Жало обычного резистивного паяльника нагревается за счет электрического тока, который протекает через нихромовую спираль, намотанную на капсулу стержня. Недостатки этого процесса: низкий КПД, локальный прогрев, и как результат, большое потребление электроэнергии.
Керамические паяльники более совершенные, но они боятся резких перепадов температур. Совсем по другому принципу работает индукционная паяльная станция. Разогрев жала происходит быстро, а регулировка нагрева максимально простая.
Плюсы и минусы
Основными преимуществами данного типа приборов по сравнению с аналогичным оборудованием с керамическими нагревательными элементами являются:
- Высокая скорость нагрева. Рабочая часть агрегата нагревается до необходимой температуры менее чем за 30 секунд.
- Надежность и долговечность. Этот класс оборудования при правильном использовании имеет срок службы более 10 лет.
- Возможность отрегулировать тонкости нагрева. Паяльник имеет большое количество регулировок, позволяет устанавливать температуру нагрева наконечника с высокой точностью.
- Высокотемпературные компоненты SMD-радио. Они особенно важны для чувствительной настройки режима работы.
- Безопасность. В отличие от аналогичных паяльников такие устройства менее подвержены отказам и не повреждают шнур питания, подключенный к корпусу устройства.
- Удобство. Паяльник имеет удобную форму и небольшой размер, что делает его идеальным для пайки мелких деталей, особенно там, где их трудно достать.
- Более того, такое паяльное устройство имеет очень высокую эффективность, поскольку ферромагнитный слой наконечника используется в качестве нагревательного элемента. Прибор фактически не теряет тепло.
- Дизайн паяльника
К недостаткам данного вида приборов для пайки относят:
- Необходимо отдельно докупать сменные насадки вслучае, если требуется изменить режим пайки.
- Стоимость относительно других паяльников достаточно высока.
Процесс переделки понижающего трансформатора
Выбирая понижающий трансформатор, следует помнить, что его мощность должна быть от 50 до 150 ватт. Меньшая приведет к перегреву и выходу устройства из строя, большая — к неоправданному утяжелению и громоздкости.
Импульсный паяльник на основе трансформатора
Первичную обмотку переделывать не нужно, а вторичную следует удалить, разобрав пластины. Точный расчет вторичной обмотки не требуется, важнее обеспечить максимальное сечение ее провода или шины. Обычно наматывают от двух до шести витков. Сечение должно быть в пределах от 6 до 10 мм2.
Важно! Витки вторичной обмотки не должны касаться друг друга и сердечника трансформатора.
Если вторичная обмотка выполняется медной шиной, ее концы можно оставить подлиннее и использовать в качестве токопроводов, закрепив жало непосредственно к ним. Отсутствие лишних соединений повысит надежность работы и улучшит температурный режим устройства.
После окончания намотки и монтажа обязательно проверьте обмотку тестером на отсутствие замыкания
Импульсный паяльник из понижающего трансформатора
Конструкция
Станция индукционной пайки состоит из следующих компонентов:
- электронный блок с понижающим трансформатором и генератором
- датчиком нагрева, который подключается к устройству с помощью длинного гибкого кабеля и специального разъема.
- Рабочим органом такого устройства является жало, в котором медная проволока намотана вокруг гнезда, куда вставлен хвостовик.
Вам это будет интересно Все об проводах для сварки
Устройство прибора
Принцип действия
В основу работы устройства положен простой физический принцип нагревания проводника при пропускании через него сильного электрического тока.
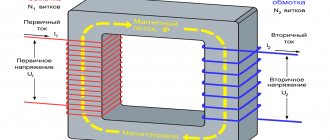
При включении устройства нажатием кнопки кнопкой замыкается входящая цепь блока питания, высокое напряжение преобразуется трансформатором в низкое напряжение на вторичной обмотке, в выходной цепи возникает ток, который быстро нагревает жало. При отпускании кнопки цепь размыкается, ток перестает течь и нагрев прекращается.
Сила тока в рабочей цепи достигает 25-50 ампер при невысоком напряжении около 2 вольт. Вторичная обмотка трансформатора должна быть намотана проводом, должна иметь сечение в несколько раз больше, чем сечение проволоки жала. То же самое касается токопроводящих шин, соединяющих концы жала с вторичной обмоткой. Это предотвратит их перегрев и непроизводительные затраты энергии на их нагревание.
Вместо трансформатора в последнее время все шире стали применяться импульсные источники питания. Они позволяют в несколько раз снизить вес и габариты блока при той же производительности.
Как работает
Основным отличием индукционного паяльника от обычного паяльника является нагревательный элемент или его нет вообще. Инструмент нагревается за счет наличия вихревых токов под воздействием переменного магнитного поля.
Индукционный паяльник имеет катушку, в которую вставлен стержень устройства.
Процесс нагрева индуктора заключается в следующем:
- Генератор подает высокочастотный ток в 36 В на катушку индуктивности через линию питания.
- Ток, протекающий через индуктор, превращается в переменное магнитное поле, силовая линия которого пересекает ось наконечника, расположенного внутри индуктора.
- Магнитное поле, которое взаимодействует с ферромагнитным распылением на наконечнике, заставляет его намагниченность поворачиваться и образовывать вихревое электрическое поле. Этот процесс сопровождается большим выделением тепла и очень быстрым нагревом хвостовика, после чего вся поверхность находится при высокой температуре.
- Регулировка тока (от частоты которого зависит температура наконечника) осуществляется с помощью регулировочного датчика на электронном блоке. В индукционной паяльной станции используются два метода для контроля температуры нагрева паяльника: с помощью датчика температуры, встроенного в наконечник паяльника и сменные картриджи. Пи первом способе термопара в головке паяльника отправляет сигнал электронному блоку, а электронный блок в соответствии с полученными данными производи регулировку температуры. Для второго способа регулировки необходимо иметь дополнительные сменные наконечники.
Важно! Не у всех моделей в комплекте идут сменные наконечники. Поэтому следует заранее позаботиться о том, чтобы их докупить при необходимости.
Принцип действия
Особенности приборов
Среди особенностей индукционных паяльников надо отметить тонкий сменный картридж, от которого во многом зависит температура нагрева жала.
Он представляет собой тонкую трубку, которая в сочетании с легким корпусом прибора дает возможность долгое время просиживать за процессом пайки.
Рука не устает, а значит, не меняется точность подвода жала и припоя, нет подтеков излишков материала, увеличивается скорость проводимых операций. Отсутствует сложная электронная схема, степень нагрева регулируется автоматически.
По всем показателям индукционный паяльник более совершенен, чем традиционные паяльные приборы. Хотя он еще не достаточно широко распространен, такую конструкцию можно отнести к технике нового поколения.
Индукционная паяльная станция своими руками
Изготовление индукционного паяльника своими руками — дело не особенно сложное и затратное. Но оно имеет несколько недостатков. Во-первых, мощность и эффективность данного устройства будут невелики. Во-вторых, прибор не будет иметь большого количества дополнительных функций и регулировок, как это могло быть с заводским вариантом. Поэтому наиболее приемлемым вариантом является покупка дешевого китайского аналога.
Стержень из меди
Если же все-таки имеется желание сделать паяльник самому, то нужно выполнять действия по данному алгоритму:
- подобрать подходящую трубку, которая будет выполнять функции корпуса.
- встроить в нее трубку из металла меньшего диаметра. На нее будет наматываться импровизированная катушка.
Вам это будет интересно Особенности профессии КИПиА
Стержень и корпус
- медной проволокой диаметром около 1 мм сделать примерно 12 витков.
Важно: Витки не должны соприкасаться.
- стержень и катушку покрывают слоем изоляции.
- в трубку встраивают медный прут, который будет выполнять функции жала.
- для питания применяют любой трансформатор, понижающий напряжение.
Вариант самодельного паяльника
Переделка электронного трансформатора
Импульсный источник питания для паяльника берется «как есть» и подвергается минимальным переделкам. Чаще всего применяют импульсный блок питания для галогенных ламп на напряжение 12 вольт и мощностью 60 ватт, но подойдет и любой с близкими параметрами.
Поскольку в современных блоках питания используются неразборные тороидальные трансформаторы, намотанные на ферритовом кольце и прочно закрепленные на плате, то старую вторичную обмотку не удаляют, а просто отключают.
Новую вторичную обмотку делают из всего одного витка медной шины большого сечения, аккуратно просовывая ее в центральное отверстие выходного трансформатора.
Если у нашедшегося под рукой провода или шины сечение недостаточное, то следует сделать две вторичные обмотки из одного витка, подключив их к токопроводам параллельно.
В целом процесс переделки своими руками электронного трансформатора в импульсный паяльник получается проще, чем в случае низкочастотного трансформатора.
Как применять
При пайке различных небольших радиокомпонентов, согласно требованиям нормативных документов, рекомендациям изготовителей электронных компонентов температура на кончике рабочей поверхности не должна превышать 2700С. При использовании новых моделей устройства этот параметр можно установить с помощью регулятора регулировки на электронном блоке устройства. Правильность данной настройки проверяется касанием наконечника устройства наконечником термопары, подключенной к мультиметру. Основными критериями выбора такого сварочного оборудования являются:
- мощность — наиболее удобна и практична модель паяльной станции, мощность которой может регулироваться от 5 до 60 Вт.
- частота тока в индукторе — для радиолюбителей и полупрофессионалов тока с частотой от 400 до 700 кГц будет достаточно. Модели, используемые профессионалами и рабочими, имеют частоту до 13,5 МГц.
- типы управления нагревом — большинство современных устройств могут использовать интеллектуальную технологию нагрева для регулировки температуры нагрева наконечника.
- количество независимых каналов — для возможности подключения к паяльнику горячего пинцета Устройство также должно быть оснащено 2 независимыми каналами.
- размер и вес — для удобства эксплуатации и переноски устройство должно иметь небольшой размер и вес (не более 1 кг)
- также при выборе необходимо учитывать срок гарантии, возможность ремонта и наличие дополнительных компонентов, которые делают процесс пайки более удобным.
Индукционный паяльник — эффективное средство для пайки. Изготавливать такое устройство своими руками не совсем целесообразно. Намного проще купить дешевый китайский аналог, который прослужит дольше и будет иметь большое количество настроек и дополнительных функций.
Выбор подходящей модели
Основным критерием при выборе необходимой модели может служить лишь сфера применения паяльной станции. Если подразумевается использование на производстве или в профессиональных целях, то рекомендуется выбирать приборы с «умным нагревом», хотя и стоят они более 1 тыс. у.е.
Любителям же предпочтительнее использовать системы с цифровым блоком. Их вполне хватит для качественной и удобной работы. Правда, в таких вариантах будет отсутствовать фен, но его можно купить и отдельно. Удобен такой вариант ещё и тем, что нет необходимости каждый раз подбирать наконечник с заданной точкой Кюри, а это сильно упрощает работу.
Идея №2 – Более мощный аппарат
Чтобы сделать мощный индукционный котел своими руками, необходимо всего лишь уметь пользоваться сваркой. На самом деле технология сборки не слишком сложная и с ней сможет справиться любой электрик-самоучка, в чем Вы и убедитесь после прочтения.
Итак, из материалов Вам понадобятся:
- два куска металлической трубы различного диаметра;
- медная эмалированная проволока;
- два переходника под трубы отопления (для подачи и обратки);
- теплоизолирующий кожух;
- трехфазный инвертор.
Чертеж самодельного нагревателя выглядит следующим образом:
Как Вы видите, одну трубу нужно вварить внутрь другой, чтобы получился полый бак в виде цилиндра. Также с помощью сварочного аппарата нужно «врезать» два патрубка в емкость для подачи холодной воды и вывода горячей к отопительной системе.
Далее, как показано на схеме выше, необходимо намотать медный провод на корпус индукционного котла. Намотка, как Вы понимаете, будет служить нагревательным элементом и, контактируя с теплоносителем, будет нагревать его. Поверх созданной конструкции необходимо натянуть теплоизолирующий чехол, после чего открыть подачу воды и испытать систему.
Рекомендуем также просмотреть наглядную видео инструкцию по сборке похожего аппарата в домашних условиях:
Простой и в то же время мощный электрокотел
Ну и напоследок советуем Вам ознакомиться с мастер-классом по изготовлению индукционного котла из плитки:
Как сделать самоделку из плитки
Вот мы и предоставили 2 варианта конструкции самодельного индукционного котла, нагревающего воду за счет воздействия электромагнитного поля. Надеемся, что Вы теперь знаете, как сделать нагреватель из подручных средств дома, т.к. обе технологии были «разжеваны» от А до Я!
Похожие материалы:
- Как сделать электродный котел своими руками
- Как сделать автономное отопление квартиры электричеством
- Как правильно сделать скрутку проводов
Изготовление импульсного микросхемного паяльника
Для изготовления паяльника, которым можно выпаивать и впаивать в печатные платы микросхемы и другие электронные компоненты, отличающиеся особой чувствительностью к перегреву, в конструкцию устройства добавляют специально переделанный резистор, играющий роль защитного устройства. Хорошо подойдет резистор типа МЛТ сопротивлением 8 ом и рассеиваемой мощностью 0,5-2 ватта
Паяльник для микросхем своими руками
Кроме того, потребуется:
- Полоска двухстороннего фольгированного текстолита 10Х30 миллиметров.
- Кусок стальной проволоки толщиной 0,8 мм.
- Медная проволока для жала.
- Корпус шариковой ручки.
- Импульсный блок питания 12-15 вольт 1 ампер.
Последовательность изготовления следующая:
- Снять лакокрасочное покрытие с резистора, нагрев его в муфельной печи или газовой горелкой.
- надфилем или лобзиком отпилить один из выводов .
- просверлить в этом месте отверстие диаметром 1,1 мм, достигнув внутренней полости. Второй вывод следует подключить к источнику питания, он же будет крепить устройство к ручке.
- Расширить отверстие в корпусе сопротивления на конус так, чтобы исключить контакт жала и внутренних стенок резистора, к этому месту надо будет припаять второй провод к блоку питания.
- Стальную проволоку надо согнуть пополам, выгнуть в месте сгиба кольцо по диаметру резистора (должно садиться очень плотно) и загнуть его под прямым углом.
- Кольцо залудить, надеть на резистор и припаять так, чтобы концы стальной проволоки были направлены в одну сторону с оставшимся выводом.
- Из полоски текстолита вырезать плату таким образом, чтобы на широкой части с разных сторон было две контактные площадки для припаивания концов проволоки и второго вывода резистора соответственно, средняя должна плотно входить в корпус ручки, а узкая — иметь контактные площадки для подпайки проводов от блока питания.
- Припаять концы проволоки и вывод сопротивления к плате, с дугой стороны припаять провода от блока питания
- В отверстие резистора плотно вставить кусочек термостойкого изолятора (той же керамики, например), чтобы исключит контакт жала со вторым выводом.
- Вставить медное жало в отверстие. Жалу можно придать любую удобную для пайки форму, изогнуть, сплющить, заточить и т.д.
- Пропустить провода через корпус ручки, вставить в него плату и подсоединить провода к блоку питания.
Устройство паяльника для микросхем
Работа таким импульсным микросхемным паяльником, сделанным своими руками, безопасна для микросхем и не утомляет руку.
Из старого советского резистора
Паяльник из резистора рассчитан на 6–25 В. Наличие диапазона, это плюс: можно использовать разные БП или создать автономный вариант с аккумулятором.
Что понадобится:
- советский проволочный резистор ПЭВ (можно достать в мастерских, на радиорынках, свалках, разборках). Подойдет вариант с керамической изоляцией на 20 Ом и 7 Вт. Возможны и другие параметры. Для расчета резистора (его главный параметр — сопротивление, Ом) есть уравнение U²/P — планируемое напряжение делят на желаемую мощность паяльника;
- текстолит, фанера для держателя;
- два стержня из меди: по полости резистора и тоньше для жала. Их легко можно довести до нужного диаметра напильником;
- колечко (откусить от пружинки), или разрезная шайба (гровер) — это фиксатор;
- обычная шайба и винтик к ней.
Процесс сборки
Порядок действий:
- В торце стержня тонким метчиком делают резьбу (по горизонтали) под винтик.
- На одном конце вырезаем (надфилем и прочее) канавку под фиксатор. На втором — сверлят полость под жало, там же для фиксации жала в медном кожухе желательно сделать отверстие с резьбой (на изображениях не показано) под винтик (по вертикали), которым оно будет зажиматься.
- Элементы собирают.
- Все вставляют в резистор. С его заднего торца такой нагревательный узел фиксируют болтом с шайбой.
- Из текстолита вырезают рукоять: две пластины с отверстиями под скрепляющие их болтики. Предварительно планируют внутри канавки или место для размещения проводков.
- Припаивают жилы блока питания к выводам резистора.
- Собирают ручку. Кабель внутри будет зажат между пластинами, поэтому фиксация надежная.
Сборку облегчит, если на роль кожуха взять не сплошной пруток меди, который нужно высверливать, а трубку, куда проще вставить жало. Медь — мягкий металл, поэтому в описанной детали, если нет метчика, резьбу возможно сделать самим болтиком.
Правила безопасности
Для систем отопления, где используется индукционный нагрев, важно соблюдать несколько правил во избежание утечек, потерь КПД, расходования электроэнергии, несчастных случаев
- В системах индукционного отопления необходимо наличие предохранительного клапана для сброса воды и пара на случай выхода из строя насоса.
- Манометр и УЗО обязательны для безопасной работы отопительной системы, собранной своими руками.
- Наличие заземления и электроизоляции всей системы индукционного отопления предупредит поражение электрическим током.
- Во избежание пагубного воздействия электромагнитного поля на организм человека подобные системы лучше выносить за пределы жилой зоны, где следует соблюдать правила монтажа, согласно которым устройство индукционного нагрева должно размещаться на расстоянии 80 см от горизонтальных (пола и потолка) и 30 см от вертикальных поверхностей.
- Перед включением системы следует обязательно проверять наличие теплоносителя.
- Для предотвращения сбоев в работе электросети рекомендуется подключение котла с индукционным нагревом, выполненного своими руками по предложенным схемам, к отдельной питающей линии, сечение кабеля которой будет составлять не менее 5 мм2. Обычная проводка может не выдержать требуемое энергопотребление.
Ультразвуковая пайка
Ультразвуковая пайка – это технология бесфлюсовой пайки, не требующая никаких химических веществ и использующая энергию ультразвука для спаивания таких материалов, как стекло, керамика, композиционные материалы, а также металлы, с трудом поддающиеся или совсем не поддающиеся пайке с помощью традиционных средств.
Данная технология находит всё большее применение при спаивании между собой металлических и керамических деталей, входящих в конструкцию фотоэлементов солнечных батарей, а также деталей из медицинских сплавов с памятью формы, используемых в специализированных электронных модулях и блоках датчиков.
Ультразвуковая пайка упоминается с 1955 года как метод пайки алюминия и других металлов без использования флюса.
Эта технология существенно отличается от ультразвуковой сварки. В последней энергия ультразвука используется для соединения деталей без добавления каких бы то ни было наполнителей, в то время как в традиционной (и ультразвуковой) пайке для формирования соединения применяется внешний нагрев с целью расплавления металлических наполнителей, то есть припоев. При этом ультразвуковая пайка может выполняться с помощью либо специального паяльника, либо специальной паяльной ванны.
Этот процесс может осуществляться либо автоматически при серийном производстве либо вручную при изготовлении прототипов или проведении ремонтных работ.
Изначально ультразвуковая пайка была предназначена для соединения алюминия и других металлов, однако в наши дни с появлением активных припоев можно спаивать более широкий спектр металлов, керамики и стекла.
В данной технологии применяются либо ультразвуковые паяльники с наконечником диаметром 0,5-10 мм, либо ультразвуковые паяльные ванны. В этих устройствах используются пьезоэлектрические кристаллы для генерирования звуковых волн высокой частоты (20-60 кГц) в слоях расплавленного припоя или в ванне с расплавленным припоем с целью механического разрушения оксидных плёнок, образующихся на поверхностях расплава. При этом наконечники ультразвуковых паяльников одновременно соединены с нагревательным элементом, в то время как пьезоэлектрический кристалл термически изолирован во избежание его разрушения.
Наконечники ультразвуковых паяльников способны нагреваться до 450 °C при механических колебаниях с частотой 20-60 кГц. Такой наконечник способен расплавлять металлические наполнители припоя при возбуждении звуковых колебаний в расплаве припоя. При этом вибрация и кавитация (порообразование) в полученном расплаве позволяют припоям смачивать поверхности многих металлов и сцепляться с ними.
Энергия звуковых волн, вырабатываемая наконечником ультразвукового паяльника или ультразвуковой паяльной ванной, вызывает в расплавленном припое кавитацию, которая механически разрушает оксидные плёнки, расположенные поверх слоёв самого припоя и на соединяемых металлических поверхностях.
Кавитация в ванне расплавленного припоя способна очень эффективно разрушать оксидные плёнки на поверхностях многих металлов, однако она неэффективна при пайке к керамике и стеклу, поскольку последние сами являются оксидами, а также к другим неметаллическим композиционным материалам, которые не могут быть разрушены, так как представляют собой вещество основы. В случае припаивания непосредственно к стеклу и керамике, металлические наполнители для ультразвуковой пайки должны быть легированы активными элементами, такими как индий (In), титан (Ti), гафний (Hf), цирконий (Zr), и редкоземельными элементами (церий/Ce, лантан/La и лютеций/Lu). Припои, легированные этими химическими элементами, называются «активными припоями», поскольку они напрямую воздействуют на стеклянные или керамические поверхности для создания сцепления с ними.
Технология ультразвуковой пайки находит всё большее применение, благодаря её чистоте, отсутствию флюса и сочетаемости с активными припоями, и предназначена для соединения деталей, не допускающих использования агрессивного флюса или состоящих из разнородных материалов (металлов, керамики или стекла).
Для эффективной адгезии к поверхностям должна быть разрушена собственная оксидная плёнка на активном припое, образующаяся при его плавлении, и ультразвуковая вибрация хорошо подходит для этой цели.