный поджиг, повтор после прерывания горения дуги без затруднений.
- Удобны в работе с тонкостенными конструкциями, ведении коротких швов и прихваток.
- Лояльны к недостаточной зачистке металла, незначительному налёту ржавчины.
- Поставляются Ø 1,6–5 мм.
- Размерный ряд 300–450 мм.
- Пригодны для сварки широких зазоров.
- Ток холостого хода 50 А допускает использование бытовых источников с колебаниями напряжения.
- Наклон электрода допускается в пределах 350.
- Пористость проявляется только при ошибках сварщика в подборе тока, игнорировании просушки.
- Уязвимость рутилового покрытия к сырости – требуется прокалка при 1000 С.
- Лёгкое шлакоотделение.
- Стержень выполнен из низкоуглеродистой стали СВ-08, что стало ограничением в сварке легированных сталей.
Аналогом электрода ОК-46 для равноценной замены выступает ОЗС 12. Меньшее качество соединительного шва у ОЗС 6. Группа АНО 4 (6; 29М; 23), МР-3 для ответственных соединений трубопроводов и нагруженных конструкций имеют ряд ограничений.
Рутиловое покрытие технологично. Коагуляция титанатов в верхнем слое сварочной ванны ускоряет рост вязкости шлака. Гидрокарбонаты магния, кальция, алюмосиликаты связывают кремний и кислород, провоцирующих горячее растрескивание и падение показателя ударной вязкости.
Технические характеристики и особенности сварки у разных марок одного типа электродов не совпадают.
Таблица подбора рабочего тока на электроды Э46 ГОСТ 9467 75
| Ø стержня, мм | Усреднённая величина тока, А при положении шва | Длинновой размер, мм | ||
| Горизонтальное | Вертикальное | Потолочное | ||
| 1,6–2 | 40–75 | 40–60 | 50–75 | 300 |
| 2,5 | 60–100 | 60–90 | 60–100 | 350 |
| 3 | 80–150 | 80–130 | 80–170 | 350 |
| 4 | 100–200 | 100–200 | 90–200 | 450 |
| 5 | 120–250 | 140–250 | 140–270 | 450 |
Характеристики электродов ОК 46
Электроды ESAB ОК 46.00 отличаются хорошими сварочно-технологичными показателями. Они обладают плотной обмазкой и держат при работе стабильную дугу, что способствует защите сварочной ванны от взаимодействия с атмосферными химическими элементами. Электроды одинаково хорошо поджигаются при нормальных условиях, при низкой силе тока и при повторном розжиге дуги, когда часть стержня уже использована.
Электроды ОК 46 «демократичны» в плане размещения сварочного шва в пространстве: горизонтальный, вертикальный или потолочный в руках специалиста получаются одинаково хорошо. Они способны варить даже на окрашенной поверхности или в очень узких местах. Они отлично подходят для наложения установочных прихваток, формирования косметических или корневых швов. Продукция отлично зарекомендовала себя в случаях, когда неизбежны периодические обрывы дуги.
Наиболее важные особенности электродов ОК 46:
- применяются в работах по свариванию оцинкованного металла с гальваническими покрытиями иного рода;
- отлично соединяют тонкостенные заготовки;
- легко поджигаются и в начале работа, и повторно;
- из-за низкого тепловложения являются отличным инструментом для заполнения широких зазоров;
- можно использовать для формирования вертикального шва по направлению сверху-вниз;
- низкая чувствительность к загрязнению кромок, что уменьшает требования по предварительно подготовке поверхности.
Производитель рекомендует наплавлять металл небольшими участками. В случаях необходимости наложения длинного шва – разбивать его на несколько отрезков.
Электроды ОЗС-12 и ОК-46, в чём разница?
ОЗС 12 формирую соединение деталей высокого качества на малых токах. Стержнями Ø 2–3 мм ведётся уверенная сварка с подключением трансформатора к бытовой сети 220 В. Многие показатели ОЗС 12 и Э46 совпадают:
- Нет ограничений по пространственному положению шва.
- Допускается использование источников постоянного и переменного тока (AC/DC).
- Ограничение полярности, только прямая.
- Невысокая требовательность к чистоте разделки.
- Противодействие наплавленного металла усталостной деформации, что способствует долговременности соединений.
- Обмазка способствует защите шва, корка шлака неравномерна, отдельные фрагменты удаляются трудно.
- Шовная поверхность обладает тенденцией к вогнутости.
- Длительное перенесение статичных нагрузок.
- Равномерность и устойчивость поддержания горения дуги.
- Рекомендованы для трубных и тавровых соединений.
- Нет склонности к растрескиванию.
- Повторный розжиг без залипания.
ОЗС 12 в сравнении с электродами для сварки ОК-46 нуждаются в прокалке с увеличением температуры на 50%. Качество шва возрастает при сварке длинной дугой. До 60% веса электрода уходит на угар и шлакообразование.
Обмазка обладает нетипичным повышенным влагопоглощением в семействе рутиловых. Крупные включения имеют тенденцию впекаться, ручная зачистка шва трудоёмка.
Количество электродов в зависимости от диаметра
В учетом габаритных размеров коробки и ограничениями по весу упаковки, количество стрежней соответствует следующим табличным данным:
| Диаметр, мм | Длина, м | Масса, г | Количество в пачке, шт. | Общий вес упаковки, кг |
| 3 | 350 | 26,5 | 95 | 3 |
| 4 | 450 | 60 | 82 | 5 |
| 5 | 450 | 95 | 52 | 5 |
Э46А, технические характеристики
Э46А дают шов повышенной пластичности и ударной вязкости за счёт снижения в стержне доли серы и фосфора (S и P в пределах 0.04–0,045%). Предназначены для работы в условиях переменных нагрузок, в том числе динамических, низких температур. Свариваются низколегированные стали с содержанием углерода до 2% типа 15ХСНД, 14Г2. Тепловые нагрузки свыше 2000 не желательны.
Близкие по качеству шва аналоги: OMNIA-46, ОК 48.00, OK Femax 38.95, Pipeweld 6010. В тип Э46А входят марки:
- С целлюлозно-рутиловым покрытием – SE-46-00, СЗСМ 46.00;
- С основным покрытием стержня и созданием щелочной среды в сварочной ванне (нейтрализация водорода против растрескивания) – АНО-8, УОНИ-13/45А, УОНИ-13/55К;
- С включением порошка железа ВН48У и ИТС-1.
Расшифровка буквенно-цифровой индикации информирует об основных технических данных по ГОСТ 9467-75:
- Э – электрод с внешним покрытием для ручной электродуговой сварки;
- 46 – значение временного предела прочности на разрыв в кг на мм2;
- А – пластичность и ударная вязкость рассчитаны на переменные нагрузки.
Технологические требования к сварке включают удержание короткой дуги в качестве меры устранения пористости и непровара. Прокаливание электродов в течение часа при 3000 С перед использованием.
Предпочтение отдаётся постоянному току обратной полярности. Требования к чистоте поверхности, особенно касательно окалины и ржавчины, высокие. Увеличение концентрации порошка железа в покрытии снижает углеродистость наплавки, склонность к трещинообразованию.
Технические параметры и характеристики
Многофункциональный электрод ОК-46 с отличными сварочно-технологическими свойствами имеет плотную обмазку и стабильную дугу, благодаря чему сварочная ванна защищена от влияния внешних факторов. Он хорошо поджигается даже при низком токе в начале работы и при повторном розжиге, когда обмазка уже обгорела или конец расплавлен.
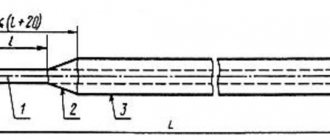
Рисунок 1 — Результат сварки
Электроды ОК-46 универсальны в вопросе пространственного положения сварочного шва. Они варят даже в узких местах и по окрашенной поверхности. Подходят для выполнения монтажных прихваток, наложения коротких и корневых сварочных швов. Хорошо себя зарекомендовали при периодических обрывах дуги.
Ключевые особенности:
- используются для сваривания оцинкованных изделий и с другим гальваническим покрытием;
- хорошо сваривают тонкостенные детали;
- легкий поджиг, в том числе и повторный;
- благодаря низкому тепловложению хорошо подходят для заполнения больших зазоров;
- есть возможность накладывать шов в вертикальном положении в направлении на спуск;
- отсутствие чувствительности к загрязнениям и ржавчине упрощает подготовку кромок.
Наплавлять металл рекомендуется участками небольшой длины, а швы большой протяженности разбивать на маленькие отрезки.
Э50А
Область применения в сравнении с ОК-46А расширена. Помимо трубопроводного, морского транспорта включены изделия и конструкции с существенными динамическими нагрузками в режиме низких температур, в том числе объекты атомной промышленности.
Тип Э50А включает ряд взаимозаменяемых марок российских производителей на базе сварочной проволоки Св-08А: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М. Покрытие преимущественно щелочно-основное.
Химический состав наплавного шва идентичен. А область применения отличается. Учитывая жёсткие условия эксплуатации, универсализация нецелесообразна. Величина слоя обмазки и вариативность химических компонентов оказывают влияние на технологию процесса и связаны с назначением марки.
Зарубежные и отечественные аналоги пригодные заменить электроды Э50, марка электрода: SE-08-00 (РФ), ОК 48.04 (Швеция), ОК 53.70 (ESAB), Fox EV 50 (Германия), Phoenix К50 R (Германия), Garant (Германия), LB-52U (Япония).
Выгодно отличается безразличием к влажности за счёт водоотталкивающих добавок немецкая марка Fox EV 50. ТМУ-21У используют преимущественно нефтяники и газодобытчики на арктических трубопроводах.
Описание
Электроды ОК-46 по ГОСТ 9467-75 производятся диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для маленьких сечений ∅1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготавливаются из сварочной стальной проволоки СВ-08 или СВ-08А с нанесением рутиловой обмазки.
Стандартная производительность работ – 1,4 кг/час. Именно столько потребуется электродов для наплавки 1 кг металла. Для прокалки потребуется режим 70–90 °C и продолжительность нагрева 1 час.
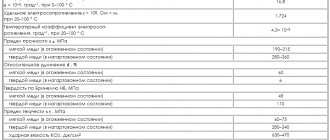
Рисунок 2 — Технические параметры
В обозначении ОК-46 указано, что электрод предназначен для выполнения ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг/мм².
Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и протекания процесса сварки. Именно по техническим характеристикам и виду выполняемой работы сварщики подбирают электроды.
Химический состав наплавленного металла характеризуется содержанием следующих элементов: С=0,08%, Si=0,3%, Mn=0,4%.
Механические свойства шва:
- предел прочности – 510 МПа;
- предел текучести – 400 МПа;
- сопротивлению разрыву – 510 Н/мм²;
- ударная вязкость при температуре -20…0 °C составляет 33–70 Дж/см²;
- выход наплавленного металла в относительном измерении – 96%.
Особенности и ограничения
Разрывная нагрузка шва определена в 500 МПа с дополнительным запасом прочности. При этом технологические особенности вносят ограничения в практику применения: для отечественных марок этого типа только ОЗС-28 доступен круговой шов с вертикальным спуском сверху вниз. Для других это недопустимо.
УОНИ-13/55Т, ОЗС-28, ОЗС-33 работают на сварочных установках с постоянным и переменным токами. Большая группа: УОНИ-13/55, УОНИ-13/55Г, ОЗС-18, ОЗС-25, ОЗС-29, ТМУ-21У – приспособлены исключительно на использование постоянного тока обратной полярности.
Защитные функции обмазки щелочного исполнения основаны на реакции выделения карбонатами CaCO3, MgCO3 оксида углерода CO, который в роли восстановителя поглощает кислород, переходя в углекислый газ. Углекислая газозащита удерживается до схватывания застывающего шлака.
Электродам типа Э50А в большинстве рекомендована короткая дуга. Часовое осушение покрытия признано обязательным. Использование ограничено 3–4 днями. Влажные электроды горят нестабильно. Тройное прокаливание – предел. Термообработка разрушает обмазку.
Критерий выбора электродуговых электродов с наружным покрытием для сварки конструкционных сплавов должен учитывать возможности сети, личный навык. ОЗС-12 признаны лёгкими в розжиге и ведении, а для УОНИ 13/55 нужна опытная рука, особенно на прерывистых действиях.