Технологические процессы обработки
К
атегория:
Токарное дело
Технологические процессы обработки
Далее: Установка резцов
Технологическим процессом называют часть производственного процесса, содержащую целенаправленные действия по изменению и определению состояния заготовки. В технологическом процессе должны быть указаны последовательность обработки, размеры заготовки L3 и Dз, припуски на обработку Ai и Дг (рис. 141, а), установочные и измерительные базы, способы крепления заготовки, вид приспособлений, потребность в режущем (рис. 14.1, г, д, е), вспомогательном (рис. 141, б, в) и измерительном (рис. 141, ж, з) инструменте.
Технологической операцией на зывают законченную часть технологического процесса обработки одной или нескольких деталей, которая выполняется на одном рабочем месте. Элементами технологической операции являются установ и переход. Установом называют часть технологической операции, выполняемую при неизменном закреплении обрабатываемых заготовок. Операция может быть выполнена за один или несколько установов.
Технологический процесс изготовления детали пооперационно показан на рис. 142. Установка (рис. 143, а) и переустановка заготовки связана с ее раскреплением, переустановкой (рис. 143, б) и новым закреплением.
Переходом называют законченную часть технологической операции, выполняемую на одной из поверхностей заготовки одним и тем же режущим инструментом на установленном режиме резания.
Рис. 138. Калибры-скобни для контроля диаметра вала
Рис. 139. Способы измерения налибрами-снобами (а), налибрами-пробнами (б,в) и шаблонами (г,д) наружных диаметров
На рис. 144 показано, как можно обработать деталь от начала до конца за две установки. Сначала рабочий уточняет чертеж детали (рис. 144, а), затем определяет припуски на обработку (рис. 144,6). При первой установке (рис. 144, в) осуществляется полная обработка заготовки с одной стороны и отрезание. Пока деталь не обработана по всем размерам с одной стороны и не отрезана, ее не снимают со станка. При второй установке (рис. 144,г) подрезают торец головки и обтачивают фаску.
При механической обработке последовательно снимают слой металла с поверхности на каждой операции технологического процесса. Различают припуски общие zo, zo/2 и межоперационные z\— Общий припуск — слой металла, снимаемый на всех операциях обработки. Межоперационный припуск — слой металла, удаляемый при выполнении одной операции. Припуск, указываемый на сторону (рис. 145, а), равен толщине снимаемого слоя. Иногда для цилиндрических деталей припуск указывают на диаметр (рис. 145, б), т. е. припуск равен двойной толщине снимаемого слоя.
Рис. 140. Измерение кольца микрометром (б, в), глубиномером(г)и нутромером (д)
Заготовку необходимо базировать для того, чтобы закрепить ее в трех взаимно перпендикулярных плоскостях XOY, XOZ и YOZ. На рис. 146 показано расположение шести точек базирования заготовки. Плоскость XOY называют установочной базой. На ней расположены три точки 1, 2 и 3, которые определяют положение установочной базы. При действии силы Р\и эта база лишает заготовку трех степеней свободы — перемещения вдоль оси ZO и вращения вокруг осей ХО и OY. Плоскость XOZ называют направляющей базой. На ней расположены точки 4 и 5. При действии силы Рп эта база лишает заготовку еще чвух степеней свободы — перемещения вдоль оси OY и поворота вокруг оси ZO. Опорная база (точка 6), расположенная в плоскости YOZ, лишает заготовку последней, шестой степени свободы, а именно возможности перемещения вдоль оси ХО под действием силы Р\.
Рис. 141. Токарная обработка клапана
Базой называют исходную поверхность, линию, точку или их совокупность, определяющие положение детали пр-и ее установке на станке и используемую для базирования. Конструкторской (рис. 147, а) называется база, которая определяет положение детали относительно другой детали в изделии. Конструкторские базы, от которых проставляют размеры детали на чертеже, называют основными. Технологическими (рис. 147, б) называют базы, которые определяют положение заготовки при установке ее в приспособлении в процессе обработки.
Рис. 142. Технологический процесс тонарной обработки детали: а—подрезание торца; б—сверление; в—протачивание большого диаметра; г—протачивание меньшего диаметра под резьбу; д—нарезание резьбы; е—проверка резьбы калибром-плашкой 1; ж—отрезание; з—подрезание торца в размер
На рис. 148, а показана базовая поверхность цилиндрической заготовки, зажатой в трех точках самоцентрирующими кулачками, а на рис. 148,6—базовая поверхность цилиндрической заготовки, базирующейся по поверхности и зажатой тремя обратными самоцентрирующими кулачками. На рис. 148, в показано базирование цилиндрической заготовки по центровым отверстиям; на рис. 148, г — такое же базирование с использованием люнета 2. Способы базирования и крепления заготовок при обработке на токарном станке показаны на рис. 149.
Рис. 143. Установив и переустановка заготовки
Рис. 144. Схема обработки клапана
Простановка размеров на чертежах. Документация на изготовление деталей включает в себя чертеж детали и технологическую карту на ее обработку. Размеры на чертежах бывают линейные и угловые. Линейные размеры (рис. 150, а) проставляют в миллиметрах, единицу измерения не указывают. Угловые размеры проставляют в градусах, минутах и секундах (рис. 150, б). Размеры на чертежах проставляют без учета масштаба изображения. Предельное отклонение на чертеже указывают в числовом выражении или в виде условного знака поля допуска (рис. 151, а). При нанесении размера диаметра детали перед числом ставят знак 0, а перед размером радиуса — буквы R или г (рис. 151,6).
Предельные отклонения размеров (линейных и угловых) указывают на чертежах. Предельные отклонения валов (рис. 152, а), отверстий (рис. 152, 6) и сопрягаемых элементов (рис. 152, в) могут быть указаны одним из трех способов: I — условными обозначениями полей допусков; II — числовыми значениями предельных отклонений; III — условными обозначениями полей допусков с указанием справа и в скобках числовых значений предельных отклонений (комбинированный способ). Предельные отклонения угловых размеров указывают только числовыми значениями (рис. 152, г). На поверхности с одним номинальным размером (рис. 152,(9), имеющей участки с разными предельными отклонениями, границу между участками обозначают сплошной тонкой линией А, а номинальный размер с соответствующими предельными отклонениями наносят для каждого участка отдельно.
Рис.145. Припуски на обработку: а—наружной поверхности (торца); б—внутренней поверхности (отверстия); z-|, z2,z3 —межоперационные припуски; сЦ, d2,d3 —межоперационные диаметры
Если необходимо задать выступающее поле допуска расположения (рис. 153), то после числового значения допуска указывают символ Р в кружке. Контур выступающей части нормируемого элемента ограничивают тонкой сплошной линией А, а длину и расположение выступающего поля допуска — размерами.
Если зависимый допуск связан с действительными размерами детали, то после числового значения допуска помещают символ М в кружке (рис. 154, а). Если зависимый допуск связан с действительными размерами базового элемента, то знак допуска ставят в третьей части рамки после буквенного обозначения базы (рис. 154, б) или без буквенного обозначения (рис. 154,в). Если зависимый допуск связан с действительными размерами рассматриваемого базового элемента, его условный знак проставляют после числового значения и буквенного обозначения базы (рис. 154, г) или без буквенного обозначения базы (рис. 154, д).
Рис. 146. Базирование заготовни по шести точкам
На рис. 154, е указан допуск 0,04 мм цилиндричности вала; на рис. 154, ж — допуск 0,01 мм круг-лости вала и допуск 0,08 мм профиля продольного сечения вала. На рис. 154,з показан допуск 0,03 мм перпендикулярности оси отверстия относительно торца; на рис. 154, w — допуск 0,1 мм радиального биения поверхности относительно общей оси поверхности А и Б; на рис. 154, к — допуск 0,1 мм торцового биения на диаметре 20 мм относительно оси поверхности А.
Рис. 147. Конструнторсние и технологические базы
Рис. 148. Поверхности,используемые для базирования
Рис. 149. Способы базирования заготовни: а—на конусной оправке; б—по конусному хвостовику; в-поцилиндри-ческой поверхности заготовки; г—по кольцевому выступу; д—по конусному хвостовику и центровочному» отверстию; е—по сферическому хвостовику и центровочному отверстию
Рис. 150. Обозначение пинейных и угловых размеров на чертежах
Единой системой допусков и посадок предусмотрены следующие основные термины и их определения (рис. 155). Размер — числовое значение линейной величины (диаметр, длина и др.) в выбранных единицах измерения. Действительный размер — размер, установленный измерением с допустимой погрешностью. Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Наибольший предельный размер — больший из двух предельных размеров. Наименьший предельный размер — меньший из двух предельных размеров. Номинальный размер — размер, относительно которого определяют предельные размеры и который служит началом отсчета отклонений.
Отклонение — алгебраическая разность между размером (действительным, предельным и др.) и соответствующим номинальным размером. Действительное отклонение — алгебраическая разность между действительным и номинальным размерами. Предельной отклонение — алгебраическая разность между предельным и номинальным размерами.
Различают верхнее и нижнее отклонения. Верхнее отклонение — алгебраическая разность между наибольшим предельным и номинальным размерами. Нижнее отклонение — алгебраическая разность между наименьшим предельным и номинальным размерами.
Рис. 152. Примеры нанесения размеров на чертежах
Рис. 153. Примеры обозначения и расположения выступающего поля допусна по всей длине нормируемого элемента (а) и на длине 30мм нормируемого элемента (6)
Рис. 154. Примеры обозначения зависимых допуснов формы и расположения поверхностей
На рис. 156 показаны размеры вала диаметром 30Zo;2 мм. Номинальный размер 30 мм, наибольший предельный размер 29,9 мм, наименьший предельный размер 29,8 мм, допуск 29,9—29,8 = 0,1 мм; верхнее отклонение 0,1 мм; нижнее отклонение 0,2 мм. Линию NN, обозначающую номинальный размер, называют нулевой. Нулевая линия — линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
Допуск — разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Допуск системы (стандартный допуск) — любой из допусков, устанавливаемых данной системой допусков и посадок. В стандартах под словом «допуск» понимают «допуск системы». Поле допуска — поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска расположено между верхним и нижним отклонениями относительно нулевой линии.
Основное отклонение — одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии (основным отклонением является отклонение, ближайшее к нулевой линии). Квали-тет — ступень градации значений допусков системы. Каждый квали-тет содержит ряд допусков, которые в системе допусков и посадок рассматривают как соответствующие одинаковой степени точности для всех номинальных размеров.
Вал — термин, применяемый для обозначения наружных (охватываемых) элементов деталей. Он относится не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы. Отверстие — термин, применяемый для обозначения внутренних (охватывающих) элементов деталей любой формы. Основной вал — это вал, верхнее отклонение которого равно нулю. Основное отверстие — это отверстие, нижнее отклонение которого равно нулю.
Посадка — характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Номинальный размер посадки — это размер, общий для отверстия и вала. Зазор — это разность размеров отверстия и вала, когда размер отверстия больше размера вала. Натяг — разность размера вала и отверстия до сборки, если размер вала больше размера отверстия. Посадка с зазором — посадка, при которой в соединении обеспечивается зазор. К посадкам с зазором относят также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала или выше последней. Посадка с натягом — посадка, при которой в соединении обеспечивается натяг. Поле допуска отверстия в таких посадках расположено под полем допуска вала. Переходная посадка — посадка, при которой возможен как зазор, так и натяг. Поле допуска отверстия и вала в такой посадке перекрывается частично или полностью.
Рис. 155. Схема сопряжения вала с отверстием:а—основные обозначения: ES—верхнее отклонение отверстия, Е I—нижнее отклонение отверстия, ei—нижнее отклонение вала; es-верхнее отклонение вала; б – посадки в системе отверстия; в – посадки в системе вала: 1 – поля допусков валов; 2 – поле допуска основного отверстия; 3 – поля допусков отверстий; Определение зазора и натяга. Если деталь с отверстием диаметром 40+0-1 мм посадить на вал, диаметр которого 40Zo;2 мм, т. е. всегда меньше отверстия, то в соединении вала с отверстием получится зазор (рис. 157, а). В этом случае посадка будет с зазором, так как вал сможет свободно вращаться в отверстии. Если же диаметр вала 40^o:is мм (рис. 157,6), т. е. всегда больше данного отверстия, то для соединения вал придется запрессовать в отверстие и тогда в соединении получится натяг.
Наибольший зазор равен разности между наибольшим предельным размером отверстия и наименьшим предельным размером вала: 40,1—39,8 = 0,3 мм; наименьший зазор равен разности между наименьшим предельным размером отверстия и наибольшим предельным размером вала: 40 — 39,9 = 0,1 мм. Наибольший натяг равен разности между наибольшим предельным размером вала и наименьшим предельным размером отверстия: 40,2 — 40 = 0,2 мм; наименьший натяг равен разности между наименьшим предельным размером вала и наибольшим предельным размером отверстия: 40,15 — — 40,1 =0,05 мм.
Посадка в системе отверстия характеризуется тем, что в ней для всех посадок одного и того же квали-тета, отнесенных к одному и тому же номинальному диаметру, предельные размеры отверстия остаются постоянными. Осуществление различных посадок достигается путем соответствующего изменения предельных размеров вала. В системе отверстия номинальный размер является наименьшим предельным размером (рис. 158, а).
Рис. 156. Изображение допусков для вала
Рис. 157. Соединение вала и отверстия с зазором (а) и натягом (б)
Система вала характеризуется тем, что в ней для всех посадок одного и того же квалитета, отнесенных к одному и тому же номинальному диаметру, предельные размеры пала остаются постоянными. Осуществление различных посадок достигается путем соответствующего изменения предельных размеров отверстия. В системе вала номинальный размер является наибольшим предельным размером вала (рис. 158,6). Обе стороны являются несимметричными, причем допуск отверстия в системе отверстия всегда будет направлен в сторону увеличения диаметра отверстия (в тело), а допуск вала в системе вала в сторону уменьшения диаметра вала (в тело).
Рис. 158. Расположение попей допуснов отверстий и валов: а—седьмого квалитета точности h7 в системе отверстия; 6—седьмого квалитета точности Н7 в системе вала
Принцип токарной обработки
Токарная обработка представляет собой разновидность механической обработки непрерывно вращающихся заготовок, которая используется для создания деталей типа тел вращения путём удаления избыточного материала.
Для токарной обработки требуется токарный станок, заготовка, зажимное/фиксирующее приспособление и режущий инструмент. Заготовка представляет собой фрагмент прокатного профиля круглого поперечного сечения, который закреплён в рабочем приспособлении. Последнее, в свою очередь которое, само прикреплено к токарному станку, допуская своё вращение с достточно высокой скоростью. Резец, который выполняет формообразование, как правило, представляет собой одноточечный (иногда – многоточечный) режущий инструмент, который также закреплен в токарном станке. Режущий инструмент подаётся к вращающейся заготовке и, в процессе силового контакта с ней срезает материал в виде мелких стружек.
При производстве вращающихся, обычно осесимметричных, деталей токарная обработка находит применение для:
- Получения отверстий – гладких и под последующую резьбу.
- Производства пазов и галтельных канавок.
- Получения конических поверхностей.
- Выполнения ступенчатых диаметральных переходов.
Точением можно получать также и фасонные поверхности. Для этого применяют станки-автоматы или токарные обрабатывающие центры, на которых имеется возможность автоматической переустановки резца/резцов.
Детали, которые изготавливаются исключительно токарной обработкой, чаще применяются с ограниченной программой выпуска. Это могут быть эталонные прототипы валов или и крепёжных изделий, которые производятся по индивидуальному заказу, а затем используются от отработки технологических решений в массовом производстве. Обработка на токарном станке часто применяется в качестве вторичного (или финишного) процесса, когда требуется внести некоторые характеристики контура детали, позволяющие улучшить её геометрические показатели, полученные, например, горячей штамповкой. Благодаря малым допускам и высокому качеству поверхности, которые может предложить токарная обработка, процесс идеально подходит для создания прецизионных деталей типа тел вращения.
Обработка заготовок на токарно-винторезных станках
Токарная обработка
План лекции
Лекция 2. Обработка на токарных станках
1. Токарная обработка
2. Обработка заготовок на токарно-винторезных станках
3. Обработка заготовок на токарно-револьверных станках
4 Обработка заготовок на токарно-карусельных станках
5. Обработка на одношпиндельных токарных автоматах и полуавтоматах
6. Обработка на многошпиндельных токарных полуавтоматах и автоматах
Основные методы механической обработки резанием, сопровождающиеся снятием стружки, могут быть реализованы на металлорежущих станках определенных групп: 1) точение; 2) растачивание; 3) сверление, зенкерование, развертывание; 4) фрезерование; 5) строгание, долбление; 6) протягивание, прошивание; 7) зубонарезание;  шлифование, доводка, полирование.
шлифование, доводка, полирование.
Токарная обработка – это наиболее распространенный метод обработки деталей типа тел вращения (валов, осей, цапф, дисков, фланцев, муфт, колец, втулок, гаек и т.п.). На токарных станках можно производить черновое, получистовое и чистовое точение и растачивание цилиндрических, конических, сферических и фасонных поверхностей; подрезание плоских торцовых поверхностей, точение наружных и внутренних канавок, нарезание наружной и внутренней резьбы, сверление, зенкерование, развертывание отверстий и др.
Токарная обработка поверхностей осуществляется при вращательном главном движении заготовки и поступательном (продольном, поперечном или наклонном по отношению к оси заготовки) движении подачи инструмента. Формообразование поверхностей при резании с продольной подачей — по методу следов, при поперечной подаче инструмента — по методу копирования.
В токарную группу входят токарно-винторезные, токарно-револьверные, токарно-карусельные станки; токарные полуавтоматы и автоматы.
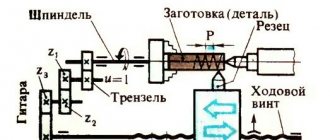
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы в условиях единичного и мелкосерийного производства. Компоновка токарно-винторезного станка представлена на рис. 2.1.
Главное вращательное движение (ось вращения горизонтальна) совершает шпиндель 4 с заготовкой. Движение подачи осуществляет продольный 6 или поперечный 5 суппорт; ряд работ можно производить при ручной осевой подаче с установкой инструмента в пиноль 8 задней бабки 9.
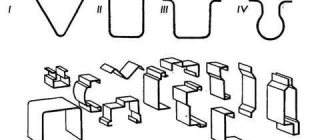
Установка и закрепление заготовки на токарном станке, зависят от типа станка, вида обрабатываемой поверхности, типоразмера заготовки, требований к точности обработки и др. факторов. На токарно-винторезных станках для базирования и закрепления заготовок широко используются трехкулачковые самоцентрирующие патроны (рис.2.2,а), которые применяют для закрепления заготовок при отношении их длины к диаметру l/d < 4. При l/d = 4…10 заготовку устанавливают в центрах (рис. 2.2,б — е), а для передачи крутящего момента от шпинделя на заготовку используют поводковый патрон (рис. 2.2,ж) и хомутик (рис. 2.2,з). При этом в торцах заготовки предварительно должны быть выполнены центровые отверстия. При отношении l/d > 10 для уменьшения деформации заготовки при резании применяют люнеты (рис. 2.2,и).
Рис.2.1. Общий вид токарно-винторезного станка: 1 – станина; 2 – коробка подач; 3 – коробка скоростей; 4 – шпиндель; 5 – поперечный суппорт; 6 – продольный суппорт; 7 – верхний суппорт; 8 – пиноль; 9 – задняя бабка; 10 – поддон; 11 – салазки; 12 – ходовой винт; 13 – ходовой валик
Для установки полых заготовок типа колец, втулок, стаканов применяют: конические, цанговые или упругие оправки (рис. 2.2,л, м, н).
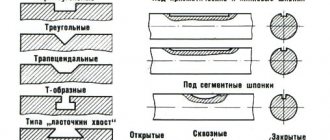
| а | е | к | |
| б | л | ||
| в | ж | з | м |
| г | |||
| д | и | н |
Рис. 2.2. Приспособления к токарным станкам
Многообразие видов поверхностей, обрабатываемых на токарных станках, привело к созданию большого числа конструкций токарных резцов. Главный принцип их классификации – технологическое назначение.
Согласно типовым схемам обработки на универсальных токарно-винторезных станках, обработку наружных цилиндрических поверхностей осуществляют проходными резцами с продольной подачей (рис.2.3,а); подрезание торцов – подрезными или отогнутыми резцами с поперечной подачей (рис.2.3,б).
| а | б | в |
| г | д | е |
| ж | з | и |
Рис.2.3. Схемы обработки на токарно-винторезном станке
Короткие фасонные поверхности на токарно-винторезных станках обычно обтачивают с поперечной подачей фасонными резцами; длинные фасонные поверхности – проходными резцами с помощью копира – детали, устанавливаемой на станке и благодаря фасонному рабочему профилю изменяющей нужным образом траекторию перемещения инструмента.
Наружные резьбовые поверхности получают точением резцами, резцовыми головками, гребенками, плашками. Наиболее широко применяется способ нарезания одно- и многозаходных резьб резцами, форма режущих кромок которых определяется профилем нарезаемой резьбы. Этот способ пригоден для нарезания как наружных, так и внутренних резьб. В некоторых случаях для повышения производительности обработки за счет уменьшения числа рабочих ходов в качестве режущего инструмента используют резьбонарезные гребенки. Для нарезания наружной резьбы на винтах, болтах, шпильках и других подобных деталях применяют плашки; при этом участок детали, на котором нарезается резьба, должен иметь несколько меньший диаметр, чем наружный диаметр нарезаемой резьбы, что достигается предварительной обработкой. Внутренняя метрическая резьба диаметром до 50 мм может нарезаться метчиками.
Точение кольцевых канавок и отрезание готовой детали производят с поперечной подачей соответственно прорезными (канавочными) — рис.2.3, в, г и отрезными резцами (рис.2.3, з, и).
Обработку отверстий на токарно-винторезных станках выполняют с продольной подачей режущего инструмента (сверла, зенкера или развертки), который устанавливается в пиноль задней бабки (рис.2.3,д).
Конические поверхности на токарных станках обтачивают следующими способами: а — широкими резцами (рис.2.4,а), при этом длина образующей обычно не превышает 30 мм; б — с поворотом и ручной подачей каретки верхнего суппорта (рис.2.4,б), когда длина образующей не может быть больше величины хода каретки; в — со смещением корпуса задней бабки в поперечном направлении (рис.2.4,в), этот способ используют для обработки длинных поверхностей с небольшой конусностью (a £ 4°); г — с помощью конусной линейки (рис.2.4,г) — устройства, устанавливаемого на станине станка и обеспечивающего перемещение резца вдоль образующей конуса. Способы «а», «б» и «г» пригодны и для растачивания внутренних конических поверхностей.
В серийном производстве широко используются станки с числовым программным управлением (ЧПУ), построенные на базе универсальных токарно-винторезных станков.
| а | б |
| в | г |
Рис.2.4. Схемы обработки конических поверхностей на токарно-винторезном станке
Основные виды токарных работ по металлу
Современные токарные станки позволяют выполнять с обрабатываемой заготовкой различные переходы, которые можно подразделить на внешние и внутренние. Внешние операции изменяют наружный диаметр заготовки, а внутренние операции изменяют внутренниё её размеры. Каждый из последующих переходов точения определяется типом используемого режущего инструмента фрезы и траекторией движения этого инструмента, обеспечивающей съём металла.
При классической токарной обработке внешнего контура однолезвийный металлорежущий инструмент перемещается в осевом направлении вдоль наружной поверхности заготовки, удаляя материал и формируя различные элементы: ступеньки, конусы, фаски и т.п. Эти элементы обычно обрабатываются при небольшой радиальной подаче инструмента. Возможно несколько проходов резца, пока не будут достигнуты значения конечного диаметра, установленные требованиями чертежа.
Специфическими переходами при точении металлов считаются:
- Торцевание – процесс получения гладкой ровной поверхности на одном из торцов заготовки. Торец может быть получен за один или несколько проходов, в зависимости от осевой глубины резания.
- Обработка канавок, для чего резец перемещается с радиальной подачей, образуя канавку, ширина которой соответствует ширине инструмента. Для формирования канавок различной геометрии можно использовать специальные инструменты.
- Отрезка – переход, для выполнения которого резец перемещается при радиальной подаче до тех пор, пока не достигнет центра или внутреннего диаметра заготовки.
- Нарезание наружной резьбы, для чего резец (обычно с заострённым под углом 600 концом) перемещают в осевом и радиальном направлениях, формируя резьбу на внешней поверхности. Резьба может быть нарезана с определёнными длиной и шагом, причём для её формирования может потребоваться несколько проходов.
Внутренние операции:
- Сверление, при котором сверло внедряется в заготовку в осевом направлении, получая отверстие диаметром, равным диаметру инструмента.
- Растачивание, когда производят увеличение диаметра ранее полученного отверстия. При растачивании получают также различные внутренние элементы — ступеньки, конусы, фаски и т.п. Растачивание обычно выполняется после сверления.
- Развёртка – посредством этого перехода, как и при растачивании, увеличивают существующее отверстие. В отличие от развёртывания, здесь удаляется минимальное количество материала с целью получения более гладкой внутренней поверхности.
- Нарезание внутренней резьбы, которое выполняется метчиком, при его осевой подаче. В существующем отверстии обычно просверливается отверстие, диаметр которого равен диаметру заходной части метчика.
Токарная обработка металла предполагает и иные, специализированные переходы, использующие вращение заготовки.
Технология и процесс обработки деталей на токарном станке
Токарной обработкой технологического процесса называется определенная последовательность действий токаря и станка, направленных на превращение заготовки в готовую деталь.
В большинстве случаев полное изготовление деталей совершается на различных металлорежущих станках (токарных, фрезерных, шлифовальных и др.), а ряд из них проходит также термическую обработку. Поэтому в пределах цеха или участка технологический процесс может включать различные виды работ, последовательно выполняемых над заготовкой до превращения ее в готовую деталь.
Технологический процесс является основной организации и планирования участка, цеха и завода в целом. Он должен обеспечить необходимое качество обработки в соответствии с требованиями рабочего чертежа, а также высокую производительность труда при наименьших материальных затрат. Отсюда вытекает важное требование к технологическому процессу: в нем должны быть предусмотрены наиболее передовые, высокопроизводительные способы обработки, соответствующие современному уровню развития техники производства.
Технологический процесс делят на части, или элементы: операции, установки, переходы и проходы, отличающиеся между собой объемом выполняемых работ.
Операцией называется часть технологического процесса , непрерывно выполняемая на одном станке по обработке одной или одновременно нескольких деталей. Новая операция начинается, когда рабочий, закончив одну и ту же часть обработки у всей партии деталей, переходит к их дальнейшей обработке.
Количество операций в технологическом процессе зависит от сложности детали и величины изготавливаемой партии. Так, например, если токарь обрабатывает только одну деталь на одном станке, то все действия над ней будут составлять одну операцию. Если же эта деталь обрабатывается последовательно на нескольких станках, то технологический процесс будет состоять из соответствующего им количества операций.
При изготовлении деталей партиями нерационально производить непрерывную полную обработку каждой отдельной детали, а затем переходить к обработке следующей. В этом случае более выгодно сначала обработать только одну часть поверхностей у всех деталей, а затем перестроить станок и приступить к обработке другой части поверхностей и т.д. В данном примере технологический процесс будет состоять из нескольких операций, каждая из которых выполняется за отдельную установку на станке.
На рис. 1 показан пример токарной обработки небольшой партии деталей – опор. Заготовка – круглый стальной прокат диаметром 32 мм.
В 1-й операции длинная заготовка пропускается в отверстие шпинделя и закрепляется в патроне с вылетом из кулачков на одну деталь. Обработка выполняется в порядке простановки цифр: подрезка торца, обточка участков ступенчатой поверхности до диаметров 24 28 мм, проточка фаски, выточка канавки и отрезка с припуском по длине. Резцы установлены в резцедержателе соответственно последовательности обработки.
Во 2-й операции заготовка закрепляется в патроне и опирается уступом в кулачки. Производится подрезка второго торца и проточка фаски. Последовательность изготовления более крупной партии этих же деталей за четыре операции показана на рис.2
В 1-й операции от прутка отрезается заготовка на одну деталь.
Во 2-й операции заготовку закрепляют в патроне и опирают торцом в шпиндельный упор. Проходным упорным резцом подрезают торец и обтачивают поверхность диаметром 24 мм на длину 30 мм.
В 3-й операции подрезают второй торец, обтачивают поверхность диаметром 28 мм и протачивают фаску.
В 4-й операции канавочным и проходным прямым резцам закрепленными в противоположных пазах резцедержателя, протачивают фаску и вытачивают канавку.
Установкой в общепринятом понятии считают действия, связанные с приданием заготовке определенного положения на станке. Однако с технологической точки зрения установкой называется часть операции, выполняемая за одно ее закрепление в приспособлении. За одну установку могут обрабатываться несколько поверхностей детали различными режущими инструментами с разными режимами резания.
Поэтому установку делят на более мелкие части – переходы.
Переходом называется часть установки по обработке одной поверхности одним режущим инструментом при определенном режиме резания. При многоинтсрументальной работе в понятие одного перехода включается обработка нескольких поверхностей несколькими инструментами за одно движения суппорта.
Если хотя бы один из элементов перехода изменяется , то изменяется и сам переход.
Пример токарной операции, состоящей из шести переходов, показано на рис.2. движений инструмента в зависимости от величины припуска и жесткости заготовки. Поэтому часть перехода, выполняемую за одно движение инструмента в направлении подачи, принято называть проходом. Он, так же как и переход, характеризуется неизменностью обрабатываемой поверхности, инструмента и режима резания.
Технологическим процессом называется та часть производственного процесса, которая непосредственно связана с действиями по превращению заготовки в готовое изделие.
На машиностроительном предприятии технологический процесс состоит из следующих стадий: изготовление заготовок (отливкой, штамповкой, отрезкой из готового проката и т.п.); обработка деталей (механическая, термическая, термохимическая и т.п.). Технологический процесс состоит из ряда последовательных операций.
Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте ( на одном станке), считая от установки заготовки на станок до момента снятия со станка обработанной детали. Кроме технологических операций различают транспортные и контрольные операции. Операция может состоять из одного или нескольких установов.
Установ – это часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок в приспособлении или на поверхности станка при неизменяемом креплении. Под установом подразумевается не только подъем , установка, выверка и крепление заготовки, но и совокупность всех действий рабочего, станка и инструмента без перестановки и изменения положения заготовки на станке.
Позиция – это часть операции, выполняемая при неизменном закреплении обрабатываемой заготовки на станке ( не считая перемещений, связанных с рабочими движениями заготовки и инструмента).
Технологический переход – законченная часть технологической операции, при которой обрабатывается одна или несколько поверхностей при неизменном инструменте и режиме резания.
Вспомогательный переход – законченная часть технологической операции, состоящая из действия человека или органов оборудования, которые не сопровождаются изменением формы и размеров заготовки или шероховатости ее поверхности. Примерами вспомогательных переходов являются установка заготовки, смена инструмента, поворот револьверной или резцовой головки и т.п.
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента ( или набора инструмента) относительно заготовки, сопровождаемого изменением формы, размеров или шероховатости поверхности заготовки при неизменном режиме резания. Изменение глубины резания ( толщины удаляемого слоя за один рабочий ход ) не рассматривается как изменение режима обработки.
При удалении большого припуска обработка может быть выполнена за два и более рабочих хода с различными режимами резания: черновой и чистовой рабочие ходы.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, без изменения ее формы, размеров или шероховатости поверхности, но необходимая для выполнения рабочего хода.
Рабочие и вспомогательные ходы разделяются на приемы.
Приемом называется законченное, имеющее конкретное целевое назначение действия рабочего, производимое им в процессе выполнения работы. К приемам относятся вспомогательные ручные действия: пуск и останов станка, подвод и отвод резца, установка и снятие заготовки и обработанной детали, включение и выключение автоматической подачи ( самохода ), измерение и контроль детали и т.п.
Элемент приема, или движение, — наименьшая часть технологического процесса, поддающаяся наблюдению.
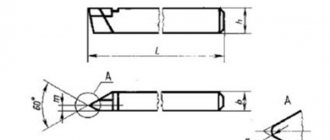
Режущий инструмент
Инструмент, который требуется для токарной обработки, обычно представляет собой цельные или составные резцы прямоугольной формы. Вставки составного инструмента могут различаться по размеру и форме, но обычно имеют форму квадрата, треугольника или ромба. Инструмент вставляются в посадочное место суппорта станка и подаются к вращающейся заготовка для резки. Режущий инструмент классифицируется по:
- Углу вылета резца – от 0 до 800;
- Форме рабочего торца –квадратный или заострённый;
- Направлению перемещения с суппортом – право- или левосторонние;
- Материалу режущей кромки – стальной или твердосплавный.
Кроме резцов, в качестве рабочего инструмента токарных станков используют свёрла, фрезы, метчики, развёртки и т.п.
Фрезы, в частности, представляют собой цилиндрические многоточечные режущие инструменты с острыми зубьями, расположенными снаружи. Промежутки между зубьями называются канавками и позволяют стружке сходить с обрабатываемой заготовки. Зубья могут быть прямыми или спиральными; наличие угла наклона спирали вдоль стороны фрезы, но чаще они расположены по спирали. Угол наклона спирали снижает нагрузку на зубья за счет перераспределения сил. Чем больше зубьев, тем лучше качество полученной поверхности.
Все режущие инструменты, используемые при токарной обработке, могут быть изготовлены из инструментальных сталей или твёрдых сплавов. Критериями выбора являются твёрдость, ударная вязкость и износостойкость инструмента.
Виды используемого оборудования
Точение металла реализуется на токарно-винторезных станках, станках-автоматах или токарных обрабатывающих центрах. Большинство токарных станков представляют собой оборудование горизонтального исполнения.
Основные узлы токарного станка с ручным управлением:
- Станина – опорная часть оборудования, на которой размещены все остальные его элементы.
- Передняя бабка, в которой расположен электродвигатель и система привода, приводящая в действие шпиндель.
- Шпиндель – поддерживает и вращает заготовку, которая закреплена в цанговом патроне.
- Задняя бабка, фиксирующая противоположный конец заготовки (иногда сюда включают люнет – приспособление, поддерживающее длинные заготовки, жёсткость которых снижена).
- Суппорт – возвратно-поступательно перемещающаяся платформа, на которой закрепляется рабочая головка с инструментом.
Токарные станки могут управляться компьютером, и в этом случае они называются токарными станками с числовым программным управлением. Все операции, выполняемые на таких агрегатах, автоматизированы и управляются встроенным компьютером.