Способы обработки наружных конических поверхностей
К
атегория:
Токарное дело
Способы обработки наружных конических поверхностей
Далее: Обработка конических поверхностей при помощи копировальной (конусной) линейки
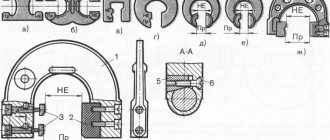
Обработка конических поверхностей широким резцом. Конические поверхности длиной 20—25 мм обрабатывают широким резцом. Для получения необходимого угла применяют установочный шаблон, который прижимают к заготовке, а к его наклонной рабочей поверхности подводят резец, затем шаблон убирают и резец подают к заготовке. Обработка конических поверхностей при повернутых верхних салазках суппорта. Поворотная плита суппорта вместе с верхними салазками может поворачиваться относительно поперечных салазок, для этого освобождают гайки винтов крепления плиты. Контроль угла поворота с точностью до одного градуса осуществляют по делениям поворотной плиты. Поворотную плиту суппорта точно настраивают на требуемый угол поворота при помощи индикатора по предварительно изготовленной детали — эталону. Индикатор закрепляют в резцедержатель, а наконечник индикатора устанавливают точно по центру и подводят к конической поверхности эталона вблизи меньшего сечения, при этом стрелка индикатора ставится на нуль; затем суппорт перемещают так, чтобы штифт индикатора касался заготовки, а стрелка все время находилась на нуле. Положение суппорта фиксируют зажимными гайками. Достоинства способа: возможность обработки конусов с любым углом уклона, простота наладки станка.
Недостатки способа: невозможность обработки длинных конических поверхностей так как длина обработки ограничена длиной хода верхних салазок суппорта (например, у станка 1К62 длина хода 180 мм); обтачивание ведут при ручной подаче, что снижает производительность и качество обработки. Обработку конических поверхностей при повернутых верхних салазках суппорта можно механизировать, применив приспособление. Гибкий вал получает вращение от ходового винта или от ходового вала станка через спиральные зубчатые колеса и передает вращение на рукоятку винта верхних салазок.
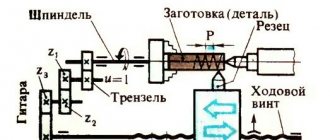
Некоторые токарные станки (16К20, 163 и др.) имеют механизм передачи вращения на винт верхних салазок суппорта. На таком станке независимо от угла поворота можно получить автоматическую подачу верхних салазок. Если наружная коническая поверхность вала и внутренняя коническая поверхность втулки должны сопрягаться, то конусность сопрягаемых поверхностей должна быть одинакова. Чтобы обеспечить одинаковую конусность, обработку таких поверхностей выполняют без переналадки положения поворотной плиты. При этом для обработки конусного отверстия применяют расточный резец с головкой, отогнутой вправо от стержня, а шпинделю сообщают обратное вращение. Обработка конических поверхностей способом смещения задней бабки. Длинные наружные конические поверхности обрабатывают способом смещения корпуса задней бабки. Заготовку устанавливают в центрах. Корпус задней бабки при помощи винта смещают в поперечном направлении так, что заготовка становится «на перекос». При включении подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность.
1. ОБРАБОТКА КОНИЧЕСКОЙ ПОВЕРХНОСТИ КОНУСА ШИРОКИМ РЕЗЦОМ: а — установка резца по шаблону, б — схема обработки
2. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) ПРИ ПОВЕРНУТЫХ ВЕРХНИХ САЛАЗКАХ СУППОРТА: а обтачивание наружной поверхности, б — растачивание внутренней поверхности, а — угол уклона конуса
3. ПРИСПОСОБЛЕНИЕ С ГИБКИМ ВАЛОМ ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ВЕРХНИХ САЛАЗОК ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ): 1 — рукоятка винта верхних салазок, суппорта, 2 — гибкий вал, 3 — корпус приспособления. 4 — зубчатая передача
Величину смещения Н задней бабки определяют из треугольника ЛВС:
4. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) БЕЗ ПЕРЕНАЛАДКИ ВЕРХНИХ САЛАЗОК СУППОРТА
5. ОБРАБОТКА НАРУЖНОЙ КОНИЧЕСКОЙ ПОВЕРХНОСТИ (КОНУСА) СПОСОБОМ СМЕЩЕНИЯ ЗАДНЕЙ БАБКИ: Н — величина смещения задней бабки
Величину смещения корпуса задней бабки относительно плиты контролируют по делениям на торце плиты или при помощи лимба поперечной подачи. Для этого в резцедержателе закрепляют планку, которая подводится к пиноли задней бабки: положение фиксируется лимбом. Затем поперечные салазки отводят назад на расчетную величину по лимбу и заднюю бабку смещают до соприкосновения с планкой. Наладку станка на обтачивание конусов способом смещения задней бабки можно выполнять по эталонной детали, которую закрепляют в центрах и смещают заднюю бабку, контролируя индикатором параллельность образующей поверхности эталонной детали к направлению подачи. Контроль можно также осуществить при помощи резца и полоски бумаги: резец соприкасают с конической поверхностью по меньшему, а затем по большему диаметрам так, чтобы между резцом и этой поверхностью протягивалась полоска бумаги с некоторым сопротивлением. Чтобы во время вращения заготовки не повредилось центровое отверстие, применяют шариковый центр. Вращение заготовке должно передаваться только хомутиком: крепление в патроне недопустимо. Достоинства обработки конических поверхностей способом смещения задней бабки: возможность обработки длинных заготовок и возможность автоматической подачи суппорта.
Недостатки: невозможность обработки внутренних конусов и конусов с большим углом.
Общие понятия о конусности
Поверхность конуса состоит из следующих величин (рис. 1): сечение D – большее и сечение d – меньшее. Между двумя поверхностями, образованными сечениями D и d, имеется расстояние I. α – угол уклона конуса, 2α – угол конуса.
Рис. 1. Геометрия конуса
Соотношение K=(D – d)/I показывает конусность предмета. При написании его обозначают со значком деления, либо десятичной дробью. Например: 1:20, 1:50 или 0,05, 0,02.
Соотношение Y=(D – d)/(2I) = tgα имеет название уклон.
Обработка поверхностей с конусностью
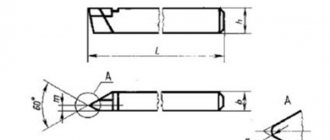
В производстве часто приходится производить обработку валов, у которых конструктивно заложены конические переходы между диаметрами шеек. При длине конусной поверхности не более 50 мм, ее протачивают широким резцом. Резец при этом должен быть с углом уклона режущей кромки, аналогичным углу уклона конуса на изготовленном изделии. Движение подачи с резцом – поперечное.
Чтобы снизить деформации плоскости, образующей конус, ликвидировать погрешности, влияющие на угол уклона конуса, кромку резания режущего инструмента закрепляют вдоль оси заготовки. Если режущая кромка резца имеет длину, превышающую 15 мм, при обработке появляются вредные вибрации.
Вибрации увеличиваются при следующих условиях:
- увеличение длины заготовки;
- уменьшение диаметра обрабатываемой детали;
- меньше угол уклона конуса;
- близкое расстояние конуса к центру заготовки;
- увеличение вылета резца;
- слабое закрепление резца в штатном положении.
Воздействие вредных вибраций негативно сказывается на качестве обработки. На поверхности возникают следы, неровности, шероховатости. Благодаря использованию резцов с широкой режущей частью вибраций удается избежать. В этом случае радиально направленное усилие при резании способно нарушить настройки резца, изменив угол уклона.
Конуса со значительными наклонами обрабатываются с поворотом верхних салазок суппорта и держателя резца на угол α (рис. 2). Он равняется углу конуса, который обрабатывается. Рукояткой салазок перемещается резец. Ручная подача имеет свои недостатки. Главный из них – неравномерность движения.
Иногда из-за этого на поверхностях возникают шероховатости. Чистота обработки зависит от квалификации исполнителя. Данный способ приемлем для конусов с длинами, равнозначными ходу верхних салазок.
Рис. 2. Обработка конической поверхности путем поворота верхних салазок суппорта:
2α – угол конуса; α – угол наклона конуса
Смещением задней бабки станка производится обработка конусных плоскостей с углом α=8…10˚ и увеличенными длинами (рис. 3).
Рис. 3. Обработка конической поверхности путем смещения задней бабки:
d и D – меньший и больший диаметры; l – расстояние между плоскостями; L – расстояние между центрами: h – смещение заднего центра; α – угол уклона конуса
H=Lsinα.
Если углы небольшие, sinα ≈ tgα.
h≈L(D-d)/(2I), где L – промежуток между центрами, D – большое сечение, d – малое сечение, I – промежуток между поверхностями.
В случае, если L=I, то h=(D-d)/2.
Сдвиг задней бабки контролируется по градуировке на краю плиты опоры напротив маховика. С торца задней бабки также имеются метки. Каждое деление равно 1 мм. Если шкала отсутствует, сдвиг рассчитывают по обыкновенной линейке, которую прикладывают к плите опоры.
Чтобы достичь соответствия конусности для потока изделий, которые обрабатываются данным методом, параметры деталей и отверстия для центровки должны иметь минимум погрешностей. Смещающиеся центры станка при работе провоцируют износ центровочных отверстий обрабатываемых деталей.
Рекомендуется сначала подвергнуть обработке плоскости конусов, после этого поправить отверстия для центровки. В конце окончательно проточить заготовку чистовым способом. Чтобы избежать разбивания отверстий для центровки и снижения износа центров, целесообразно работать, используя закругление вершин.
Регулярно использованным методом обработки конических плоскостей являются копиры. Плита 7 с копировальной линейкой 6 (рис. 4) закрепляется на станине. По линейке двигается ползун 4. Тягой 2 при помощи зажима 5 он подсоединен к суппорту 1. Чтобы суппорт без труда передвигался поперек, откручивается болт поперечной подачи.
От движения суппорта 1 вдоль станка резец приобретает двойное перемещение: поперек за линейкой-копиром и вдоль за суппортом. На движение в поперечном направлении влияет угол поворота линейки 6 по отношению к оси 5 поворота. Поворотный угол копира контролируют по шкале плиты 7, крепя линейку с помощью винтов 8.
Подачу резца на нужную глубину врезания осуществляют с помощью ручки передвижения салазок суппорта вверху. Внешние конические плоскости подвергают обработке проходными резцами.
Рис. 4. Обработка конической поверхности с применением копирных устройств:
а – при продольном перемещении суппорта: 1 – суппорт; 2 – тяга; 3 – зажим; 4 – ползун; 5 – ось; 6 – копирная линейка; 7 – плита; 8 – болт;
б – при поперечном перемещении суппорта: 1 – приспособление; 2 – копир; 3 – копирный ролик; 4 – внутренняя коническая поверхность; α – угол поворота копирной линейки
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Методы изготовления внутренних конусных плоскостей
Внутри детали выборка конических плоскостей 4 (рис. 4) осуществляется с помощью копира 2, который закрепляется в пиноль задней бабки либо в револьверную головку. В держателе резца поперечного суппорта крепится устройство 1, имеющее ролик для копирования и проходной резец с остроконечным профилем.
Когда суппорт передвигается в поперечном направлении, ролик для копирования 3, соответствующий профилю копира 2 перемещается в продольной плоскости. Через устройство 1 движение передается на резец. Внутри конических поверхностей обработка производится с помощью расточных резцов.
Чтобы получить отверстие с конической конфигурацией в металле со сплошной структурой, в заготовке сверлят, растачивают, развертывают отверстия. Комплектами конических разверток производят дальнейшую обработку. Сечение заранее заготовленного отверстия должно быть меньше на 0,5…1 мм, чем заходное сечение развертки.
Изготавливая высокоточное коническое отверстие, перед осуществлением развертки производится обработка коническим зенкером. С этой целью в металле со сплошной структурой просверливается отверстие сечением на 0,5 меньше готового сечения конуса и обрабатывается зенкером. Припуск для зенкера уменьшают использованием ступенчатых сверл с различными сечениями.
Как обрабатывают центровые отверстия
Цикл изготовления и ремонта валов предусматривает наличие центровальных отверстий на их торцах. Эти технологические углубления необходимы для качественного крепления и избежание биений при вращении вала. Центровальные отверстия изготавливаются особо тщательно, с соблюдением высоких технологий.
Отверстия для центровки располагаются строго на одной оси. Оба конусных отверстия на их торцах должны быть абсолютно одного размера, какими бы ни были сечения шеек на краях вала. В противном случае снижается качество обработки и повышается износ отверстий для центровки.
Рис. 5. Центровые отверстия:
а – незащищенные от повреждений;
б – защищенные от повреждений
Образец центровальных отверстий показан на рис. 5. Максимальную популярность получили центровки, где угол конуса равняется 60˚. При изготовлении тяжелых валов применяют отверстия с углами 75˚ либо 90˚. Во избежание упирания вершины центра в обрабатываемую деталь, в центровальных отверстиях вытачивают цилиндрические выточки диаметром d.
Фаска, выполненная под углом 120˚, защищает центровые отверстия, используемые много раз, от повреждений и забоев (рис. 5, б). Центровые отверстия небольших деталей обрабатывают различными способами. Заготовка вала крепится в патроне с самоцентровкой, в пиноль задней бабки помещают патрон для сверления, имеющий центровочный инструмент.
Сверлом для цилиндрических отверстий выполняют начальный этап изготовления центровых отверстий больших сечений (рис. 6, а). Последующие этапы обработки выполняются однозубой (рис. 6, б) либо многозубой зенковкой (рис. 6, в). Центровые отверстия сечением 1,5…5 мм изготавливаются с помощью комбинированных сверл. Они могут быть либо с предохранительной фаской, либо без нее (рис. 6, г, д).
Рис. 6. Центровые инструменты:
а – цилиндрическое сверло; б – однозубая зенковка; в – многозубая зенковка; г – комбинированное сверло без предохранительной фаски; д – комбинированное сверло с предохранительной фаской
Обрабатывая вал на предмет изготовления центровых отверстий, его подвергают вращению. Подача осуществляется ручным способом. Предварительно подрезается с помощью резца обрабатываемый торец. Размер углубления для центровки контролируют инструментами: шкалой пиноли либо лимбом маховика задней бабки.
Предварительной разметкой на валу добиваются соосности изготавливаемых центровых отверстий. Если заготовка длинная, в момент зацентровки ее поддерживают с помощью люнета. Разметку центровых отверстий производят с помощью угольника. Разметив заготовку, накернивают места для центровых отверстий.
Валы с сечениями шеек, не превышающими 40 мм, накернивают при помощи специального устройства (рис. 7), не используя предварительную разметку. Корпус 1 одной рукой ставят на торец вала 3. Ударяя молотком по кернеру 2, получают отметку центра отверстия.
Рис. 7. Приспособление для накернивания центровых отверстий без предварительной разметки:
1 – корпус; 2 – кернер; 3 -вал
Центровые отверстия с неравномерным износом либо с повреждениями подвергаются исправлениям с помощью резца. Для осуществления операции каретка суппорта станка, находящаяся сверху, поворачивается на угол конуса.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.
Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру .
https://youtube.com/watch?v=evWPoMxRr-Q
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.