В мире сварки произошла настоящая техническая революция. И это отличный факт, потому что эта революция заключается в появлении на рынке огромного числа новых, удобных и безопасных устройств для сварки самого разного вида. Они позволяют эффективно работать даже новичкам: снизился порог вхождения в профессию. Это весьма позитивное явление.
Но всякая революция несет новые требования: нужно быть в курсе. Нужно знать и разбираться в новом оборудовании и гаджетах, понимать суть новых технологий, уметь выбирать лучшие модели аппаратов по важным для себя параметрам. Предлагаем разобраться со всеми сварочными аппаратами, существующими на сегодняшний день.
Классификация и главные виды сварочных аппаратов
Классификация сварочных аппаратов.
Для начала уточним все известные аббревиатуры, связанные со сварочным делом, нам без них не обойтись в дальнейшем.
- AC и DC: это английская аббревиатура, обозначающая переменный и постоянный ток соответственно.
- TIG – сварка ручного типа с аргоном и вольфрамовым электродом.
- MIG и MAG – дуговая сварка полуавтоматического типа с плавящейся электродной проволокой с подачей инертного или активного газа.
- ПВ – русская аббревиатура «продолжительность включения», показывающая время, в течение которого аппарат будет работать не перегреваясь.
- MMA – дуговая сварка ручного типа со штучными электродами.
Виды сварочных аппаратов следующие:
- трансформаторы;
- выпрямители;
- полуавтоматы;
- инверторы;
- генераторы, работающие на дизельном топливе или бензине.
Трансформатор – ветеран пенсионного возраста
Многие мастера считают трансформаторы устаревшими аппаратами, место которым на заводах утилизации. Есть и другие точки зрения. Попробуем разобраться.
Это действительно самый старый профессиональный сварочный аппарат, применяемый в сварке. Одновременно и самый простой по своему устройству. Главная задача трансформатора – преобразование электрического тока, а если точнее – снижение напряжения до приемлемого уровня для сварки.
Конструкция трансформатора предельно проста: один из самых главных элементов – сердечник. На нем расположены две обмотки — первичная и вторичная. Одна из них работает как статичная, вторая двигается относительно первой, происходит движение одной обмотки на фоне неподвижности другой.
Этот процесс обеспечивает изменение тока в сторону понижения. На этом участке могут быть разные варианты механизма действия, но главное остается одним: снижение напряжения тока для того, чтобы подача тока на дугу была устойчивой.
Сварочный трансформатор.
Особенность трансформаторов – только переменный ток на выходе. Этот факт говорит не в пользу качества сварочного шва. Дело в том, что при переменном токе металл имеет свойство разбрызгиваться в разные стороны. Варить нужно с использованием рутиловых или фтористо-кальциевых электродов, диаметр самых оптимальных сечений – около 1,5 – 2,5 мм.
Электроды нужно выбирать, исходя из максимальной силы тока и напряжения в устройстве.
Как у любого другого технического устройства, у трансформаторов есть свои преимущества и недостатки.
Положительные свойства сварочного трансформатора следующие:
- Они просты в конструкции, и, следовательно, удобны в обслуживании.
- Чрезвычайно высокая надежность.
- Недорогие по стоимости.
- У них довольно высокая производительность – до 90% коэффициента полезного действия.
Теперь сравним их с недостатками трансформатора:
- Массивность: большой вес и крупные габариты.
- Высокий расход электроэнергии, так как много нужно на предварительный разогрев самого аппарата. Охлаждение вентилятором тоже требует немалой энергии.
- Высокая зависимость от сетевого напряжения: при его понижении качество выходного сварочного тока снижается в значительной степени.
И еще один важный фактор. Для того, чтобы варить с использованием трансформаторов, нужны довольно серьезные навыки. Для новичков это непросто, у них часто возникают трудности с удержанием качественной дуги.
Итак, что у нас вышло по трансформаторам: серьезные габариты, высокий расход энергии, нужны предварительные навыки сварки. Стабильность дуги и качество швов не всегда идеальные. Зато дешевые по стоимости. Имеют перспективы? Да, конечно, эти перспективы со временем тают.
Самым подходящим определением будет «уходящие аппараты». Трансформаторы подходят тем, для кого больше всего важны критерии низкой цены, долговечности и надежности.
ИСТОЧНИКИ СВАРОЧНОГО ТОКА
Это основная деталь любого сварочного аппарата, преобразующая напряжение сети в постоянный или переменный ток с заданными параметрами. Виды сварочных аппаратов по типу источника тока классифицируются на:
Сварочные трансформаторы
. Традиционный и в то же время конструктивно самый простой источник сварочного тока. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до сварочного. Регулируют силу тока различными методами, самый распространенный из которых — изменение расстояния между первичной и вторичной обмотками. Все трансформаторы имеют одну общую особенность — выдают на выходе переменный ток. Чтобы варить с помощью «транса» цветные металлы или улучшить стабильность горения дуги, необходимо вводить в конструкцию дополнительные тяжелые и громоздкие элементы, да и сам трансформатор весит прилично. При этом для выполнения ответственных работ требуются специальные электроды для переменного тока.
КПД трансформатора довольно высок (до 90 %), но часть энергии уходит на нагрев. Для охлаждения в современных моделях применяют вентиляторы также значительной мощности: ведь охладить надо устройство в несколько десятков, а то и сотен килограммов весом. В настоящее время этот вид источников сварочного тока применяется нечасто, но у трансформаторов, помимо КПД, есть еще два важных достоинства: невысокая цена и долговечность, из-за которых они до сих пор пользуются спросом.
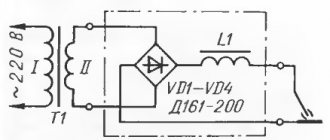
Сварочные выпрямители
. Выпрямителями называют аппараты, преобразующие переменный ток в постоянный. Они состоят из понижающего трансформатора, выпрямительного (диодного) блока, а также устройств регулировки, пуска и защиты. Такая конструкция, хотя и сложнее трансформатора, но обеспечивает гораздо более стабильные выходные характеристики сварочного тока и электрической дуги. Качество шва в конечном счете тоже гораздо выше. Цена выпрямителей не сильно отличается от цены трансформаторов, надежность также на высоте: ломаться в них практически нечему.
Основные недостатки такие же, как у трансформатора — высокий вес, сложность работы, сильная «просадка» напряжения в сети в процессе сварки.
Инверторы
. Это наиболее современный тип сварочного аппарата. В отличие от обычных сварочных аппаратов, у которых силовой трансформатор работает на частоте сетевого напряжения 50 Гц, сварочный инвертор использует ток высокой частоты (несколько десятков килогерц). При этом для передачи необходимой энергии требуется трансформатор гораздо меньших размеров и массы, а сварка проходит при постоянном токе хорошего качества, что сказывается и на качестве шва. Обычный сварочный трансформатор на 160 А весит не менее 18 кг, а силовой трансформатор сварочного инвертора на 160 А весит не более 300 граммов и по размерам сравним с пачкой сигарет, при этом вес всего инвертора, с корпусом и всей электроникой, составляет 3–7 кг. Инвертор состоит из выпрямителя, сетевого фильтра, преобразователя в переменное напряжение высокой частоты, сварочного трансформатора, еще одного выпрямителя и управляющей схемы. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами. Еще один «плюс» — у инверторов, как правило, эта регулировка гораздо точнее и выходные параметры намного стабильнее, что сильно упрощает подбор оптимального режима работы.
Все инверторные аппараты производятся по одной из двух технологий — MOSFET или IGBT.
Технология MOSFET была разработана примерно полвека назад, IGBT — более современная и экономичная — имеет множество преимуществ по сравнению с MOSFET. В Европе, где нормативы по энергопотреблению ужесточаются с каждым годом, найти в продаже MOSFET-инверторы уже невозможно. У нас они пока встречаются довольно часто. Инверторы MOSFET хорошо отработаны, стоят обычно дешевле и, невзирая на больший вес и габариты, все еще достаточно популярны, особенно для выполнения простых работ по сварке черных металлов. Производство компонентов MOSFET обходится дешевле, но и требуется их больше: в инверторе на 200 А можно встретить до 24 одинаковых силовых транзисторов MOSFET и в разы меньшее количество транзисторов IGBT (обычно около десятка). Инверторные аппараты IGBT способны работать при значительно большей частоте (60–85 кГц), чем MOSFET, что еще более снижает вес аппарата. Температура срабатывания термозащиты у IGBT-транзисторов составляет порядка 90 °С против 60 °С у MOSFET, это напрямую влияет на продолжительность непрерывной работы инвертора. Что касается ремонтопригодности, тут мнения «сервисменов» кардинально различаются. Некоторые считают, что компактный и имеющий меньшее количество деталей и силовых транзисторовинвертор чинить проще, другие — что более ремонтопригоден аппарат, выполненный по технологии MOSFET, с более крупными деталями и свободной компоновкой.
К тому же производители выпускают различные IGBT-аппараты, порой со сложной компоновкой и трудным доступом к отдельным деталям. В любом случае, если придерживаться мнения «чем меньше деталей — тем меньше вероятность поломки», следует обратить внимание на инверторы IGBT, к тому же за счет отличных параметров сварочного тока они лучше варят не только черные металлы, но и чугун, и нержавейку. Лидером производсва инверторных сварочных аппаратов является компания Линкольн Электрик(Lincoln Electric).
За счет использования в инверторах электронной системы управления с помощью обратных связей, можно получить выходные характеристики, подходящие для любого способа сварки. Наиболее важны функции Hot Start, Arc Force и Anti-Stick. В начале работы электроника обеспечивает дополнительный импульс тока, что облегчает поджиг дуги (функция Hot Start). Если электрод слишком быстро приближается к детали, функция Arc Force увеличивает сварочный ток, препятствуя залипанию. При залипании ток снижается или отключается, исключая возможность «приморозить» электрод (функция Anti-Stick).
В той или иной мере эти функции присутствуют во всех инверторах,в более дорогих моделях есть возможность их регулировки (например, Hot Start при сварке тонких листов металла не нужен, проще его уменьшить или вовсе отключить).
Недостатки у инверторов тоже есть, но таковыми их назвать можно с большой натяжкой. Следует различать использование инвертора в быту или на производстве.
Основной враг электронных схем — влага и пыль, особенно металлическая. Поэтому не рекомендуется включать его в запыленных помещениях и особенно работать «болгаркой» рядом с включенным инвертором.
Разумеется, при дожде работы следует прекращать, это запрещено правилами техники безопасности, и не только потому, что вредно для аппарата. Профессиональные модели лучше защищены от пыли и влаги, но и стоят соответственно. В любом случае время от времени аппарат нужно открывать и тщательно продувать сжатым воздухом.
Электроника чувствительна к качеству тока, поэтому в схему инверторов включают различные элементы защиты: датчики перегрева, предохранители, иногда — устройства отключения при падении напряжения ниже допустимого уровня, впрочем, практически все аппараты могут работать при напряжении от 170 до 250 В. Для защиты от резкого скачка напряжения (выше 270 В) многие производители устанавливают варисторы («таблетки»), раскалывающиеся при резком повышении напряжения. После этого поврежденный варистор следует заменить, этот ремонт прост и недорог. Если планируется автономная работа от электрогенератора, необходимо подбирать аппарат со встроенным компенсатором перепадов напряжения питающей сети. О его наличии производители предупреждают отдельно, без него инвертор может быстро выйти из строя.
Аппарат не следует хранить зимой в неотапливаемом помещении — электроника требует бережного отношения.
Есть и еще один «недостаток»: работать на трансформаторе или выпрямителе гораздо сложнее, чем на инверторе, зато научившийся работать на «трансе» без проблем перейдет на инвертор, а вот обратный переход гораздо сложнее — придется доучиваться.
Выпрямитель – настоящий компромисс
Выпрямитель для сварки.
Этот вид аппаратов является чистой воды техническим компромиссом. Они бывают двух типов – кремниевые и селеновые. По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.
В основе конструкции выпрямителя все тот же трансформатор. Но он сопровождается дополнительными элементами: выпрямительным блоком, который может быть или тиристорным, или диодным. Главное то, что выпрямитель помогает получить постоянный ток, в отличие от трансформатора.
Постоянный ток проходит по вторичной обмотке в направлении к выпрямительному блоку. Если агрегат оснащен еще и дросселем, сварочный ток и другие показатели могут регулироваться.
Все дополнительные причиндалы, которые оснащают выпрямитель, направлены лишь на одно: повышение стабильности и непрерывности электрической дуги. Ведь хорошая дуга в качестве конечного результата дает качественный шов.
И еще одно весьма немаловажное преимущество выпрямителя из-за простоты в эксплуатации: на нем могут работать новички без особого опыта.
Теперь преимущества выпрямителя по пунктам:
- Возможность работать на аппарате новичкам.
- Высокое качество сварочного шва в итоге.
- Возможность варить чугун и цветные металлы, если использовать подходящие электроды.
- Можно варить нержавейку и низколегированные стали со специальными электродами.
- Стабильная и непрерывная дуга.
- Широкие функциональные возможности, которые позволяют использовать выпрямители в том числе и для домашней сварки в хозяйстве.
- Относительная дешевизна.
Недостатки выпрямителей почти такие же, как у трансформаторов: большие габариты, просадка сетевого напряжения и высокая зависимость от него. Следует заметить, что многие производители бытового электрооборудования потихоньку сокращают производство выпрямителей. Так что можно говорить о тихом уходе и этих аппаратов в дальнейшей перспективе.
Аппарат аргонодуговой сварки — для кого предназначено оборудование и принцип его работы
Специализированный вид сварочного оборудования, который предназначен исключительно для работы с цветными металлами — аргонодуговая сварка. В качестве электродов используются вольфрамовые наконечники, а для защиты сварочного шва в процессе работы применяется инертный газ (аргон или гелий).
Изначально рассмотрим составные элементы аргонодуговой сварки, а также принцип ее работы. Состоит оборудование из сварочного аппарата с напряжением холостого хода в 60-70В, контактора для передачи напряжения на горелку, осциллятора для преобразования входного напряжения в величину 2000-6000 В и увеличение частоты тока до 150-500 Гц, устройства для охлаждения, не плавящихся электродов, баллона с аргоном, а также керамической горелки.
Теперь о том, как же работает такое оборудование, и чем оно отличается от других устройств. В одну руку необходимо взять горелку с не плавящимся электродом, а во вторую берется проволока. На горелке есть специальная кнопка, при нажатии которой происходит подача газа в область сваривания. Причем подачу газа нужно осуществить за 10-20 секунд до того, как появится дуга. В горелку устанавливается вольфрамовый электрод, который не должен выступать более 5 мм. Прислонить электрод к свариваемой поверхности на 2 мм, и включить аппарат. В результате произойдет розжиг дуги. Чтобы получить сварочный шов, сварщику необходимо подавать в зону возникновения дуги проволоку.
Это интересно!
Розжиг дуги осуществляется путем расположения электрода от свариваемой поверхности на расстоянии 2 мм, но не менее. Соприкосновение электрода с поверхностью противопоказано. В ходе сваривания, из горелки будет выходить газ.
К достоинствам рассматриваемых устройств относятся:
- Малая температура разогрева, что не способствует деформации форм свариваемых деталей из цветных металлов
- Защита зоны сваривания посредством инертного газа, что положительно влияет на отсутствие развития окислительных процессов
- Высокая скорость проведения работ по свариванию металлов
- Простота работы с аппаратами
- Возможность соединения не только двух однородных видов цветных металлов, но и разнородных
Среди недостатков рассматриваемых устройств специалисты выделяют:
- Снижение качества сварочного шва, если работы проводить на сквозняке или при ветре
- Сложная конструкция сварочного оборудования, что усложняет особенности проведения настройки режимов
- Необходимость применения дополнительных устройств для охлаждения дуги при работе током большой величины
Аргонодуговая сварка может происходить в четырех режимах. Самый распространенный — это ручной режим, когда сварщик держит в одной руке горелку, а во второй проволоку. Еще есть механизированный вид, который отличается от ручного тем, что в зону сварки проволока подается автоматически, наподобие с полуавтоматическими устройствами. Более совершенными видами аргонодуговых устройств являются автоматически и роботизированные.
Это интересно!
Применяется аргонодуговая сварка в случае необходимости проведения работ с цветными металлами, и особенно, когда необходимо соединить два разнородных материала. В таком случае, эффективным будет применение только аргонодуговых аппаратов.
Там, где полуавтомат, там и аргон
Полуавтомат для сварки.
Полуавтоматы – это специализированные типы сварочных аппаратов для электродуговой сварки под защитой инертных газов. В основном это аргон, конечно. Дополнительная опция использования полуавтоматов – это сварка с проволокой: такая технология не нуждается в газовой защите.
Суть процесса – выход проволоки из шланга в держателе с одновременным выходом газовой смеси. Во время сварки проволока находится в среде защитного газа, она плавится под действием электрической дуги. Ток и скорость подачи проволоки регулируются.
По своему устройству полуавтоматы сложнее трансформаторов или выпрямителей. Зато они удобнее в пользовании. Это любимые аппараты мастеров в автомастерских, особенно в ремонте кузовов. Среди самодеятельных и кустарных сварщиков полуавтоматы также весьма популярны.
Вот какие части составляют конструкцию полуавтомата:
- Наш старый знакомый трансформатор.
- Еще один старый знакомый – выпрямитель.
- Специальный привод для подачи проволоки.
- Баллон с инертным газом.
- Газовая горелка с рукавом.
Мы уже писали выше, что полуавтомат способен к сварке без защиты газа. В этом случае защитную роль выполняет флюсовая проволока. В принципе это та же проволока для плавления, но благодаря флюсовому компоненту она горит с выделением облака защитного газа. Это облако защищает сварную ванну от окисления воздухом ничуть не хуже, чем внешний аргон или другой инертный газ.
На этом функции флюсового компонента сварочной проволоки не заканчиваются. В нем имеются элементы, добавляющие стабильность электрической дуге. С этой чудесной «флюсовостью» не нужен газовый баллон. Но стоит флюсовая проволока значительно дороже обычной.
Выбор газа зависит от природы свариваемого металла. Железо хорошо вариться с углекислым газом. Сталь предпочитает газовую смесь аргона с углекислотой. Ну а с алюминием лучше всего работать под защитой чистого аргона.
Важным фактором является «легитимность» газовых баллонов: приобретать нужно только проверенные и надежные экземпляры. Даже речи быть не может об экономии денег на качестве газа и газовых смесей для сварки. На чем угодно, только не на газе.
Полуавтомат с газовым баллоном.
Преимуществе полуавтоматов:
- Металл во время сварки практически не разбрызгивается.
- Как следствие – высокое качества сварочного шва.
- Аппарат довольно эффективен – у него высокий КПД.
- Возможность варить тонколистовой металл.
Ну а недостатков намного меньше:
- Высокий расход материалов: проволоки, газовых смесей.
- Немалая стоимость, особенно флюсовой проволоки.
Газосварочный комплект
Газовая сварка — создание тепла для расплавления металла посредством сгорания горючего газа в среде кислорода. При высокой температуре (700-3000°C) происходит расплавление присадочной проволоки, оплавление краев обрабатываемых деталей. Создается ванна расплавленного металла, при остывании образующая сварочный шов.
Рис.10 Схема газовой сварки
Область применения:
- соединение стали с толщиной до 5мм;
- сплавление цветных металлов и сплавов;
- стыковка элементов из инструментальной стали, требующая плавного нагрева и медленного охлаждения;
- сварка чугуна — особенность химической структуры и свойства самого материала.
Достоинства
- простота технологического процесса;
- доступность энергетического носителя (газа) и окислителя (воздух, кислород);
- отсутствует необходимость в стороннем источнике энергии — процесс сжигания является тепловыделяющей операцией;
- легкий контроль за параметрами сварочного процесса — временем нагрева, тепловым потоком, скоростью резки и сварки.
Недостатки
- малая скорость прогрева зоны сварки;
- из-за широкого рассеивания газового факела значительно увеличивается зона нагрева детали;
- отсутствует возможность сужения факела — происходит нерациональное использование теплового потока;
- с увеличением толщины металла падает производительность труда — время тратится на разогрев зоны обработки;
- экономический эффект ниже по сравнению с электродуговым соединением;
- невозможность автоматизации процесса.
Рис. 11 Типовое газовое оборудование для сварки и резки металла
Приобретать такое оборудование для решения собственных бытовых задач целесообразно при совмещении с оказанием сторонних услуг газовой сварки. В противном случае оно будет просто пылиться на складе.
И другие «мелкие» группы
В большом массиве самых популярных видов и типов сварочных агрегатов встречаются узко специализированные и поэтому достаточно малочисленные виды аппаратов, которые обязательно нужно упомянуть, иначе наш обзор не сможет считаться полным и всеобъемлющим.
Устройства для точечной сварки
Точечная сварка – это очень специальный процесс, который относится к контактным технологиям термомеханического класса. Он состоит из нескольких этапов. Первым делом металлические заготовки складывают между электродами, чтобы начать одновременный нагрев с деформацией через давление.
В чем точечность? В мгновенности, ответим мы. Разогрев происходит мгновенным импульсом тока, который нагревает металл до точки плавления. Таким образом формируется жидкая зона металла – общая для обеих заготовок. Подача тока прекращается, а эта зона начинает остывать и отвердевать при продолжающемся давлении. Это давление длится вплоть до полной кристаллизации металла заготовок.
Сварка электродом.
Преимущества точечной сварки заключаются в прочности шва, экономичности и простоте исполнения. Есть только одно отличающее свойство точечного шва: он никак не обладает герметичностью. Поэтому применение точечной технологии ограничено.
Аппараты для газовой резки и сварки
Ацетилен, водород, природный газ – вот главные горючие герои этого метода. Они отлично горят в воздухе. С их помощью металлические заготовки разогреваются до температуры плавления. Если вы почувствуете запах карбида рядом со сварщиком, значит перед вами метод работы с ацетиленом: его получают из карбида кальция и воды. Это газ самый популярный в использовании.
Этот метод несложный для исполнения, не требует дорогого оборудования и, самое главное, обходится без сетевого электричества. Но и недостатки тоже есть: о точности нет речи, производительность работы тоже оставляет желать лучшего: этот способ исключительно ручной.
Устройства для плазменной сварки
Это больше резка, чем сварка. Но принцип процесса – расплавление металла с помощью потока плазмы. Дело в том, что плазма по своей сути – это газ из заряженных частиц, которые работают отличными проводниками тока. Плазма нагревается дугой, что приводит к повышению ее ионизации.
Температура в итоге достигает сумасшедших значений – это десятки тысяч градусов. Резка металла происходит и за счет плавления металла, и за счет вымывания металла из рабочего участка ионизированным потоком высочайшей скорости.
Аппарат для точечной сварки
Для отдельных операций при сборке конструкций такой вид оборудования становится очень востребованным. Аппарат имеет характерную форму: два электрода расположены в одной плоскости и при работе нагревают заранее зафиксированные детали и деформируют их в точке соприкосновения, что и стало причиной названия этого класса оборудования.
Происходит это за доли секунды. Электрический высокочастотный импульс тока плавит металл на небольшой площади, без образования окалины, обжига, перегрева детали. По этой причине сборку часто делают даже из деталей, покрытых лакокрасочными составами.
Инвертор со своими фишками
Самая продвинутая и популярная модель аппаратов, в основном благодаря которой произошла революция в сварке. Еще несколько лет назад они расценивались как техническая дорогая и не очень удобная экзотика. Совсем не то сегодня: доступность и простота в использовании – вот главные качества многочисленной группы современных инверторов.
Остальные характеристики также значительно улучшены: уменьшение размеров, отличная дуга, оптимизация энергоемкости и скорости процесса, минимальное разбрызгивание металла и т.д.
Весьма немаловажный «энергетический» нюанс: в сравнении со своими сварочными предшественниками трансформатором и выпрямителем инверторный аппарат потребляет электроэнергии на порядок меньше. Благодаря компактности и легкому весу нет необходимости тратить энергию на нагревание массивных металлических деталей.
Дополнительная экономия происходит за счет быстрого поджигания и ровного стабильного горения электрической дуги.
Инвертор называют импульсным устройством. Он состоит из силового трансформатора для снижения сетевого напряжения, стабилизатора для преобразования тока и комплекта электрических схем. Сетевое напряжение подается на выпрямитель, после которого постоянный ток преобразуется в переменный с высокой частотой.
В дальнейшем этот высокочастотный переменный ток идет на трансформатор, где он снова превращается и идет на дугу с теми характеристиками, которые идеально подходят для сварки здесь и сейчас.
Принципиальная новизна инверторной технологии заключается в достаточно сложной конструкции самого аппарата, которая дает возможность для последовательных процессов преобразования тока следующим образом:
- Из обычной электрической сети поступает переменный ток, который сразу же трансформируется в переменный в выпрямителе. Выпрямитель работает на основе диодного моста.
- Полученный в выпрямителе постоянный ток направляется к инверторной части, играющей роль генератора электрических импульсов высокой частоты. На этом участке силовые транзисторы превращают постоянный ток снова в переменный, но уже с совсем другой частотой – намного выше, чем в первоначальном сетевом варианте.
- Теперь уже высокочастотный переменный ток идет к трансформатору для того, чтобы понизить напряжение и одновременно повысить силу тока. В итоге получается высокочастотный ток с силой, которая отлично регулируется.
- Финишным пунктом для переменного тока является выпрямитель, который в конце концов превращает высокочастотный переменный ток в постоянный. Именно он используется для сварки.
Что нужно для процесса сварки?
Чтобы соединить металлы в одно целое, люди догадались нагреть их до очень высокой температуры, достигнув тем самым текучести материала. Накаливание становится возможным из-за прохождения через проводник-электрод тока. Но переменное напряжение непостоянно, поэтому шов может быть некачественный и неровный.
Регулирование дуги происходит через изменение величины силы тока. Поэтому постоянный ток был бы идеальным вариантом для получения равномерного и качественного шва. Его можно получать от аккумуляторов, химических батарей или генераторов. Но сварочные аппараты подключены в сеть именно переменного тока, и для понижения напряжения в их конструкции предусмотрены трансформаторы, которые могут регулировать его величину.
Через трансформатор сварочного аппарата проходит переменный ток от электросети, который на выходе становится постоянным. Этого хватает для создания электрической дуги. После этого становится возможным процесс сварки.
Классификация инверторов
Инверторы подразделяются на виды в зависимости от разных критериев.
Если первой характеристикой сварочных аппаратов является технология сварочного процесса, то классификация следующая:
- инверторы MMA для работы в ручном режиме;
- для полуавтоматической сварки MIG/MAG;
- в среде с защитным инертным газом TIG;
- для плазменной сварки CUT.
Инверторы MMA
MMA сварка.
Предназначены для ручной сварки с помощью покрытых электродов. На эти устройства любо-дорого смотреть, а работать еще приятнее: компактные, небольшого веса, надежные и простые в сервисном обслуживании. Швы в результате получаются аккуратными и самого высокого качества во всех отношениях.
Возможности аппаратов MMA самые широкие, во всяком случае их вполне достаточно для кустарных и домашних нужд – все несложные работы такому аппарату по полечу. Поэтому инверторные устройства типа MMA – самые любимые и популярные для работ дома или на небольшом производственном участке. Это, безусловно, надежный сварочный инвертор и технологический выбор номер один «домашних» задач.
Инверторы – полуавтоматы
Устройство аппаратов полуавтоматического вида посложнее. Они намного мощнее и, соответственно, обладают большим габаритами, причем это касается как веса, так и размеров. Оно и понятно, полуавтоматы используются на производствах, это вовсе не домашние агрегаты – дома работать с ними будет довольно проблематично.
Главная фишка полуавтоматов инверторного типа такая же, как и обычный полуавтомат. Это сварка при помощи проволоки, которая подается на определенной скорости специальным приспособлением в зону формирования шва.
В инертном облаке
Что же касается сварки под защитой инертного газа, то она проводится с помощью инверторов — полуавтоматов еще более сложного типа. Они весьма недешевые по стоимости и также предназначены для промышленного производства, это профессиональные сварочные аппараты.
Как мы уже знаем, полуавтоматы требуют дополнительных материалов и оборудования. Электроды в данной технологии могут быть двух видов: плавящиеся и неплавящиеся из вольфрама.
Инверторы для плазменной сварки и резки
Несмотря на то, что этот аппарат для сварки находится по классификации на этом месте, он совершенно не предназначен для классических сварочных работ – им попросту варить нельзя. Эти инверторы используются на производствах. Главная особенность – это буквально аптекарская точность резки металлических деталей вне зависимости от толщины, они могут резать очень толстые заготовки.
Комплектация и аксессуары
В зависимости от конкретной модели оборудования комплектация может различаться. Вместе с тем существует необходимый минимум, который должен присутствовать в каждом комплекте:
- сварочный аппарат;
- 2 сварочных кабеля (длиной около 2 метров);
- гарантийный паспорт;
- инструкция по применению.
Также в комплекте могут присутствовать дополнительные элементы:
- сварочная маска;
- чемодан для переноски;
- ручки для переноски;
- плечевые ремни;
- щетка для чистки оборудования.
Аксессуары
Для облегчения работы сварщика и последующего обслуживания оборудования существуют разного рода аксессуары, которые можно выделить в несколько групп:
Электроды для сварочного аппарата:
- для сварки углеродистой и низколегированной стали;
- для наплавки;
- для сварки чугуна;
- для сварки цветных металлов;
- для резки;
- для сварки высоколегированной стали;
- для сварки легированной теплоустойчивой стали;
- для сварки разнородных металлов.
Спреи и пасты. Составы предназначены для разных целей:
- огнезащита поверхностей, находящихся в непосредственной близости от сварочных работ;
- защита против налипания брызг;
- антипригарная защита газовых горелок и прочие.
Вспомогательные материалы:
- зеркало сварщика;
- строительные карандаши и держатели для мелка талька;
- линейки и угольники.
Так же к аксессуарам относятся:
- Горелки.
- Плазменные резаки.
- Электродержатели.
- Зажимы заземления.
- Сварочные кабели.
Как инверторы разделяются по своим функциям
Схема сварки в среде аргона.
Классификация сварочного оборудования может проводиться по самым разным критериям. Это относится и к инверторам. Функциональность – самый, пожалуй, удобный критерий для разделения огромного числа моделей на понятные группы.
Для быта
Домашний сварочный аппарат должен обладать определенными характеристиками: компактный, недорогой, с широкими функциями. Среди инверторов таких – великое множество. В основном все они китайского производства, к которым нужно относиться осторожно и грамотно. В чем заключается такой подход: покупать в приличных торговых сетях, внимательно читать спецификации.
Даже если вы купите китайский инвертор приличного, как вам кажется, качества, будьте готовы к тому, что дешевизна любого устройства ведет к его недолговечности. Это классическое правило распространяется не только на китайские товары.
Профессиональные инверторы
И стоят дороже, и делают больше. Эти аппараты предназначены для операций разной сложности, они мощные, с регулированием характеристик сварочного тока, долговечные и надежные. Все они предназначены для работ в промышленных масштабах.
Специализированные инверторы
Само название говорит за себя. Мы уже упоминали устройства для точечной сварки или лазерной технологии. Их также отличают очень высокие качественные характеристики, и они также предназначены для производственных операций.
Сварочный агрегат (генератор)
Для работ «в поле» при отсутствии стационарной электрической сети используются изделия, сочетающие несколько функций:
- сварочный аппарат;
- генератор электричества.
Сварочный агрегат состоит:
- двигатель внутреннего сгорания (дизельный или бензиновый);
- топливный бак;
- генератор;
- сварочный инвертор (трансформатор, выпрямитель);
- блоки коммутации, управления.
Рис.9 Общий вид на генератор
Двигатель создает крутящий момент, приводящий в действие генератор. Последний вырабатывает электрический ток;
- преобразуемый в 220V для подключения других потребителей электрической энергии (через розетку на корпусе);
- подающийся на сварочное оборудование для выработки необходимых параметров для сварочных работ.
Плюсы
- полная независимость от внешнего источника питания — электрической сети;
- функция «2 в 1»: выработка электроэнергии для сварочного аппарата и других потребителей;
- экономия финансов — один агрегат стоит дешевле, нежели два по отдельности;
- устройство занимает меньше места, чем два отдельных.
Основное преимущество — это использование в местах с полным отсутствием электричества. Этот факт очень важен для выбора оборудования при проведении ремонтных или строительных работ в полевых условиях.
Главные характеристики инверторных аппаратов
В этих характеристиках нужно хорошо разбираться. Они помогут вам и в работе с инвертором, и в выборе аппарата при его покупке с учетом вашего опыта, рабочих планов и толщины вашего кошелька.
Характеристики инвертора.
Параметры для сварочного аппарата инверторного типа следующие:
- Сетевое напряжение от стандартной электрической сети, на котором может функционировать инвертор. Обычно это два значения: 380В и 220В. Для дома выбирают аппараты, работающие с напряжением в 220В.
- Тип тока, получаемый на выходе инвертора.
- Параметры тока на старте. От этих величин зависит качество и спецификации электродов. Если точнее, то диаметр электродов.
- Мощность аппарата, от которой будет зависеть сила сварочного тока на выходе для сварочной дуги.
- Легкость розжига сварочной дуги, которая зависит от показателя напряжения холостого хода.
- Диаметры электродов, которые должны использоваться на конкретном инверторе.
- Нижний и верхний уровень силы тока, получаемого на выходе устройства.
- Габариты аппарата – размеры и вес. Помним правило: чем меньше габариты, тем меньше мощность устройства, тем ниже будет сила тока на выходе. Если вас интересует инвертор с широкими функциональными возможностями, уберите критерий «компактность» из числа самых первых.
Инверторы – очень современные устройства. Они обладают целым рядом специальных опций, которые предназначены для облегчения работы сварщика. А удобство в работе всегда ведет к повышению качества конечного продукта, чем в нашем случае является сварочный шов.
Именно такие новые функции делают возможной сварку высокой сложности людьми без особого профессионального опыта.
- «Горячий старт» — это подача дополнительного электрического заряда на электрод, что в значительной степени облегчает поджиг сварочной дуги.
- «Антизалипание» — важнейшая функция в особенности для новичков в сварочном деле. При малейших признаках залипания электрода подача тока на него автоматически понижается.
- «Форсаж дуги» — автоматическая подача тока большей силы, если электродный конец находится в нежелательной близости с поверхностями свариваемых металлических заготовок.
Рейтинг лучших моделей
Чтобы облегчить выбор пользователей, профессионалы составили рейтинг лучших моделей сварочных аппаратов для использования в домашних условиях.
Зубр «Мастер» М 1
Такой агрегат рекомендован к использованию для ручной электродуговой сварки плавкими электродами. Прибор характеризуется высокой скоростью поджига и высокой производительностью.
Преимущества:
- Безопасность использования.
- Низкое потребление электроэнергии.
- Наличие защиты от перепадов напряжения.
- Не перегревается при продолжительном периоде эксплуатации.
- Высокое качество обработки.
- Простота применения.
Недостатки:
- Высокая цена.
Ресанта САИ-190
Это сварочный аппарат инверторного типа ММА. Прибор характеризуется тем, что его можно использовать даже при перепаде напряжения. Агрегат подходит для сварки как тонких, так и толстых материалов.
Преимущества:
- Не перегревается при продолжительном периоде эксплуатации.
- Высокая мощность, которая составляет 5500 Вт.
- Качественная система охлаждения.
- Относительно бесшумная работа.
- Компактные габариты.
Недостатки:
- Отсутствие кейса для транспортировки.
Калибр Micro СВИ-205
Это бытовой инвертор, который рекомендован к применению для несложных сварочных работ. Прибор обеспечивает преимущественно качественный шов, но в этом случае все зависит от типа обрабатываемого материала.
Преимущества:
- Легкий вес и компактные размеры.
- Простота и удобство применения.
- Высокое качество обработки.
- Простота поджига.
- Высокая производительность.
Недостатки:
- Короткий провод.
- Во время работы провод нагревается.
Aurora Stickmate 200
Это универсальная модель, которую можно использовать для разных типов сварки. Агрегат оснащен функцией ForceArc, что позволяет использовать прибор без залипания электродов. Кроме того, именно это опция обеспечивает высокое качество швов. Устройство имеет еще одну полезную дополнительную опцию Antistick. Она автоматически уменьшает силу тока, если возникает такая необходимость. При этом все соответствующие параметры сохраняются.
Преимущества:
- Простота и удобство применения.
- Простота поджига.
- Наличие защиты от перепадов напряжения.
- Возможность применения с кабелем, длина которого составляет до 50 м.
- Качественная система охлаждения.
Недостатки:
- Большой вес.
Сварочный аппарат – важный инструмент при работе с металлами. Существует большое количество видов подобных агрегатов, поэтому пользователь может подобрать тот вариант, который полностью удовлетворит его потребностям.
Особенности работы инверторов
Высокая надежность в использовании не исключает технических нюансов или сбоев, о которых нужно знать и помнить.
Сварочный аппарат.
Неисправности, встречающиеся во время работы с инвертором, следующие:
- электрическая дуга может потерять стабильность горения;
- электрическая дуга может попросту исчезнуть;
- может начаться сильное разбрызгивание металла во время сварки;
- электрод может прилипнуть к поверхности соединяемых металлических заготовок;
- электропитание прибора может самопроизвольно отключиться;
- аппарат может внезапно сильно нагреться.
Причинами таких сварочных неприятностей могут быть разные факторы. Чаще всего встречаются следующие:
- Вы выбрали «неправильный» электрод: его диаметр не подходит силе получаемого сварочного тока. В результате страдает стабильность дуги.
- Если вы неверно рассчитали силу сварочного тока, металл начнет разбрызгиваться со страшной силой. Уменьшить силу тока, взять электроды с меньшим диаметром – вот что надо сделать для решения проблемы, все просто.
- Распространенная беда – низкое сетевое напряжение, в результате чего даже у опытных мастеров может возникнуть очень нежелательное явление в виде прилипания электродов. Эту же картину дадут слишком длинные электрические провода, которые в силу протяженности обязательно начнут перегреваться. Старайтесь контролировать и длину проводов, и диаметр их сечения – он должен составлять не меньше 2,5 мм².
- Обрыв кабеля – примитивная ошибка, тем не менее встречается довольно часто. Неполный контакт между поверхностями электрода и зажимного устройства относится к этой же группе причин исчезновения сварочной дуги.
- Избыточный перегрев аппарата может возникнуть из-за долгого использования инвертора без перерыва. Такая ситуация закономерна. Если же перегрев происходит после короткого периода работы, нужно проверить и заменить обмотку – скорее всего, она износилась.
Неисправности и ремонт
Распространенные неисправности и поломки зависят от конкретного типа сварочного аппарата.
Неисправности сварочных трансформаторов.
Плохой контакт в клеммной колодке, к которой подключаются сварочные кабели. Приводит к сильному нагреву соединения, разрушению изоляции и короткому замыканию. Устраняется путем перебора греющего соединения, зачистки контактной группы и их зажиму для более плотного контакта.
Самопроизвольное отключение оборудования. Происходит сразу после включения аппарата в сеть из-за срабатывания защиты. Вероятные причины – замыкание в цепи высокого напряжения, между витками катушек, а также неисправность конденсаторов. Для ремонта обязательно нужно отключить аппарат от сети и устранить дефект, восстановив изоляцию или заменив конденсаторы.
Чрезмерное гудение трансформатора. Часто сопровождается перегревом. Вероятная причина – ослабление болтов или перегрузка трансформатора. Также гудение возникает вследствие замыкания между кабелями или листами магнитопровода.
Сильный нагрев аппарата. Наиболее часто происходит из-за превышения допустимого уровня нагрузки.
Следует соблюдать предельные значения заявленного тока и диаметра электродов.
В противном случае оборудование может выйти из строя.
Недостаток сварочного тока. Возникает из-за низкого напряжения сети или поломки регулятора тока.
Потребления большого количества тока без нагрузки. Причина – замыкание витков обмотки. Необходимо восстановить изоляцию. По этой же причине возможен внезапный обрыв сварочной дуги без возможности ее восстановления.
Неисправности сварочных инверторов.
Перегорание транзистора. Считается слабым местом инверторов. В случае выхода оборудования из строя необходимо сначала проверять именно транзисторы. Для их проверки нужно использовать мультиметр.
Поломка элементов драйвера. Проверяются с помощью омметра. При необходимости неисправные элементы можно заменить подходящими аналогами.
Дефект входных и выходных выпрямителей.
Неисправность платы управления. Самый сложный элемент оборудования. Работоспособность проверяется с помощью осциллографа.
Нестабильность дуги. Возникает из-за неверной настройки тока.
Перегрев аппарата. Вероятные причины – долгая работа при большой нагрузке, отказ системы охлаждения или загрязнение платы.
Ремонт трансформаторов вполне по силам произвести собственными руками. Сварочные инверторы имеют более сложную конструкцию, и для их ремонта необходимо не только иметь соответствующее оборудование, но и обладать специальными знаниями и навыками.
Следует помнить, что ремонт и обслуживание сварочного оборудования могут нанести серьезный вред здоровью. В случае отсутствия необходимых знаний и опыта для этих целей лучше обратиться к профессионалам.
Как выбрать сварочный аппарат для дома
Универсальность, компактность, легкий вес, простота в использовании, недорогая цена – вот какой сварочный аппарат хочется иметь дома в качестве собственного агрегата. Большинство покупателей сварочных аппаратов в дом останавливают свой выбор на инверторных моделях.
Это факт вовсе не означает, что трансформаторы или выпрямители перестали покупать. И тому есть причины. Давайте разбираться, какой сварочный аппарат лучше для вас «здесь и сейчас». Виды сварочного оборудования чрезвычайно разнообразные, поэтому делаем выбор с учетом всех персональных потребностей.
Выбираем домой трансформатор:
- Самое главное, на что нужно обращать внимание при выборе сварочного трансформатора для домашней работы, это рабочее напряжение понижающего трансформатора. Они в состоянии работать от сети с двумя характеристиками: или трехфазной, или однофазной со значениями 380/220В. Есть модели универсального пользования, которые могут подключаться к любому виду сети: на 220В, на трехфазную сеть, на фазное напряжение между двумя фазами.
- Следующий по важности параметр – это мощность трансформатора. В этом отношении оптимальными являются аппараты, работающие от сети с напряжением в 380В, они значительно мощнее и почти не вызывают перекосов напряжения в сети. Но далеко не у всех потребителей домашних сварочных аппаратов имеется возможность подключения к трехфазной сети. Следует помнить, что мощность трансформатора не может быть выше предельно допустимой мощности в вашей домашней сети.
- Третий критерий выбора трансформатора – параметры рабочих токов и диаметр требуемых электродов. Если вы собираетесь варить углеродистую сталь, вам вполне будет достаточно диапазона от 80А до 160А, выбирайте электроды от 1 до 6 мм. Конечный выбор электрода зависит от толщины краев металлических заготовок.
- Ну и габариты агрегата. Они, как мы знаем, у трансформаторов весьма внушительные. Но эта внушительность должна вас волновать только в случае, если вы собираетесь перемещаться для проведения сварочных работ. Вы уверены, что будете это делать дома?
Если нужен выпрямитель:
- Для сварочных выпрямителей нужен импульсный выпрямленный ток, тогда они дают возможность варить при устойчивой дуги и без разбрызгивания металла. Помимо этого, при правильном использовании они экономят расходование дорогих электродов. Выпрямленный ток способствует формированию ровного и тонкого сварочного шва.
- Требования и пожелания по сетевому току и напряжению практически такие же, как и с трансформаторами. Они могут работать при обоих вариантах переменного тока, их включают хоть по однофазной мостовой схеме, хоть по трехфазной. Трехфазная схема при использовании выпрямителя предпочтительнее: при ней дуга устойчивее и мощность выше. Поэтому следует ориентироваться на подключение к трехфазной сети в 380В.
- Проверяем и оцениваем принцип регулировки режимов сварки, диаметр требуемых электродов, верхний и нижний уровни сварочных токов.
Газовая резка и сварка деталей — достоинства оборудования
Отдельный вид сварочного оборудования — газовое. Принцип соединения деталей основывается на том, что происходит плавление металла пламенем высокой температуры. Для создания газовой дуги, посредством которой происходит плавление металла, используются следующие разновидности газов — водород, природный газ, ацетилен.
Почему применяются именно эти разновидности газов? Ведь именно они обладают свойством горения на воздухе. Наиболее популярной разновидностью газа является ацетилен, для получения которого применяется карбид кальция с водой. Горение газа происходит при поддержании температуры в пределах от 3200 до 3400 градусов Цельсия.
Принцип работы газосварочного оборудования основывается в подаче на соединяемые детали открытого пламени сгораемого газа. За счет высокой температуры горения газа, достигается оплавление металлических заготовок. Для регулировки пламени в конструкции держателя имеются настроечные винты. Принцип работы устройства подобен газовой горелке или паяльной лампе, только из держателя через сопло выходит тонкая дуга с высокой температурой нагрева.
Составными элементами газовой сварки являются:
- Баллон с пропаном или другими разновидностями газов
- Баллон с кислородом, выступающий в роли катализатора
- Соединительные шланги
- Газовая резка или держатель, состоящая из бронзы, двух вентилей, калиброванного сопла
- Розжиг осуществляется посредством специального пьезоэлемента
К преимуществам использования рассматриваемого оборудования следует отнести следующие моменты:
- Простая конструкция, состоящая из газового баллона и держателя
- Отсутствие необходимости подключения оборудования к электрической сети
- Простота применения
- Возможность не только соединения деталей, но и их резка
В отличие от электрических устройств, газовое оборудование для сварки не способно обеспечить высокую скорость проведения работ. Кроме того, работы выполняются исключительно в ручном режиме. Как правило, сварка с использованием газа осуществляется преимущественно специалистами. Назвать оборудование мобильным нельзя, так как достаточно большой вес и габариты имеют газовые баллоны.
Или все-таки инвертор?
Конечно, в нем собраны все пожелания домашнего мастера по сварке: широчайшие функциональные возможности, разнообразные режимы сварки – все для счастья человека. Популярности среди широких масс населения этому типу сварочного оборудования не занимать. Цена, правда, высоковата. Но по мнению многих, эта овчинка по-настоящему стоит выделки.
На что обращаем внимание при его выборе домой?
- Главный критерий – также напряжение электрической сети, это те же 220В и 380В. И так же, как в предыдущих случаях, трехфазные модели инверторов являются более мощными. А от мощности устройства зависит его долговечность и срок использования. Ведь чем больше мощность, тем меньше перегревается аппарат.
- Следующий критерий — характеристики токов и режимы сварки. Их выбор будет зависеть только от одного – толщины свариваемых металлических заготовок. В интернете вы сможете найти множество данных о зависимости диаметра сварочных электродов в миллиметрах от значения сварочного тока в амперах. Обычно для домашнего инвертора вполне хватает силы тока от 60А до 160А. К тому же имеющаяся возможность плавно регулировать величину тока позволит вам еще больше повысить качество сварочного шва.
- Еще один важнейший фактор, который нужно учитывать при выборе инвертора в обязательном порядке. Это продолжительность включения ПВ, которая показывает время работы аппарат без перерыва при максимальных значениях тока. Иногда этот показатель называют ПН – продолжительностью нагрузки. Чем выше продолжительность включения, тем дольше инвертор сможет функционировать без перегрева. Вообще-то ПВ можно рассчитать, исходя из чистого времени сварки по отношению к паузам для смены электрода или подготовки материалов. Если, к примеру, в спецификации инвертора указана ПВ в 80%, то чистое время сварочного процесса будет длиться ровно 4 минуты. Затем вам придется сделать паузу длительностью в 1 минуту.
- Следующий критерий всегда указан в паспорте устройства – мощность инвертора. В этой строчке называется уровень номинального сварочного тока, при использовании которого инвертор не будет самопроизвольно выключаться из-за перегрева. Мощность лучше выбирать с запасом: если потребность в номинальном токе составляет 120А, выбирайте аппарат с показателем в 180А. Такой запас позволит вам использовать длинные электрические кабели и, самое главное, вы сможете работать при скачках напряжения с общей сети.
- ДПН расшифровывается как «диапазон питающего напряжения». Этот параметр делает безболезненными перепады напряжения в 20 – 30%, которые встречаются сплошь и рядом в сельской местности.
- Лучшие сварочные инверторы снабжены фирменными дополнительными опциями, которые облегчают работу сварщика – новичка, должны быть особенно важны для вас, если вы – тот самый новичок в сварочном деле. Речь о АП – антиприлипании, ГС – горячем старте, ФД – форсаже дуги. Значимы ли они для вас с вашим текущим опытом – решать вам и только вам.
В качестве резюме пройдемся по главным идеям нашего обзора. Классификация сварочных аппаратов – стройная и понятная система, которая отлично поможет принять решение, какой сварочный аппарат будет самым оптимальным для ваших работ в домашних условиях.
Критериев, определяющих выбор, немного. Если вы учтете их, у вас все получится: вы найдете устройство, которое будет устраивать вас и по сложности конструкции, и по широте функций, и по стоимости.
Желаем дельного похода в магазин, грамотного продавца и хороших помощников рядом.
Выбор сварочника
Конечно, сначала нужно определиться, для чего (каких именно работ) понадобится сварочное оборудование. И, исходя из этого, подбирать его функционал.
Можно выделить 3 группы сварочников:
- Бытовые. это модели, запитывающиеся от домашней розетки в 220В и силой тока в 160А. Такой аппарат способен варить детали 0,5-6 мм. Подойдет для работы в домашней мастерской, на приусадебном участке или гараже. Пригодны для умеренного использования и имеют среднюю скорость сварки.
- Полупрофессиональные. сила тока у таких аппаратов выше, чем у бытовых (от 200 до 300А). Но запитать их можно еще от бытовой розетки или уже от трехфазного щитка. Способны справиться со сваркой и резкой металла практически любой толщины.
- Профессиональные. Мощные инструменты, использующие силу тока свыше 300А, подходят для работы с низколегированными и низкоуглеродистым деталями.
Любителям подойдут слабые модели для повседневных сварочных работ
Важным критерием, на который надо обращать внимание, является временной рабочий интервал аппарата (или периодичность включения).
К сведению. Для домашних работ не стоит покупать устройство с высокой периодичностью. Практика показывает, что 80% составляет подготовка (перемещение деталей, замена электродов, очистка окалины и нагара) и только 20% непосредственно сварка. Кроме того, варить без перерыва часами невозможно. Электрод прогорает за считаные минуты.
Полярность и напряжение для работы могут использоваться разные
Сварочный ток
Сварочники работают с переменным, постоянным или переменным и постоянным током. Переменный, это домашняя электросеть. Характеризуется сменой полярности, где «+» сменяется на «-» с частотой 50 Гц. Нет полюса, поэтому нельзя неверно подключить сварочник. Применяется для сваривания и резки черных металлов. Главным недостатком такого вида сварки является обильное разбрызгивание расплавленных металлических капель из-за быстрой перемены полярностей.
Вам это будет интересно Замер силы тока мультиметром
Постоянный ток имеет фиксированное направление. Но необходимо следить за правильностью подключения рабочего оборудования. Однако, качество сварного шва заметно лучше, чем при переменном токе, за счет меньшего разбрызгивания. Применяется такой вид сварки для цветных металлов и нержавейки. Процесс производства таких сварочников значительно дороже за счет применения в конструкции выпрямителей.
К сведению. Сварочники, использующие постоянный и переменный ток — универсальны. Наиболее дорогие, но используются для сваривания и резки любых металлов.
На электрод нельзя подавать более 100В
Напряжение холостого хода
Таким напряжением называется подаваемая на электрод ЭДС. Измеряют ее на включенном не работающем аппарате (на холостых оборотах). Обозначается как Uxx. Единица измерения — Вольты (В). Эта величина позволяет оценить, насколько легко будет разжигаться сварная дуга, и какова ее устойчивость. Нужно помнить, что это величина «двоякая». С одной стороны, чем выше напряжение, тем легче разжигание. Эластичнее дуга, а сама сварка равномернее. С другой стороны — ограничение напряжения холостых оборотов, это требование безопасности оператора. В итоге, наименьший показатель определен 40В, а максимальный не выше 100В.
Для сварочника важно качество источника питания
Питающее напряжение
Напряжение бывает:
- Однофазное. Где одна пара контактов «0» и «фаза» с напряжением 220 В. Его можно запитать напрямую от домашней розетки. Благодаря этому оно получило широкое распространение (иногда, с более мощной техникой, лучше запитывать сразу от распределительного щитка, чтобы избежать дополнительных нагрузок на бытовую электросеть).
- Трехфазное. Где уже три контакта «фаза» и один заземляющий (он же «0»). Напряжение значительно выше и составляет 380В. Это уже производственное оборудование, использование которого в быту затруднительно.
- Однофазное/трехфазное. Аппарат может использовать, как напряжение в 220В, так и 380В, в зависимости от назначения. Один из показателей используемого напряжения будет основным.
Источник питания для сварки любого вида характеризуется:
- легкостью разжигание дуги;
- способностью обеспечивать непрерывное горение;
- контролировать верхнее значение тока короткого замыкания;
- обеспечивать электробезопасность.
Размеры стального свариваемого листа зависят от максимального ампеража
Режим работы с максимальным током
При выборе сварочника, показатель максимального тока подбирается, исходя из толщины изделий, с которыми планируется работа. Он измеряется в Амперах (обозначается Imax) и для домашнего применения агрегата с характеристиками 160-180А вполне достаточно (обработка металлов до 1 см). Если предполагаются (хотя бы иногда) работы с более толстым металлом, можно подобрать модель с параметрами в 200А. Существуют специальные подсказки, наглядно демонстрирующие зависимость между силой тока и размером металлической детали.
Таблица 1 Параметры сварки
| Диаметр электродов, мм. | Толщина металла, мм. | Сварочный ток, А. |
| 1,5 мм | 1,2 — 2,0 мм | 30 — 75 А |
| 2,0 мм | 1,5 — 3,0 мм | 40 — 100 А |
| 2,5 мм | 1,5 — 5,0 мм | 50 — 120 А |
| 3,0 мм | 2,0 — 12,0 мм | 100 — 150 А |
| 4,0 мм | 4,0 — 20, мм | 120 — 200 А |
| 5,0 мм | 10 — 40 мм | 170 — 270 А |
Подбирать параметры сварки необходимо по таблице