22.07.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Каковы основные преимущества и недостатки дуговой сварки
- Какими преимуществами и недостатками обладают разные приемы дуговой сварки
- Как минимизировать недостатки дуговой сварки
Одним из широко распространенных методов соединения металлических поверхностей является дуговая сварка. Суть данной технологии заключается в том, что тепловая энергия, необходимая для плавки соединяемых кромок металлических поверхностей с помощью электрода, получается посредством воздействия постоянного или высокочастотного тока. Остановимся более подробно на том, какие есть преимущества и недостатки дуговой сварки.
Общая информация
У этого метода есть дополнительные международные названия, аббревиатуры широко используются при изготовлении комплектующих. Можно встретить – MMA (Manual Metal Arc – дословный перевод нашего термина), российское сокращение РДС, или короче – РД. Метод придуман отечественным инженером Николаем Бернардосом, который впоследствии совершенствует свой прибор и создает разновидности. Патент на изобретение был куплен и внедрен в производство металлоконструкций во всем мире. Классический материал – угольный электрод, но есть новые изобретения, способы, задействующие плавящиеся стержни.
Этапы процедуры
Все профессиональные сварщики и любители действуют по алгоритму:
- Подготовка предполагает тщательное очищение всех поверхностей и закрепление заготовки на рабочем месте.
- Появление дуги. Чтобы она образовалась, необходимо подать напряжение и 2-3 раза быстрыми движениями прикоснуться наконечником к металлу.
- Проведение шва – скорость и угол варьируется в зависимости от физических характеристик материала.
- Финальная обработка – следует снять неровности, убрать лишнюю окалину, зачистить соединение.
Иногда требуются дополнительные операции, например, предварительный нагрев заготовки или подача защитного газа. Однако основные элементы алгоритма отражены верно.
Что это такое?
Дуговая сварка (перейти к услуге) — процесс соединения деталей при помощи электрического разряда в газе, именуемого «дугой». Она получается между двумя электродами при увеличенном до определённого уровня напряжении.
Дуговой механизм состоит из анода и катода, дугового столба, переходных областей. В рабочей области температура может доходить до 7000 °С (выше температуры плавления всех используемых в промышленности металлов), что обуславливает высокую эффективность технологии и её востребованность.
Принцип работы оборудования и технология ручной дуговой сварки
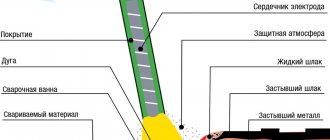
От источника питания на электродержатель подается переменный или постоянный ток (встречаются оба варианта). Напряжение позволяет создать электродугу, которая нагревает две поверхности металла. При движении ручки позади от проводника образуется сварочная ванна. В этой области происходит диффузионное соединение расплавленных сплавов. После их остывания, вещество кристаллизуется и снова превращается в твердый элемент – уже монолитный. Чтобы шов не окислялся под воздействием кислорода проволока в электроде покрыта специальным составом, который при плавлении выделяет инертный газ, вытесняющий О2.
Как делается РДС
Электрическая дуга поддерживается подаваемым током. При этом возможны различные полярности. Классический вариант – подается минус, а на заготовке поддерживается плюс, но встречается ситуация с противоположной подачей напряжения. Длина электродуги – расстояние между сварочной ванной и электродом. Она зависит от скорости проведения электродержателя. Помимо газа от покрытия проводника в области плавки железа образуются шлаки, они способствуют:
- увеличению скорости металлообработки;
- более долгому поддержанию высокой температуры;
- хорошему, ровному сварному соединению;
- защите от кислорода и окисления.
Как зажечь дугу
Необходимо 2-3 раза легким движением прикоснуться концом вертикально направленного электрода к заготовке. Если быстро не отвести руку, произойдет залипание, поверхность будет испорчена. Второй метод для ручной эл дуговой сварки – провести концом материала вдоль будущего шва. Посмотрим обучающее видео:
Как правильно перемещать сварку
Можно варить углом «назад» и «вперед», то есть к себе и от себя. В первом случае сильнее прогрев сплава, а во втором меньше. То есть следует сделать выбор в зависимости от материала. Угол наклона выбирается в соответствии с образованной сварочной ванной. Длина электродуги должна быть постоянно одинаковой – около 2-3 мм. В зависимости от необходимой прочности конструкции, используемого сплава, можно выбрать один из видов движения электродуговой сварки, схемы которых представлены в статье.
Как работает электрическая сварка
Для получения необходимого тепла, которое позволяет осуществить расплавление основного металла и электродного стержня, принято использовать метод образования электрической дуги. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Для поддержания эффекта электрической дуги электрод и свариваемый элемент постоянно поддаются воздействию электрической энергии от специального прибора. Под воздействием температуры электрической дуги края свариваемой заготовки (вместе с металлом электрода) начинают плавиться. Температурные показатели внутри дуги достигают 4000 градусов Цельсия. В подобной ёмкости происходит соединение металлической заготовки с электродом. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
Безопасность при MMA способе
Всегда надевайте защитный костюм, обувь с прочными носами и массивной подошвой. Никогда не приступайте к работе в шлепках, с открытыми частями тела. Также следует надевать специальные сварочные перчатки – достаточно чувствительные к движениям, но хорошо защищающие. Будьте внимательны к глазам, всегда надевайте очки для сварки или используйте щиток. Тщательно подготовьте рабочее место, уберите легко воспламеняющиеся предметы. Вблизи всегда имейте огнетушитель и аптечку, так как деятельность связана с рисками.
Используемые плавящиеся электроды при процессе ручной дуговой сварки
Все проводники в продаже можно поделить на:
- Плавкие. Их сердцевина плавится и добавляется к расплавленному металлу двух заготовок, остается в шве. Она обмазана эффективным для создания газовой атмосферы флюсовым порошком.
- Неплавкие. Изготовлены из вольфрама и служат исключительно для подачи тока. Газ для ванны подается специальным шлангом.
Еще одно различие – диаметр сечения. Чем он больше, тем выше сила тока и шире максимальный шов. Подробнее в видео:
Присадочная проволока – что это
Еще одна разновидность. По сути, это крупный моток материала (алюминия, меди), который выполняет такие же функции, как и плавкий электрод, то есть проводит ток и одновременно является материалом для образования соединения между элементами конструкций. Отличие – отсутствие обсыпки, поэтому газ необходимо подавать извне. Второй вариант – посыпать флюсовый порошок вдоль образования шва.
Преимущества и недостатки
Плюсы:
- удобство в использовании, не обязательно закреплять деталь на полу, можно даже работать на весу;
- установка не занимает много места;
- есть возможность соединять различные сплавы;
- можно перенести на другое место, взять с собой в машину;
- простота применения – можно легко обучить основам технологии электродуговой сварки.
Минусы:
- Контакт с газом и яркие вспышки света негативно влияют на здоровье сварщика.
- Хороший ровный шов получится только после длительного опыта и умения работать с различными материалами.
- Достаточно трудоемкий и долгий процесс.
Сделаем вывод о том, что РДС для сварщиков – это аппарат, который больше подходит для работы в домашних условиях и на малых производствах.
Минусы
А теперь пойдем от обратного — если бы дуговая сварка (ММА) была настолько прекрасным инструментом, инженеры бы не придумывали столько разновидностей сварочных аппаратов. Все дело в недостатках, которые у этой аппаратуры, как и любой другой, тоже есть. Вот самые важные:
- Низкая производительность. Возможно, для небольших мастерских этого и хватит, а вот в серьезных условиях производства подобная низкая активность иначе как недостаток не воспринимается.
- Необходимость удаления шлака и флюсов с обрабатываемой поверхности. Важный побочный эффект заключается еще и в том, что полученный шов не является идеальным — часть материала все-таки запекается в нем, и такие вкрапления обязательно следует удалить.
- Вредность работы. Дуговая сварка (ММА) может стать причиной возникновения различных профессиональных заболеваний или даже травм, поэтому ее использование предполагает, как минимум, обязательное наличие защитного костюма и соблюдение техники безопасности.
Теперь, когда читатель знает все, он сможет сделать самостоятельный выбор и решить, стоит ли ему покупать дуговую сварку (ММА) для решения поставленных задач.
Способы ручной дуговой сварки металла: сварочные работы в разных положениях
Это одно из самых крупных преимуществ установки РДС, потому что работник может находиться в любом отношении со свариваемыми поверхностями. Получится хорошее соединение, если придерживаться определенных технических норм.
Нижнее расположение
Наиболее привычное. Заготовка лежит на полу или невысоком столе, человек находится сверху. Хорошо закрепите детали и следите за плавным и равномерным образованием ванны.
Вертикальное
Из-за притяжения расплавленный металл будет стремиться стечь, могут образовываться подтеки. Легче работать сверху вниз, но лучше наоборот, так как капли раскаленного материала будут покрывать уже готовый, затвердевший шов.
Потолочное
Работу необходимо вести очень медленно, делая периодические интервалы. Так сплав будет успевать остывать и кристаллизоваться, чтобы не капать вниз. Также это способствует дополнительному прогреву.
Плюсы
Главный аргумент, который понятен даже человеку, совершенно не разбирающемуся в сварках — это то, что люди до сих пор не придумали чего-то такого, что однозначно вытеснило дуговую сварку (ММА) с рынка. А ведь технология действительно появилась на свет еще в позапрошлом веке! Следовательно, это действительно хорошая вещь, и основные ее преимущества таковы:
- Высокая практичность. Благодаря сменным электродам варить при помощи дуговой сварки (ММА) можно любые сорта стали, что очень выгодно и удобно. Например, сварочные аппараты Telwin работают со стальными, целлюлозными, алюминиевыми, чугунными, щелочными, рутиловами электродами и электродами из нержавеющей стали. А также могут работать как с переменным, так и с постоянным током, что делает их практически универсальными в сварочном деле.
- Высокая экономичность. Подобная аппаратура, наверное, наиболее дешева в эксплуатации — она не потребляет ни слишком много электричества, ни значительного количества расходников.
- Отсутствие газовых баллонов. По сравнению со сварочными полуавтоматами это очень удобно, потому что не требуется покупать и транспортировать дорогие и тяжелые баллоны, которые, помимо прочего, еще и взрывоопасны.
- Сварка во всех положениях. При использовании дуговой сварки (ММА) нет такой проблемы, когда необходимо перевернуть свариваемые детали и закрепить их под особым углом, нужным аппарату — такая конструкция работает в любом положении, а значит, применима в любых ситуациях.
- Компактность и малый вес — в случае сварочных инверторов. Сварочный инвертор можно повесить на плечо и забраться с ним туда, куда с большим аппаратом залезть невозможно, даже в удаленные уголки стройки. Например, сварочные инверторы ММА ЗУБР имеют вес от 5 кг и оснащены удобной рукояткой и ремнем для переноски.
- Доступность освоения. Благодаря многочисленным фишкам, которые придумывают производители, легко начать работать с дуговой сваркой могут даже новички, не опытные в этом деле. Например, одна из проблем, с которой встречается начинающий сварщик — розжиг дуги. Для решения этой проблемы сварочные аппараты Blue Weld обладают функцией быстрого старта — Hot Start. Для решения проблемы с залипанием дуги — сварочные аппараты Fubag оснащены фунцией антизалипания — Antistick — когда при соприкосновении электрода с металлом умная электроника прекращает подачу сварочного тока и делает залипание невозможным. А чтобы избежать даже возникновения возможности залипания, аппараты дуговой сварки Ресанта оборудованы функцией форсажа дуги — Arc Force, когда инвертор на очень короткий промежуток времени увеличивает величину сварочного тока, что резко снижает вероятность залипания электрода. На самом деле, подобными функциями свои аппараты оснащают многие производители, нужно только внимательно изучить характеристики аппарата или проконсультироваться у продавца.
Выглядит отлично, и все же за что-то такую технику критикуют. За что же?
Дуга электросварки
Этим термином называют длительный разряд тока, создающий высокую температуры. Фактически это горение газов, которые при обычных условиях не так интенсивно передают электроны и ионы. Его запускает электронная эмиссия – высвобождение отрицательно заряженной частицы в момент соприкосновения электрода и металла.
Влияние сварочно-дуговой сварки на качество шва
Чем меньше расстояние, тем ровнее соединение – без капель, подтеков. Но держать несколько миллиметров очень трудно. Также короткая электродуга при правильном процессе ручной дуговой сварки приводит к:
- равномерному расплавлению обсыпки;
- ровному пучку искр;
- достаточной глубине проплавления;
- отсутствию окисления.
Параметр можно определять по звучанию – если оно равномерное, без щелчков и сбоев, то нужно стремиться поддерживать это расстояние.
Маркировка электродов
На качество сварных швов, прочность соединения решающим образом влияет правильный подбор электродов. Описание, характеристики, маркировку производитель указывает на упаковке. Из размещенной информации можно узнать, какие металлы соединяют данными электродами, предпочтительное пространственное расположение, диаметр стержней, состав обмазки.
Маркировка располагается после названия, марки в виде последовательности букв, цифр. Первая буква указывает на назначение электродов:
- У — для соединения деталей из среднеуглеродистой стали с низким содержанием легирующих добавок;
- Т — для сварки теплоустойчивой легированной стали;
- Н — для наплавки;
- А — для сварки пластических металлических составов.
Вторая буква указывает на толщину покрытия: М — тонкий слой, С — толщина слоя средняя, Д — толстый слой, Г — очень толстое покрытие. Третья буква — тип стержня; для плавящихся электродов используют букву Е.
Цифры после первых трех букв указывают на механические свойства соединения: предел прочности под нагрузкой растяжением, относительное удлинение. Они важны для специалистов, выполняющих ответственные соединения.
На свойства обмазки указывают следующие буквы:
- А — кислое покрытие;
- Б — основное (щелочное) покрытие (УОНИ-13/45);
- Ц — целлюлозный слой покрытия;
- Р — рутиловое (АНО-4).
Последние цифры маркировки указывают на предпочтительное пространственное положение электродов в процессе сварки, характеристики сварочного тока.
Влияние режима на шов
При работе с различными поверхностям следует по-разному располагать элементы и сваривать торцы, ровные отрезы, сечения и прочее. Но это не должно заставлять вас менять параметры аппаратуры. Выбор режима зависит исключительно от того, какой ширины и глубины проплав вам необходим. Для выбора вам поможет таблица:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 3 | 175 — 185 | 3 |
| 5 | 200 — 225 | 4 |
| 7 | 250 — 270 | 5 |
| 10 | 300 — 330 | 6 |
Воздействие тока
Чем показатель больше, тем глубже плавится металл, прочнее соединение. Но одновременно с этим уменьшается его широта. Также имеет значение разновидность используемого оборудования, работает оно на переменном или постоянном электричестве. В первом случае соединительный участок будет более узким.
Как выбрать сварочный аппарат
Выбор сварочного оборудования полностью определяется целями, условиями использования. Для бытовых нужд, изготовления несложных конструкций, ремонта сельскохозяйственной техники вполне достаточно недорогого аппарата средней мощности.
Легкие, производительные инверторы вытеснили громоздкие, тяжелые сварочные трансформаторы.
При выборе конкретной модели обращают внимание на следующие характеристики:
- Мощность прибора; максимальная величина не имеет большого значения, так как толщина заготовок неи превышает 5 мм; нижний предел должен быть как можно меньше; он позволяет сваривать очень тонкую жесть;
- По функциональным возможностям полуавтоматы, аппараты два в одном примерно одинаковы;
- Лучше выбрать модель известного бренда; изделие стоит дороже, но оно надежнее, качественнее; известные производители обеспечивают обслуживание, ремонт;
- Качество соединения зависит от опыта, умения сварщика, а не от стоимости оборудования; покупать самый дорогой аппарат точно не следует.
Обучение основам ручной дуговой сварки
Чтобы стать профессиональным сварщиком ручной дуговой сварки, необходимо проходить обучение в техникуме. Профессиональный работник имеет разряд, характеризующий его умение работать с различными материалами и сложными конструкциями. Но для домашнего использования достаточно почитать нашу статью и посмотреть видео:
На сайте вы сможете узнать о других свойствах металлов, а также найти широкий перечень оборудования для ленточного пиления. Переходите в наш каталог, чтобы узнать больше.Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам;; 8. Они ответят на все ваши вопросы.
Как обучиться основам мастерства
Выучить базовые тонкости обращения с ручной сваркой несложно. В настоящее время для этого можно найти множество подробного материала и видеоуроков, которые размещены в свободном доступе. Правда, если вы намерены постичь более глубокие тонкости, то придётся запастись серьезными источниками информации, которые доступны в различных пособиях и дополнительном руководстве.
Если вы новичок и только начинаете разбираться с тонкостями подобного мастерства, начинайте с электродов поперечником 3 мм, т. к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.
При покупке сварочного аппарата будьте готовы потратить достаточно усилий и времени, чтобы постичь все основы электрической или ручной сварки. В таком случае вы откроете для себя обширные возможности для практического применения оборудования в бытовом строительстве, при ремонте садовых принадлежностей, сборке и разборке металлических конструкций и во многих других направлениях повседневной деятельности.
Если правильно подойти к обучению, вы сможете быстро и эффективно изучить новую отрасль, получив теоретические и практические навыки для продуктивной работы с металлическими заготовками.