TIG-сварка – универсальная технология соединения металлов. Аппараты ТИГ обладают большим потенциалом и позволяют сваривать разные металлы, а также их сплавы. При этом формируется качественный и эстетичный шов. Особенности оборудования детально изложены в статье.
- Маркировка латинскими буквами
- Губителен ли аргон для сварщика?
- TIG-инвертор оснащен большим количеством настроек
Соединение металлов с помощью высоких температур человечеством изобретено уже давно. Методы постоянно совершенствовались, а с появлением и развитием металлургии, вышли на качественно новый уровень. Способы сварки совершенствовались по мере повышения требований к прочности и качеству соединений металлов.
В настоящее время существует большое количество разнообразного оборудования для сварки металлов. Одним из самых популярных является ТИГ-сварка. Любой сварщик, даже начинающий неопытный специалист, должен иметь четкое понимание принципов работы такого оборудования и знать методы работы с ним.
Что такое TIG сварка?
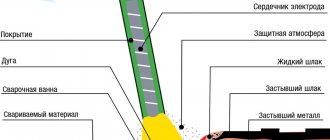
Разобрать особенности оборудования, его достоинства и недостатки будет проще, если предварительно ознакомиться с принципами работы и технологическими особенностями. Сварка ТИГ – это технология соединения металлических заготовок при помощи специального оборудования посредством неплавящегося электрода в защитной среде. Дуга инициируется между рабочей поверхностью и вольфрамовым стержнем. Перед началом работы он затачивается. Это необходимо для поддержания стабильности сварочной дуги и получения ровного соединения.
Фиксируется вольфрамовый электрод в центре сопла. По краям горелка имеет технологические отверстия, через которые в зону горения дуги подается инертный газ. Наиболее часто используется аргон. Он предотвращает образование оксидной пленки и способствует качественному соединению кромок. Для заполнения ванны расплавом применяется присадочная проволока. По составу она должна повторять или быть близкой к металлам, которые свариваются.
История появления ТИГ-сварки
Соединение металлов при помощи сварки используется человечеством уже много десятилетий. Первые наработки по соединению металлических заготовок под воздействием высоких температур появились еще в начале двадцатого века. Первым шаги в этом направлении сделал американский инженер Чарльз Л. Коффин. Изначально оборудование было простым. Оно не могло использоваться в промышленности или для соединения сплавов.
Неплавящийся электрод и защитная среда для сварочных работ начали использоваться в середине сороковых годов 20 столетия. Технология позволяла соединять новые материалы – алюминий, никель и магний. Метод сразу стал востребованным в производстве самолетов, а позже – и в ракетостроении. Со временем технологий нашла свое применения практически во всех отраслях промышленного производства.
Преимущества и недостатки
Любой технологический процесс имеет как преимущества, так и недостатки. Наиболее важные достоинства технологии TIG:
- При сваривании используется защитный газ, что дает возможность сформировать качественный и красивый сварной шов. В расплаве нет трещин, пор или пустот. Аргон предотвращает образование на поверхности расплавленного металла оксидной пленки, которая обязательно бы образовалась в результате взаимодействия горячего металла и кислорода.
- Полностью исключить внутреннее напряжение не удалось, но оно столь незначительно, что не провоцирует деформирование металла.
- Во время работы расплав металла не разбрызгивается, минимальное образование искр.
- После завершения сварочных работ не требуется дополнительная обработка свариваемых заготовок.
- При помощи ТИГ-сварки можно соединять большинство металлов и сплавов.
- Оборудование характеризуется простотой использования. Достаточно нескольких уроков, чтобы научиться самостоятельно формировать качественные и эстетические швы.
Наряду с достоинствами есть и недостатки:
- Если сварочные работы ведутся на открытой площадке, то необходимо защитить рабочее место от ветра. В противном случае инертный газ будет выдуваться из рабочей зоны, а качество соединения от этого сильно пострадает.
- Соединяемые поверхности нуждаются в тщательной предварительной подготовке.
- Горелку нельзя держать под острым углом относительно рабочей поверхности из-за осложнения рабочего процесса.
- Дугу следует перемещать равномерно. Если на каком-либо месте ее задержать, то образуется отметина, которую придется чистить.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Применение
Технология ТИГ универсальная и позволяет соединять различные металлы, а также их сплавы. Это обуславливает широкое ее применение. Основные сферы использования метода:
- автомобилестроение;
- изготовление деталей для различных отраслей промышленности;
- космонавтика;
- кораблестроение;
- авиация;
- производство инструментов для медицины;
- изготовление электроинструмента;
- строительство и многие другие.
Востребованы аппараты TIG и в частном секторе и малом бизнесе. Особенно часто они используются в ремонте автомобилей, в частности, для восстановления кузовов авто или починки радиаторов.
Предназначение технологии
Так как ТИГ-сварка позволяет соединять заготовки не только из стали и меди, но и из других металлов, ее применяют в следующих отраслях промышленности:
- автомобилестроении, производстве компонентов промышленного оборудования;
- судо- и авиастроении;
- космической промышленности;
- изготовлении медицинского оборудования;
- производстве электрических инструментов.
Тигельную сварку нередко применяют в бытовых условиях.
С помощью аппарата с электродами из вольфрама можно варить элементы кузова машины, радиаторы отопления, металлические водопроводные трубы.
Режимы работы
Работает установка от однополярного или переменного источника питания. Изменение режимов позволяет выбрать оптимальный вариант для конкретного вида сплава или металла.
Постоянный ток
К минусовой клемме подсоединяется электрод, а плюс идет к рабочей поверхности. Подключение к источнику постоянного тока предоставляет определенные преимущества:
- Возрастает экономичность применения сварочного оборудования.
- Деталь можно прогревать на большую глубину. В результате соединение может быть очень узким, но прочным из-за большой глубины проваривания деталей.
- Скорость сварочного процесса заметно возрастает.
В режиме постоянного тока проще всего варить заготовки из легированной и нержавеющей стали.
Переменный ток
Минус и плюс во время работы меняются в произвольном порядке. При подключении в режиме обратной полярности поверхность заготовок эффективно очищается от оксидной пленки.
Технология варки и параметры TIG
Для соединения металлических деталей аргонодуговым методом выполняют следующие действия:
- Очищают края заготовок от грязи, обезжиривают. Даже если детали выглядят чистыми, пропускать этот этап не стоит.
- Устанавливают силу тока. От этого параметра зависит качество сварного соединения. Существуют специальные таблицы, помогающие правильно выбрать силу тока.
- Задают полярность. При работе с постоянным током выбирают прямой вариант. Обратная полярность используется при сварке с переменным электричеством.
- Затачивают и полируют конец электрода. При соединении тонких металлических изделий выбирают специальные стержни. Их доводят до остроты. При соединении толстых элементов угол заточки меняют.
- Для возбуждения электрической дуги проводят стержнем по металлической поверхности. Можно активировать опцию TIG Lift, ускоряющую этот процесс. Иногда переводят инвертор в режим бесконтактного поджига. Последний метод доступен пользователям дорогостоящего оборудования, для которых он предпочтительнее.
Оборудование
Для того, чтобы выполнить сварочные работы при помощи неплавящегося электрода в защитной среде, достаточно иметь обыкновенный недорогой инвертор с горелкой, предназначенной для подачи газа. Тем не менее, на рынке существует специальное оборудование:
- TIG-инвертор. Отличается от обычного тем, что имеет встроенный блок, вырабатывающий прямой или переменный ток в зависимости от режима работы. Тем самым функционал аппарата значительно увеличивается. Можно работать с черными металлами, сплавами алюминия и других материалов.
- Выпрямители. Принцип работы основан на преобразовании переменного тока в постоянный. Относится к категории профессионального оборудования.
Выбор установки и расходных материалов напрямую зависит от того, с какими материалами нужно работать.
Сборка сварочного аппарата
После приобретения сварочного аппарата необходимо правильно смонтировать все узлы и комплектующие. Последовательность выполнения работы:
- Осциллятор соединяется с инвертором.
- Прикрепить провод массы к положительной клемме.
- К отрицательной подсоединяется магистраль с держателем.
- Горелка подсоединяется к рукаву для подачи инертного газа.
- На баллон с аргоном прикручивается редуктор.
- Подающий газ рукав фиксируется на редукторе.
На заключительном этапе подготовки инвертор подключается к сети энергоснабжения с питанием 220 вольт. Осциллятор подсоединяется к источнику тока напряжением 6 вольт.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Техника сваривания
Перед началом любого сварочного процесса необходимо подготовить оборудование. Для настройки аппарата специалисту нужно выполнить несколько манипуляций:
- В предварительной подготовке нуждаются вольфрамовые электроды. Конец рабочего стержня затачивается надфилем.
- После подготовки неплавящийся электрод устанавливается в горелку. Он удерживается цанговым зажимом.
- Открывается подача инертного газа – откручивается вентиль на редукторе баллона с аргоном. Сразу необходимо установить достаточный объем подачи газа. Оптимальный показатель расхода составляет 13 литров за минуту.
- Масса подсоединяется в рабочей поверхности или непосредственно к столу, на котором свариваются заготовки.
- Включается осциллятор, а горелка подносится к поверхности заготовок.
- Далее следует нажать на кнопку включения, что вызывает появление искры. В это же время открывается подача защитного газа.
Электрод от рабочей поверхности следует удерживать на расстоянии приблизительно 3 мм от рабочей поверхности. Если расстояние увеличить, то ширина шва будет возрастать, а глубина проваривания, наоборот, уменьшаться. Край электрода можно вести по-разному. В работе с тонкими листами необходимо отдать предпочтение колебательным движениям слева-направо, чтобы избежать прогорания стенок. При формировании корневого шва электрод ведется ровно. При соединении угловых стыков электрод удерживается в положении 45 градусов относительно основной рабочей поверхности.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Маркировка TIG-сварки
Маркировка латинскими буквами
Название сварки в разных странах отличается. Поэтому важно знать маркировки, а также их значения, чтобы не ошибиться с выбором оборудования. К примеру, во всех англоязычных странах аргонодуговые сварочные инверторы маркируются аббревиатурой «TIG». Расшифровывается она как «Tungsten Inert Gas», что переводится как «сварка вольфрамовым электродом в газовой среде». Именно данная маркировка наиболее часто встречается в Европе и Азии.
На немецком данный тип сваривания металла называется «Wolfram Inert Gas». Поэтому оборудование маркируется соответствующими обозначениями – «WIG». В США для этого применяется аббревиатура GTAW – Gas Tungsten Arc Welding.
Маркировка на территории РФ
Аргонная сварка с использованием неплавящихся электродов и защитных газов обозначается ИН и ИНп. Первая аббревиатура применяется в случаях выполнения работ не плавящимся электродом в защитной среде. В случаях, когда применяются присадочные материалы, то дополнительно указывается литера «п».
«Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
Верным принято считать написание без дефиса. Согласно положений ГОСТа существует понятие только аргонодуговой сварки. Применение дефиса внутри словосочетания считается ошибочным.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Мифы о TIG-сварке
Сварочные процессы в аргонодуговой среде породили ряд слухов, часть из которых далеко от действительности. Необходимо иметь ввиду, что любой сварочный процесс является вредным для людей видом деятельности. Тем более, если приходится работать с инертными газами. Поэтому требованиями техники безопасности предусмотрены процедуры, призванные защитить специалиста. Если не соблюдать их, то высока вероятность причинения ущерба здоровью сварщика.
Губителен ли аргон для сварщика?
Если ознакомиться с курсом химии, то несложно выяснить, что аргон является распространенным в атмосфере газом и по количеству в атмосфере занимает третье место после азота и кислорода. Он не имеет запаха и вкуса, поэтому сложно диагностируется. Газ не токсичен и не относится к числу взрывоопасных.
По весу аргон тяжелее атмосферного воздуха в 1,4 раза, поэтому легко вытесняет кислород из сварочной зоны. Тем не менее полностью назвать этот газ безопасным нельзя. При попадании в дыхательные пути аргон в большом количестве способен вызвать головокружение и даже потерю сознания.
Правила безопасности при работе с инертным газом:
- При работе в помещении нужно устанавливать напольные вытяжные устройства. Как минимум, следует располагаться на расстоянии не менее 20-30 см от уровня пола. в этом случае аргон будет уходить вниз и выводиться из помещения естественным путем.
- При формировании потолочных или вертикальных швов используются средства индивидуальной защиты. Вполне достаточно шлангового противогаза для подачи чистого атмосферного воздуха.
- Во время работы в помещениях необходимо контролировать уровень кислорода. Если показания измерительных приборов опустились ниже уровня 20% кислорода в атмосфере, то работы нужно приостановить, а помещение проветрить.
Аргонодуговая сварка понижает мужское здоровье
Это миф, широко распространенный среди любителей и начинающих сварщиков. Он порожден неосведомленностью в области технологии сварочного процесса в защитной среде. Основной причиной появления мифа стало применение в работе слабого радиоактивного металла, каким является оксид тория. Используется он в процессе заточки вольфрамового электрода. Но его уровень радиоактивности существенно ниже допустимых норм. Поэтому воздействовать разрушающе на организм человека он не может в принципе.
Чтобы не иметь никаких оснований для беспокойства и быть уверенным в безопасности при выполнении сварочных работ, следует придерживаться простых правил безопасности. А именно:
- надевать респиратор;
- работать с активной вытяжкой;
- хранить не больше 3 кг ториево-вольфрамовых электродов в одном месте.
Вольфрамовая пыль состоит из очень мелких частиц, которые, попадая внутрь, раздражают стенки дыхательных путей. Радикального влияния на здоровье они не оказывают, но лучше полностью обезопасить себя, одев респиратор.
TIG-сварка «капризна» в работе
Большинство реализуемых на отечественном рынке аппаратов имеют множество разнообразных настроек и регулировок. Больше, чем установки для ручной дуговой сварки (ММА) или полуавтоматы (MAG). По этой причине сварщика для работы на ТИГ-устройствах предварительно нужно пройти специальную подготовку. Это должен быть или опытный специалист высшего разряда или же сварщик, имеющий соответствующую специализацию. Важно, чтобы работник смог правильно настроить установку, использовать все ее возможности и сформировать прочное, эстетичное и долговечное соединение.
Для сварочного процесса каждый работник должен:
- Выбрать оптимальный сварочный ток.
- Установить оптимальные настройки для выполнения конкретной работы.
- Правильно выбрать диаметр электрода в зависимости от тока и материала.
- Подобрать присадочный пруток, максимально соответствующий металлу или его сплаву.
- Определить с выбором инертного газа. В сварочных работах может применяться чистый гелий или же его смеси.
При условии соблюдения всех этапов и требований, специалист сможет соединить металлические заготовки любого размера или состава. Аргоновая сварка по праву считается универсальной. Используется она нечасто в силу большой материалоемкости процесса.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Автоматическая сварка проводится без участия сварщика. Её могут выполнять сварочные машины различной сложности. От того, насколько качественная эта машина, зависит сложность фигурации шва, который ей будет «по зубам». Самая простая конфигурация шва характерна для сваривания труб. Здесь в основном и «трудятся» сварочные автоматы. Самую высокую производительность труда они показывают на монтаже трубопроводов различных диаметров, вплоть до прокладки газопроводов по дну моря.
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Достоверные факты
TIG-инвертор оснащен большим количеством настроек
Оборудование дает возможность качественно соединять большой ассортимент стали – низко-, средне- и высоколегированной. Каждый материал обладает определенными физико-химическими особенностями, что обуславливает необходимость индивидуального подхода при сварке. На выбор параметров также влияет толщина материала и целый ряд других факторов. Важно выбрать оптимальные настройки, а именно эту возможность предоставляет рассматриваемое оборудование.
Газопроводящие магистрали должны быть целыми
Для создания качественного и красивого сварного шва требуется постоянное давление инертного газа. Помимо этого, целая магистраль исключает утечку дорогостоящего расходного материала. Нужно учесть и тот факт, что утечка инертного газа может спровоцировать нештатную ситуацию на рабочем месте.
Прототипом TIG-инвертора послужила вольфрамовая нить
Американский ученый Ирвинг Ленгмюр в 1916 году опытным путем установил, что вольфрамовая нить лучше проводит заряд, если ее поверхность покрыта оксидом тория. Именно это открытие стало основой для создания в будущем вольфрамовых электродов. Они успешно применяются в аргонодуговой сварке и по сегодняшний день.