В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В первую очередь, качество шва, затем, минимальное коробление деталей, и наконец, высокая чистота и безотходность технологии. Энергоемкость такой сварки приблизительно одинакова с другими видами, а иногда превышает их.
Описание и сфера применения плазменной сварки
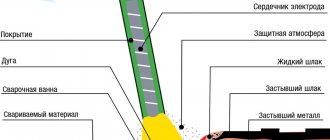
Главное отличие этого способа соединения деталей – высокая температура нагрева (до 8000 °С). Сварочная ванна защищается средой аргона. Система охлаждения препятствует критическому повышению температуры.
Без этого блока происходит расплавление плазмотрона, рабочая зона нагревается до 30000 °С.
Сущность сварки заключается в способности аргона принимать состояние плазмы под влиянием электрической дуги.
Ток, являющийся плазмогенератором, меняет физические свойства электропроводного газа.
Плазменная сварка используется для соединения заготовок из материалов, имеющих высокую температуру плавления. Чаще всего агрегаты такого типа применяют на производственных площадках. Реже встречаются модели для работы в домашних мастерских.
Что такое плазма и как она возникает
Плазма — это состояние газа при его частичной или полной ионизации. Это значит, что он может состоять не только из нейтральных молекул и атомов, но и из электронов и ионов
, обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
Для этого должны быть созданы определенные условия, которые и были разработаны в области получения плазменной дуги.
Первое упоминание о разработке плазменной сварки было в 1950 году. В 1960 году были представлены некоторые принципы получения плазменного потока и внедрена технология и оборудование плазменной сварки. У нас в стране исследованиями в этой области и разработкой технологии занимались в Институте металлов им. А. А. Байкова, руководил проектом Н.Н. Рыкалин. После изучения физических свойств и энергии сжатой электрической дуги в среде аргона, преобразованной в плазменную струю, были определены ее технические возможности в области сварки и разработано специальное оборудование.
Разновидности технологии
Методы различаются параметрами работы оборудования, сферой применения и некоторыми другими характеристиками.
Прямого действия
Принцип работы агрегата при возбуждении электрической дуги тот же, что при электродуговой сварке: один контакт соединяется с электродом, другой – с обрабатываемой деталью. Образуется мощная дуга, падающая на металл.
Плазма вырабатывается так:
- клемма подсоединяется к соплу, поступающий в плазмотрон газ ионизируется;
- после переноса контакта на свариваемую деталь дуга попадает на материал, плазма выводится из сопла.
Чтобы понять, что такое плазменная сварка прямого действия и как работать этим методом, нужно знать, что мощность струи разогретого газа зависит от силы тока. Аргон не только удерживает устойчивую дугу, но и препятствует попаданию кислорода в сварочную ванну.
Косвенного действия
Принцип функционирования сварочных аппаратов этого типа основывается на следующих процессах:
- Подключение одного полюса к неплавкому электроду, второго – к плазмотрону.
- Возбуждение электрической дуги. Мощность определяется давлением аргона в плазмообразующей установке. При ионизации газ нагревается, увеличивается в объеме. Аргон при сварке косвенного действия расходуется медленнее, чем при прямой технологии.
- Подача дуги на металл с большой силой. Обрабатываемый участок при этом расплавляется.
Рекомендуем к прочтению Принцип ацетиленовой сварки с кислородом
При косвенном методе поддерживается устойчивая дуга, температура плазмы ниже, чем при прямой сварке. Установки используют для напыления порошков, получения термоэффектов, соединения материалов, обладающих низкой электропроводностью. Защитный газ подается автоматически.
Основные характеристики и преимущества
Получив плазменную дугу, вы можете значительно расширить возможности сварки. Основными отличиями ее от обычной аргоновой сварки являются:
- высокая температура плазмы, достигающая 30000оС;
- малое поперечное сечение дуги;
- коническая форма дуги, характерная для аргоновой сварки, изменена на цилиндрическую форму;
- малый диаметр струи позволяет значительно увеличивать давление, с которым она воздействует на металл. Оно выше, чем при аргонной сварке почти в 10 раз.
- процесс сварки может поддерживаться небольшим током в пределах от 0,2 до 3,0 ампер.
Такие свойства плазмы обеспечивают существенные возможности этой сварки перед аргонодуговой сваркой:
- обеспечивается более глубокий проплав шва;
- уменьшается зона расплавления без разделки свариваемых кромок;
- благодаря цилиндрической форме и способности увеличиваться по длине, с помощью плазменной дуги можно проводить сварку труднодоступных мест.
Принцип работы плазменной сварки
Характер функционирования устройств зависит от способа регулировки параметров.
Ручной метод
Для простых операций по соединению цветных и черных металлов применяется оборудование, не имеющее автоматических блоков управления. После появления плазменной дуги мастер одной рукой подносит горелку к детали, другой – подает в сварочную ванну расходный материал.
Перемещая инструмент и присадку вдоль соединения, сварщик формирует прочный шов. Процесс ручной сварки может вестись и без проволоки.
Использование автоматики
Такие плазменные сварочные аппараты применяют на производственных площадках. Оператор управляет всеми параметрами дистанционно.
Существуют автоматические установки следующих типов:
- для соединения листов металла или труб;
- однопроходные для сварки с проволокой;
- многопроходные;
- для формирования усиливающего порошкового напыления.
Автоматические устройства с проникающей дугой часто используются для сварки алюминия и сплавов на его основе.
Требования и условия для использования технологии
К плазменно-дуговой сварке предъявляются следующие требования:
- Перед началом работы дугу «закручивают». Это объясняется возможностью распада. «Закрутка» помогает сформировать устойчивую тонкую дугу, т.к. газ быстро ионизируется. На деталь оказывается мощное тепловое воздействие, концентрирующееся в одной точке. В этом месте происходит расплавление.
- При сварке нужно поддерживать мощную дугу. Она способна расплавлять любые металлы и сплавы независимо от их толщины и физических свойств. Детали нагреваются до температуры плавления и даже кипения.
- Сварочную ванну защищают инертным газом – аргоном, парами ацетона, азотом. Сопло одновременно подает плазму и защитную среду. Поэтому расплав не взаимодействует с воздухом. Материал не окисляется, шов приобретает высокую прочность.
Технологический процесс
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Интересное: Принцип работы плазменной сварки
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.
Горячий шов от плазменной сварки
Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
При сварке плавятся состыкованные края детали, в этот расплав вводится присадочный материал в форме ленты или прутка. При автоматической сварке подача механизированная. Сварка рассматривается как непрерывный процесс плавления и застывания металла в области шва и должна обеспечить монолитность шва, одинаковые механические свойства на всей длине, равную толщину шва, полное отсутствие раковин, посторонних включений и примесей.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.
Процесс сварки плазморезом
После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
Плюсы и минусы
К преимуществам плазменного метода относятся:
- Доступность. Плазмотрон может устанавливаться на базовые сварочные аппараты.
- Однородность сварного соединения. Из-за высокой температуры в обрабатываемой области образуется равномерный тонкий шов.
- Возможность контроля провара металла.
- Высокая производительность. Большая скорость формирования шва снижает трудоемкость работ.
- Обширная сфера применения. Универсальный метод используют для соединения заготовок из других материалов.
К отрицательным качествам такого способа сварки относят:
- высокую стоимость плазмотрона и работ;
- сложность в исполнении (от сварщика требуется наличие специальных навыков);
- необходимость дополнительного ухода за приборами (нужно регулярно прочищать плазматрон, заменять электрод и горелку);
- потребность в непрерывной подаче аргона в аппарат;
- необходимость охлаждения основных компонентов оборудования;
- большой расход электроэнергии.
Рекомендуем к прочтению Как варить полуавтоматом без газовой среды
Минусы при применении в работе
Помимо достоинств, плазменная сварка обладает несколькими отрицательными моментами, из-за них она получается не совсем оптимальной, нежели ей подобные. Ниже рассмотрим, какие недочеты в ней присутствуют:
- повышенная себестоимость;
- из-за рассеивания энергии по пространству, атмосфере и металлу электрода, обладает пониженным коэффициентом полезного действия (КПД);
- обеспечение подвода воды и плазмообразующего газа;
- трудность в использовании делает ее не доступной для обычных или повседневных работ.
Как пользоваться плазменной сваркой
Для работы таким методом сварщик должен иметь допуск, соблюдать требования безопасности.
Общие положения и правила
При работе с плазменным оборудованием учитывают следующие рекомендации:
- перед началом сварки подготавливают место, специальную одежду для мастера;
- проверяют исправность основных элементов аппарата, давление в баллонах;
- ведут сварку алюминия и его сплавов при низкой силе тока;
- плазмотрон продувают перед началом сварочных работ;
- начинающие мастера используют микроплазменную сварку (этот метод считают более безопасным);
- опытный сварщик самостоятельно выбирает наиболее удобную для себя технологию.
Техника безопасности
К рабочему процессу предъявляются требования по охране труда:
- При сварке плазменным методом повышается вероятность получения электротравмы. Нельзя использовать кабели с поврежденной изоляцией, отказываться от применения диэлектрического коврика.
- По мере увеличения силы тока повышается уровень шума. В таком случае используют средства защиты органов слуха – наушники, беруши, противошумную маску.
- Для защиты дыхательной системы мастера от паров расплава и газов устанавливают местную вытяжку.
- Для предотвращения поражения органов зрения применяют очки со светофильтрами.
Работа с цветметом
При сварке таких материалов требуется меньшая температура воздействия. Однако из-за большой теплопроводности мощность электрической дуги должна быть достаточно высокой.
Сложность сварки может заключаться в окислении цветных металлов под воздействием кислорода, однако большинство оксидов легко восстанавливается.
Достаточно наличия в плазме органических окислителей радикалов – водно-спиртовых или ацетоновых растворов.
Тонкостенные металлы
При сварке и резке подобных заготовок горелку нельзя подносить слишком близко к обрабатываемой зоне. В этом случае повышается вероятность появления сквозных дефектов в шве. Давление плазменной дуги на материал выше, чем простой. Сварочный ток поддерживают на уровне 12-14 А. Иногда достаточно более низких значений.
А есть ли недостатки?
Многие в один голос отвечают на этот вопрос так: «Высокая цена!» Безусловно, по сравнению с аргонно-дуговыми аппаратами приобретение плазменных требует больших финансовых вложений, но стоит ли считать этот факт минусом на фоне ряда увеличенных возможностей, вопрос спорный.
На самое деле недостатками, скорее, можно назвать высокочастотный шум с ультразвуком, выделение «металлических» паров, оптическое излучение – инфракрасное, ультрафиолетовое – и вредную ионизацию воздуха. Однако при правильной экипировке персонала принадлежностями для безопасности работ и при соблюдении требований по эксплуатации оборудования всех этих негативных воздействий можно избежать.
Какими бывают плазменные аппараты
Агрегаты различаются техническими характеристиками и сферой применения. Главный классификационный признак – сила тока плазменной дуги. Эта величина, в зависимости от вида аппаратов, лежит в широком диапазоне.
Для микроплазменной сварки
Сила тока у таких агрегатов не превышает 25 А. Несмотря на это, они достаточно функциональны. Микроплазменные приборы используют для соединения тонкостенных элементов, точных и сложных работ, резки металла.
Они просты в использовании и обслуживании. Диаметр сопла горелки – менее 3 мм. Устройства функционируют на постоянном токе. Для выработки плазмы применяют ацетиленовые смеси, омедненные электроды.
Средние по силе тока
Прибор по некоторым характеристикам напоминает бытовой инвертор, выдающий силу тока в 50-150 А. Однако сфера применения среднеточного плазменного аппарата не так широка, в основном используется для резки листового металла.
Рекомендуем к прочтению Нюансы использования газовой сварки
Рабочим газом часто становится воздух, однако можно использовать аргон или гелий. Плазмотрон и горелка имеют сложное строение. Некоторые устройства снабжаются дополнительной жидкостной системой охлаждения.
Сильноточное оборудование
Устройство способно выдавать более 150 А. Приборы этого типа практически не применяются в бытовых условиях и на небольших строительных площадках. Их используют на крупных производственных предприятиях.
Установки отличаются сложной конструкцией. Горелки снабжаются современными охлаждающими системами. При сварке применяют легированные торием или бериллием неплавкие электроды.
Сварочное оборудование
Важно не путать плазменные установки для сварки с оборудованием для резки металла. Первые еще известны как плазменно-дуговые аппараты, вторые — воздушно-плазменные. Последние не предназначены для сварки металлических заготовок!
Среди известных производителей выделяются:
- ;
- «Мультиплаз»;
- «Плазариум».
Подробнее об изделиях данных фирм и продуктах ряда зарубежных компаний — в следующих разделах.
Горыныч
Аппараты под маркой «Горыныч» для образования плазмы используют воду или ее смесь со спиртом, при этом водяной пар выполняет защитную функцию. При обработке изделий поверх шва образуется тонкая антикоррозионная пленка из окислов.
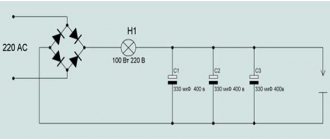
Для сварки металла при помощи «Горыныча» не требуются газобаллонное оборудование или трансформаторы, поэтому ощутимый плюс устройств — их мобильность. Для активации оборудования необходима бытовая сеть с напряжением 220 В или независимый генератор тока.
Мобильный аппарат плазменной сварки «Горыныч» предназначен для металла толщиной от 0,5 до 8 мм. Температура дуги, образуемой водой и плазмой, доходит до 6000 градусов. Требования к безопасности процесса весьма лояльны. Например, не обязательна продуманная система вентиляции, поскольку воздух не только не отравляется вредными газами, но и отчасти насыщается кислородом.
Стоимость установок зависит от мощности и силы тока. Так, многофункциональный плазменный аппарат «Горыныч» может иметь три модификации:
- на 8 А (подходит для мелких бытовых работ, пайки; стоит 29000 рублей);
- на 10 А (широкий диапазон возможностей, в том числе резка металла; 30000 рублей);
- на 12 А (мощный агрегат для обработки листов толщиной более 1 см; 33000 рублей).
Расходные материалы для работы оборудования стоят недорого. Например, сварщику понадобятся сопло сварочное (около 200 рублей) и катод (200 рублей). Сопло для резки стоит столько же.
Мультиплаз
Принцип работы установки похож на МППК «Горыныч» — плазма формируется при помощи водно-спиртового раствора.
Другим сходством является компактность (блок питания вместе с плазмотроном весят чуть более 6 кг); здесь же — отсутствие строгих требований к вентиляции помещения.
Отличие от ранее названной марки — в мощности и, следовательно, стоимости. О первой можно узнать из маркировки. Популярная модель «Мультиплаз 3500» (3,5 кВт) обойдется в 90 тысяч рублей.
Плазариум
В оборудовании использована инверторная схема, гарантирующая стабильность дуги автономно от перепадов напряжения. Имеются датчики, контролирующие температуру процесса и предупреждающие выход оборудования из строя. Пользовательские преимущества — компактность, легкость оборудования, доступность расходников.
Модификация «Плазариум SP 3», мощность которого 2,6 кВт, стоит порядка 40 тысяч рублей.
Модели зарубежных производителей
Среди популярных аппаратов плазменной резки отмечены:
- Fubag (немецкий концерн, представляющий модели PLASMA 25, 30, 40, 65 Т, 100; отличаются практичностью, высокой производительностью, но большинство моделей подходит для резки металла);
- BlueWeld и Telwin (Италия; линейка включает аппараты с бесконтактным запуском; есть однофазные и трехфазные устройства, в т.ч. для ручной работы);
- Aurora (Китай; недорогие устройства с длинным кабелем; имеется бесконтактный запуск; часть аппаратов, помимо плазменной, осуществляет полуавтоматическую и ручную сварку, что говорит об универсальности).
Пример машины для микроплазменной сварки — SBI PMI 50 TL (в том числе модель Basic). Водно-спиртовой раствор заменен на аргоно-гелиевую, либо аргоно-водородную смесь. Устройство может программироваться на определенный режим работы, совмещается с роботами-манипуляторами. Basic — аппарат повышенной мощности, имеющий функции базовой модели.
При выборе качественного оборудования для плазменной сварки обратите внимание на модели выше названных фирм. Их отличает простота управления, экологическая чистота, экономичность расхода электроэнергии. Широкий диапазон возможностей выводит аппараты для плазменной сварки на лидирующие позиции среди аналогов, а умеренная стоимость моделей делает выбор покупателя проще.
Какое устройство для плазменной сварки считаете наилучшим вы? Поделитесь своим мнением в комментариях.
Конструкция и устройство плазменного аппарата
Процесс образования плазмы протекает в плазмотроне. Узел представляет собой открытый с 2 сторон конус, в центральной части которого установлен тугоплавкий вольфрамовый электрод с легирующими добавками.
В нижнем отделе основного блока находится сопло, из которого под давлением подается плазма. Образующим ее веществом является смесь аргона с водородом. Газ принудительно подается в конус через верхнее отверстие. При нагреве он расширяется, выходит из плазмотрона мощной струей. Для регуляции подачи используется сопло.
Схема получения плазменной струи
Плазменное преобразование достигается за счет воздействия сильного электрического поля, созданного дугой при прохождении через газ, на принудительно вдуваемый газ, поступающий через сопло горелки.
Таким образом, для преобразования электрической дуги в наэлектризованную струю плазмы, необходимо выполнить два условия:
- выполнить ее сжатие;
- провести прогон через нее специального газа для создания плазмы.
Сжатие обеспечивает специальное устройство плазмотрона. В итоге, толщина струи уменьшается, а напор — возрастает. Одновременно к дуге подается газ, который под ее воздействием нагревается и превращается в плазму. За счет нагрева происходит расширение и увеличение объема газа. В результате из сопла он устремляется с большой скоростью. При этом, если обычный электрический разряд имеет температуру порядка 5000-7000оС, то плазма может достигать 30 000оС.
Для образования плазмы используют в основном аргон с добавлением небольшого количества гелия. Электрод должен быть также защищен нейтральным аргоном. В качестве электрода выбирают вольфрамовые изделия с добавлением тория или иттрия.
Технология плазменной сварки характеризуется высокой температурой и небольшим диаметром дуги, что обеспечивает ее значительную мощность.
Описание самого популярного устройства для плазменной сварки «Горыныч»
Данный аппарат стоит из 2 отдельных модулей – плазмогенератора и управляющего блока. В качестве плазмообразователя используется вода.
Агрегат отличается компактными размерами, низким энергопотреблением. Его часто применяют в бытовых условиях.
Принцип действия устройства таков:
- Низкотемпературная плазма образуется за счет дуги, возникающей между контактами.
- Вода нагревается до экстремальной температуры. Под давлением она превращается в направленную плазменную струю.
Научиться работать с аппаратом «Горыныч» может любой домашний мастер. Устройство удобно в управлении, к нему прилагается инструкция с подробным описанием способов подключения. Агрегат можно применять для сварки, резки, пайки, тушения огня.
Коротко о самодельных устройствах
Создать простой прибор для плазменной сварки можно своими руками.
Конструкция включает следующие элементы:
- Катод из вольфрамового электрода. Его закрепляют винтом или приваривают к стальному держателю.
- Ручку из диэлектрического материала – фенопласта, фторопласта.
- Стальную или латунную крышку.
- Штуцер для подачи газа.
- Медное сопло. Деталь должна быть сменной, ведь она быстро изнашивается. Резьбу между анодом и соплом обрабатывают графитом.
- Перегонный куб для подачи паров водно-спиртовой смеси.
- Сварочный трансформатор. Он должен генерировать мощные электрические импульсы. Вторичную обмотку составляют из небольшого числа витков толстого медного кабеля.
Дуга образуется после нажатия клавиши «Пуск». Изначально искра загорается в сухой горелке. Затем дуга переходит в режим горения от тока. После нагрева анода вместо воздуха рабочим газом становится нагретая спиртовая смесь.