Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
- · очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
- · тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т.п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
- · изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры; определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь; за базы удобно также принимать приливы, бобышки, платики.
Этап 5. Снятие фасок
Снятие фаски необходимо, если кромку детали нужно подготовить для крепкого и надежного соединения, например для сварки
Фаска – это скос торца детали. Нарезается двумя способами:
- Термическим. С помощью газовых или плазменных резаков. Фаска получается чистой и ровной.
- Механическим. Фаску снимают кромкофрезерными машинами или фаскоснимателями.
Первый способ быстрый и недорогой, но при обработке фасок металл нагревается, что может привести к его деформации и разрушению структуры. Второй способ не оказывает на металл температурного воздействия, однако механическое снятие фаски – более трудоемкий и долгий процесс.
Приспособления для разметки
Исходя из сложностей выполнения пространственной разметки, разработано множество инструментов и приспособлений для ее нанесения. Причем большая часть такого инструмента подходит для нанесения и плоскостной разметки.
Среди наиболее распространенных приспособлений для пространственной разметки выделяют:
- Чертилка – наиболее простой и универсальный инструмент, который не требует особой подготовки и позволяет наносить разметку в полевых условиях. Чаще всего, она представляет собой металлический стержень, один конец которого заострен. Обычно для их изготовления применятся углеродистые стали различных марок. Заострятся может как один конец, так и два, в зависимости от предназначения инструмента. Их длина обычно составляет около 10 см. Часто для того, чтобы конец не тупился, его могут дополнительно закалять. Используют чертилки обычно с линейками или шаблонами.
- Рейсмас – в основу рейсмаса взята чертика, но он имеет более сложную конструкцию, так как применяется для нанесения штрихов на вертикальной поверхности. Он обычно состоит из вертикальной стойки, с нанесенной метрической разметкой, и параллельной стойки с закрепленной чертилкой. Такой инструмент применяется при необходимости нанесения высокоточной разметки.
- Циркуль – незаменимый инструмент, необходимый для начертания окружностей, дуг, а также деления отрезков на отдельные равные части. Бывает двух видов: простой и пружинный. Простой позволят фиксировать ножки в определенном положении, отмеряя и выделяя отрезки нужной длины. Пружинный циркуль менее распространенный, но более точный. Также выделить такую разновидность как разметочный штангенциркуль.
- Кернер – слесарный инструмент в виде стержня. Он применяется для нанесения керновых углублений, необходимых для деления окружностей на равные части. Одна его сторона заострена, именное ей проделываются отверстие, а другая плоская, по которой выполняется удар молотком. Полученное отверстие делает работу со сверлом проще, оно не скользит и находиться точно в центре.
Кернер обычно изготавливается из частично закаленной высокопрочной стали. Закалки подвергается заостренный стержень. Такой инструмент обычно имеет размер от 10 до 18 см.
Для проделывания отверстия не нужно наносить удар молотком. Наиболее распространенным из таких является электрический. В его основе установлена катушка со стержнем внутри. При нажатии на острие, происходит замыкание цепи, в катушке возникает магнитное поле, под воздействием которых стержень ударяет по поверхности, создавая углубление.
- Разметочная плита – чугунная поверхность, на которой устанавливаются детали и инструменты для разметки. Она не должна терять форму, прогибаться и наклоняться в процессе работы. На плите могут проделываться канавки, образующие равные квадраты. Такие канавки упрощают установку инструментов. Может производиться вместе с подставкой или устанавливаться на рабочем столе.
- Призма – представляет собой подставка с призматической выемкой. Она состоит из двух щечек, в форме призмы, между которыми устанавливается заготовка. Может устанавливается на винтовую опору. С ее помощью можно регулируется положение щечек, увеличивая или уменьшая расстояние между ними.
- Угольник с полкой – чаще всего применяется для плоскостной разметки, но также может применяться и пространственной. Он используется в случаях, когда есть необходимость выверенного расположения заготовки в разметочном приспособлении.
- Разметочные клинья – используются для регулировки высоты установки объекта с минимальными отклонениями.
- Домкраты – являются аналогами клиньев, и также позволяют точно регулировать высоту. Домкрат необходимо использовать в тех случаях, когда работа связанна с массивными заготовками.
Как дополнительное приспособление для разметочных работ применяется краска. Ее покрывается поверхность, чтобы разметочные штрихи были хорошо видны. Она подбирается таким образом, чтобы хорошо контрастировала с естественной поверхностью, даже при тусклом освещении.
Разметочные приспособления
Одна из разниводностей приспособлений для разметки деталей — чертилки. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Рейсмасы рассчитаны на нанесение параллельных линий и проверку установки заготовки при пространственной разметки. Это приспособление представлено установленной на стойке с основанием чертилкой. Последнюю возможно расположить на стойке любым образом. Для точных работ служит штангенрейсмас со шкалой. Для обычных вариантов применяют масштабные линейки либо концевые меры длины для повышения точности.
Разметочные циркули рассчитаны на перенос на заготовку линейных размеров, создание окружностей для изогнутых деталей вроде гребных винтов, деление углов и отрезков, измерение. Данные изделия, применяемые при разметке, представлены в обычном и пружинном вариантах. Первые имеют возможность фиксации ножек на размер, а вторые позволяют осуществить точную установку. В любом случае они оснащены дугой и винтом для фиксации ножек. Последние заострены и соприкасаются концами, а иглы закалены на протяжении 15-25 мм. Как и чертилки, циркули представляют инструменты для плоскостной разметки.
На особо точную разметку и нанесение больших окружностей рассчитан разметочный штангенциркуль. От обычного он отличается наличием микрометрического винта. Включает штангу-линейку с двумя ножками, снабженными закаленными сменными иглами. Подвижная ножка оснащена нониусом, а ее игла перемещается по шкале, обеспечивая возможность нанесения окружностей в различных вертикальных плоскостях.
Выше были рассмотрены инструменты для разметки металла.
Отволока рассчитана на разметку деревянных деталей путем нанесения отметок на их края. Представлена деревянным бруском 40х5 см. На одном его конце размером в 1/5 часть установлена подвижная чертилка в виде иглы, острого штыря или гвоздя. Оставшаяся часть бруска имеет меньшую на 5-7 мм толщину.
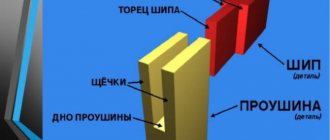
Скоба рассчитана на разметку при создании проушин и шипов. Это деревянный брусок с выборкой в 1/4 на расстоянии в 1/3 от края с гвоздями, расположенными на взаимном удалении, равном толщине проушин либо шипов.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Этап 6. Рубка
Рубка – черновой этап для подготовки детали к обработке
Данный процесс применяют для слесарных работ, где не требуется точность обработки, например для срубания выступов, пазов или грубого выравнивания. Рубку металла выполняют с помощью зубила из инструментальной стали, крейцмейселя для нанесения зарубок и ручного или пневматического молотка.
Деталь зажимают в тисках так, чтобы линия рубки проходила вровень с зажимными губками. Зубило наклоняют под углом 30–35° и ударяют по нему молотком. Если необходимо срубить толстый слой металла, рубку проводят в несколько проходов.
Если обрабатываемая деталь медная или алюминиевая, на лезвие зубила наносят мыльную воду или масло. Такие хрупкие металлы, как чугун, бронза, выкрашиваются при рубке, поэтому сначала на ребра детали наносят фаски, облегчающие проход зубила.
Пространственная разметка
Пространственная разметка при помощи шаблонов повышает точность, производительность труда и значительно упрощает работу разметчика.
Пространственная разметка – это разметка поверхностей заготовки ( детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
Пространственная разметка имеет существенное отличие от плоскостной.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
Пространственная разметка имеет существенное отличие от плоскостной.
Пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что токарю приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой.
Пространственная разметка – это разметка поверхностей заготовки ( рис. 174, б), расположенных в различных плоскостях и под различными углами друг к другу.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
Пространственная разметка намного сложнее плоскостной.
Пространственная разметка – наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
Пространственная разметка намного сложнее плоскостной.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в различных плоскостях и под различными углами друг к другу, увязываются между собой.
Пространственная разметка производится на нескольких смежных плоскостях, наклоненных под различными углами друг к другу.
Пространственная разметка требует более сложных инструментов и приспособлений и сопровождается более сложными приемами, чем плоскостная.
Пространственная разметка
Пространственная разметка – это разметка поверхностей заготовки ( детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в Том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
| Пространственная разметка ( размечена заготовка углового рычага. |
Пространственная разметка ( рис. 22) – это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу ( см. гл.
Пространственная разметка – это разметка поверхностей заготовки ( рис. 174, б), расположенных в различных плоскостях и под различными углами друг к другу.
Пространственная разметка применяется для графических построений, осуществляемых на поверхности объемных заготовок, расположенных в разных плоскостях под различными углами друг к другу. При пространственной разметке приходится не только размечать отдельные элементы на одной поверхности ( стороне) детали, а увязывать разметку этих поверхностей ( плоскостей, осей отверстий их соосности, углов наклона между собой.
Пространственная разметка применяется для графических построений, осуществляемых при помощи пространственных кинематических цепей.
Пространственную разметку иногда называют объемной.
| Схема разметки на полу поковки колонны пресса. |
Ошибки пространственной разметки вызываются одновременным действием следующих причин: погрешностью угловой установки размечаемой установки; погрешностью установки рейсмаса по высоте и его отклонениями при перемещении по разметочной плите; применением несовершенных методов разметки; неточностью геометрических построений; неточностью разметочных инструментов и приспособлений.
Приемы пространственной разметки существенно отличаются от приемов плоскостной разметки. Особенность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности заготовки, расположенные в различных плоскостях и под разными углами одна к другой, а увязывать разметку этих поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите. Установив соответствующим образом деталь на плиту и связывая разметку каждой плоскости детали с общей плоскостью разметочной плиты, тем самым увязывают разметку отдельных плоскостей между собой.
| Приспособления, применяемые для установки и закрепления заготовок на разметочной плите. а – призмы. б – угольник ] в – разметочный ящивд г – кли. вовидные подкладки. д – домкратикв. |
Для пространственной разметки применяют следующие инструменты: измерительную металлическую линейку, вертикальную измерительную линейку с подставкой, проверочные и разметочные угольники, чертилку, рейсмас, штангенрейсмас, циркуль, кернеры и молоток. Эти инструменты описаны в гл.
Отличие пространственной разметки от плоскостной состоит в том, что разметка отдельных поверхностей заготовок увязывается с ранее размеченными поверхностями посредством ориентировки разметочного инструмента и заготовки друг относительно друга при помощи разметочной плиты.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пространственная разметка инструменты и приспособления
Рубрики
При необходимости кернения центровых отверстий на торцах валов удобно пользоваться специальным приспособлением для кернения — колоколом (рис. 2.6, о). Это приспособление позволяет наносить кер- новые углубления на центрах торцевых поверхностей валов без их предварительной разметки.
Для этих же целей можно использовать угольник-центроискатель (рис. 2.6, б, в), состоящий из угольника 1 с прикрепленной к нему линейкой 2, кромка которой делит прямой угол пополам. Для определения центра инструмент укладывают на торец детали так, чтобы внутренние полки угольника касались ее цилиндрической поверхности и проводят чертилкой линию вдоль линейки. Затем центроискатель поворачивают на произвольный угол и проводят вторую риску. Пересечение нанесенных на торец детали линий определит положение ее центра.
Контрольно-измерительные и разметочные инструменты
Для выполнения разметки и контроля точности обработки заготовок и деталей применяют различные инструменты, приборы и приспособления. Под точностью обработки понимают соответствие формы и размеров изготовления детали требованиям чертежа и технических условий.
Правильная разметка обеспечивает необходимую точность обработки заготовок и деталей и экономное использование материалов. Линейные размеры измеряют рулеткой, метр-рулеткой, складным метром и разными линейками с миллиметровыми, сантиметровыми, дециметровыми и метровыми делениями.
Угольник служит для проверки и откладывания прямого угла (90°) при разметке и обработке материалов и заготовок. Ерунок предназначен для разметки и контроля углов 45° и 135°. Он состоит из основания, к которому жестко прикреплена деревянная или металлическая линейна под углом 45°.
Малка служит для измерений по образцу и перенесения их на заготовки при разметке. Она имеет шарнирно-соединенное между собой основание и линейку. Малка бывает деревянной и металлической.
Циркулем переносят заданные размеры и описывают окружности при их разметке. Нутромером измеряют внутренний диаметр круглого отверстия. Наружный диаметр круглой детали определяют с помощью кронциркуля и штангенциркуля, которые служат для измерения малых линейных размеров деталей и элементов их соединений. Используют штангенциркуль с двусторонним расположением губок для наружных и внутренних измерений (ширины и толщины деталей, толщины щитов и гребней, ширины проушин) и линейкой для определения глубины гнезд, пазов и отверстий. Штангенциркуль — раздвижной металлический инструмент, который имеет штангу с основной шкалой, рамку с зажимным винтом и дополнительной шкалой (кониусом) и линейку глубины. Рамка может передвигаться вдоль штанги в зависимости от величины определяемого размера. При измерении сначала отсчитывают целые миллиметры, которые прошли по штанге крайняя левая черта кониуса, а затем — десятые доли миллиметра по полному совпадению деления кониуса с любым делением штанги. Штангенциркуль может быть с точностью измерения от 0,1 до 0,05 мм.
Уровень служит для проверки горизонтальности и вертикальности поверхностей столярно-плотничных изделий и конструкций (оконных и дверных блоков, балок и лаг, полов, стоек). Он имеет деревянный или металлический брусок, в котором помещена дугообразная стеклянная трубка со спиртом и воздушным пузырьком. При совпадении кромки бруска уровня с горизонтальным или вертикальным положением проверяемых элементов воздушный пузырек расположится между двумя отметками на трубке. Скобой размечают шипы и проушины. Она имеет деревянный брусок с поперечной четвертью на одном конце.
Рейсмус служит для нанесения разметочных рисок, параллельных одной из поверхностей размечаемой заготовки и друг другу.
Отвес — применяют для проверки вертикальности установки столярно-плотничных изделий и конструкций. Он состоит из шнура с привязанным к нему цилиндрическим металлическим остроконечным внизу грузом.
Микрометр с ценой деления шкалы 0,01 мм снабжен скобой с измерительной пяткой, с микрометрическим винтом и барабаном. Торцевая поверхность винта, обращенная к пятке, является измерительной. Трещетка предназначена для достижения постоянного измерительного усилия. Сотые доли миллиметра отсчитывают по круговой шкале барабана. Указателем является продольный, проведенный на стебле.
Угломер используют для измерения величины углов наклона двух смежных поверхностей. Угломеры бывают с кониусом и оптические. Угломер с кониусом позволяет определить углы наружные от 0 до 180° и внутренние от 40 до 180° с погрешностью не более ±5°. Для измерения угловых параметров режущей части инструментов применяют оптические угломеры. Они снабжены лупой, это обеспечивает отсчет величин углов с погрешностью не более 10″ (угловых секунд).
Микрометр
Мерительный инструмент этого типа предназначается для того, чтобы производить достаточно точные измерения малых линейных размеров. Максимальный предел измерений современных микрометров достигает 600 миллиметров, а точность – 0,01 миллиметра.
Микрометры (как, впрочем, и все микрометрические инструменты) оборудованы специальными отсчетными узлами, устроенными на основе винтовой пары, имеющей шаг резьбы 0,5 миллиметра. С ее помощью осуществляется преобразование продольного перемещения мерительного винта в перемещения окружные, совершаемые шкалой барабана. Именно на основании угла его поворота и определяется значение измеряемого размера.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
- · очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
- · тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т.п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
- · изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры; определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь; за базы удобно также принимать приливы, бобышки, платики.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Какие инструменты используют, как дополнительные для разметки, и как они называются
Технологий обработки и моделей конечных изделий бесконечное множество. Поэтому часто применяются нестандартные решения, удобные для определенных операций. Как в металлообработке, так и при изготовлении товаров из дерева, пластика, камня и т.д. широкое распространение получило использование лекал. Линия со сложной конфигурацией получается путем очерчивания специального образца.
Перед формированием нескольких радиусов желательно сделать точку приложения. Это исполняется кернением. Устройство чем-то напоминает зубило, но с острой конусной рабочей поверхностью, выполненной из твердого сплава.
Маркировка и нанесение устойчивых знаков на металл производится с помощью электрического гравера. Это по сути микросварочный аппарат. За счет электродуги образуется очень четкий локальный след. Им можно чертить и писать, как карандашом.
§ 11. Общие понятия
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.
Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке.
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Может быть и наоборот, неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой размечаемой поверхности.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в индивидуальном и мелкосерийном производствах. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений – кондукторов, упоров и т. п.
Виды разметки разделяют на три основные группы: машиностроительная, строительная, котельная и судовая. Разметка машиностроительная является самой распространенной операцией слесарной обработки. Котельная и судовая разметка имеют некоторые особенности, и им посвящена специальная литература.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его не прямолинейны. При плоскостной разметке нельзя нанести горизонтальные риски на боковую поверхность цилиндра, перпендикулярные его оси, так как к ней нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
подробно на сайте globalcolors.ru производство мастербатчей . СМС уведомления в Ижевске – у нас на сайте . резка труб под углом mnitek.ru/rezka-trub-i-profilya-pod-uglom/
Читать реферат по всему другому: «Разметка в слесарном деле» Страница 1
(Назад)
Функция «чтения» служит для ознакомления с работой. Разметка, таблицы и картинки документа могут отображаться неверно или не в полном объёме! “Разметка в слесарном деле”Содержание
§ 1. Назначение и технические требования разметки
§ 2. Геометрические построения при выполнении разметки § 3. Инструмент, приспособления и приемы разметки
§ 1. Назначение и технические требования разметки
Разметкой называется операция нанесения на обрабатываемую поверхность детали или заготовки разметочных рисок, определяющих контуры профиля детали и места, подлежащие обработке. Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Зависимости от формы размечаемых заготовках для деталей разметка делиться на плоскостную и пространственную (объёмную).
Плоскостная разметка выполняется на поверхности плоских деталей, на поверхности плоских деталей на полосовом или столовым материале и заключается в нанесение на заготовку контурных и параллельных перпендикулярных линий, окружностей, дуг, геометрических фигур по зональным размерам или контуров различных отверстий.
Пространственная разметка выполняется. Для разметки отдельных пространственных деталей расположенных под различными углами друг к другу в различных плоскостях и увязывают разметку этих отдельных поверхностей между собой.
Приспособления для плоскостной разметке – это разметочные плиты, подкладки, поворотные устройства, домкраты. Инструменты для пространственной разметки чертилка, фермеры, циркули, разметочный штанге – циркуль, линейка, угольники.
Перед разметкой нужно выполнить следующее очистить заготовку от грязи, следов коррозии, тщательно осмотреть заготовку на выявление раковин и трещин. Изучить чертёж и мысленно разместить план разметки, определить базы (поверхность) заготовки от которых следует откладывать размеры готовить поверхности к окрашиванию. Для окрашивания используют различные составы мел разведённый в воде, раствор медного купороса (CuSO4), спиртовой лак, и быстро сохнущие лаки, краски.
Для экономии времени простые заготовки часто обрабатывают без предварительной разметки. Например, чтобы слесарю-инструментальщику изготовить обыкновенную шпонку с плоскими торцами, достаточно отрубить кусок квадратной стали из прутка определенного размера, а затем опилить по размерам, указанным на чертеже.
Заготовки поступают на обработку в виде отливок (получают из металла, заливаемого в предварительно подготовленные формы — земляные, металлические и т. п.), поковок (получают ковкой или штамповкой), либо в виде прокатного материала — листов, прутков и т. д. (получают путем пропуска металла между вращающимися в разные стороны валиками, имеющими профиль, соответствующий получаемому прокату).
При обработке с поверхности заготовки удаляется определенный слой металла (припуск), в результате чего уменьшаются ее размеры и масса. При изготовлении детали на заготовке откладывают точно по чертежу ее размеры и отмечают их линиями (рисками), обозначающими границы обработки, до которых следует снимать слой металла.
Разметка применяется преимущественно в единичном и мелкосерийном производствах.
На заводах крупносерийного и. массового производства надобность в разметке отпадает вследствие использования специальных приспособлений-кондукторов, упоров и т. п. Применяют три основные группы разметки:
Общие понятия
Разметкой
называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке её можно повысить до сотых долей миллиметра.
Плоскостная разметка
, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машиностроении; по приёмам она существенно отличается от плоскостной.
Приемы разметки
Разметку выполняют на верстаке, рабочем столе или непосредственно на строительной площадке. Разметочные линии проводят карандашом или отбивкой намеленным шнуром, а риски — шилом, чертилкой, специальным косым ножом или широкой стамеской. Твердые карандаши используют для разметки древесины твердолиственных пород. При разметке нестроганых пиломатериалов лучше применять столярный или плотничный карандаш, у которого толстый сердечник, а его поперечное сечение имеет эллиптическую форму. Не следует применять химические карандаши, которые оставляют на древесине трудно стираемые следы. При проведении разметочной линии фаску карандаша необходимо прижимать к кромке направляющего инструмента (линейки, угольника, шаблона).
Для разметки окружности ножки циркуля с помощью линейки или штангенциркуля раздвигают на размер радиуса окружности. Находят и размечают центр окружности путем проведения двух взаимно перпендикулярных линий. Поставив одну ножку циркуля в центр окружности, вращением другой ножки проводят риску заданной окружности.
При выполнении плотничных работ разметочные линии наносят отбивкой по поверхности материала натянутым шнуром, натертым мелом или древесным углем. Для проведения нескольких коротких и параллельных друг друга рисок можно использовать скобу.
Разметка требует значительных трудозатрат и более высокой квалификации рабочего, поэтому нужно изготовлять шаблоны и применять разметочные приспособления.
Для разметки используют накладные шаблоны разного назначения. Они могут иметь различные формы, размеры и конструкции (плоские и коробчатые). Шаблоны изготовляют из досок, фанеры, твердых древесноволокнистых плит или из листового металла. Шаблоны должны иметь контуры (или вырезы) по форме размечаемых элементов, соединений деревянных деталей. Шаблон накладывают на размечаемую заготовку, а затем карандашом или чертилкой обводят необходимые контуры.
Разметку следует выполнять правильно и аккуратно. Она должна обеспечивать получение качественных заготовок и деталей требуемых форм и размеров при наименьшей трудоемкости их изготовления. При разметке необходимо предусматривать рациональный расход материалов при минимальном количестве образующихся древесных отходов (обрезков, опилок, стружек), стремиться к получению наибольшего полезного выхода заготовок и деталей из использованного материала.