Hello, dear blog reader, in the article tying reinforcement we will look at the methods, tools and materials that are used in this type of work.
Why is tying wire used rather than welding when constructing a reinforced frame? It seems that the welded joint is much stronger, but at the welding points the strength of the reinforcement decreases. It turns out that if the entire reinforcement frame for any structure is assembled using welding connections, then the load-bearing capacity of the reinforced concrete structure will be much less.
At a construction site, it happened more than once that technical supervision forbade us to use welding, which I needed when installing anchor bolts in the foundations. I thought that if we made a couple of welds in the reinforcement frame of the foundation, it would lose its load-bearing capacity and would not withstand the design load, nonsense.
I’m not saying that welding is generally prohibited from being used when constructing a reinforced frame; there are projects that indicate that a welded connection should be used. Basically, this is resistance spot welding, which is done with special welding machines. I’ll tell you from my own experience, I haven’t seen anyone working with them at more than one construction site, and if it is necessary to weld the frame, then they used conventional electric arc welding.
More advantages in comparing knitting and welding of reinforcement cage:
- knitting is a simple and quick way to attach reinforcing bars;
- no qualifications required, you will learn how to knit reinforcement within 5-10 minutes;
- knitting is the same as welding, it performs the function of fastening the reinforcement and holding it in a fixed position so that when pouring concrete it does not move anywhere.
Knitting wire: how to choose, application and characteristics
Do you think that knitting wire is something unimportant? Many people don't even know about its existence. However, no construction can be completed without it. When constructing monolithic concrete structures, you cannot do without this type of rolled metal. Its main purpose is to tie the reinforcing elements into a single frame, and also to fix the fasteners before welding. It should be noted that a reinforced frame is much more reliable and economical than a welded frame.
Also used in:
- Manufacturing of steel ropes.
- Masonry mesh.
- Chainlink.
- Barbed wire, securing cargo during transportation.
- Installation work.
- Packaging.
But the most important place of use is in construction when creating reinforcement.
According to technical specifications and manufacturing method, it meets the requirements of GOST 3282.
Knitting wire for reinforcement is made from low-carbon steel. The workpiece is a wire rod, which is cold drawn and drawn under high pressure through a special mill with a hole of a given diameter. Then the wire is annealed. The process boils down to heating to a high temperature and slow cooling. During this treatment, the crystalline structure of the metal, which was damaged by pressure, is restored, which significantly reduces the internal stress of the metal.
Such wire may have the following characteristics:
- High ductility, strength.
- Due to slow cooling, no cracks
- Affordable price.
They are very easy to use. It can be easily bent, tied, and fixed in the required position.
The best tying wire is available in three versions:
- Without cover.
- Galvanized
- With polymer coating.
Galvanized or polymer-coated ones have a significant advantage - corrosion resistance. That is why they are often used to increase the strength of the frame of reinforced concrete structures.
How to choose the diameter?
It is necessary to know the diameter of the reinforcement in order to select the wire size. The main task is reliable fixation of the reinforcement; the thicker it is, the thicker the connecting element should be. The minimum diameter used for knitting work is 0.8 mm; it is used for tying reinforcement whose diameter does not exceed 10 mm. Sizes from 1 mm to 1.2 mm are most often used in private low-rise construction. This is the best option, since this thickness has sufficient strength and at the same time the necessary flexibility. And when constructing buildings with significant loads, it is recommended to use 1.4-1.6 mm wire. To perform knitting work, it is enough to use material of normal accuracy.
For wire knitting, collets are used, as well as manual, semi-automatic or automatic hooks.
Advice from the master! I have been engaged in monolithic construction for more than 10 years and I want to say that the most convenient wire for crocheting reinforcement has a diameter of 1.2 mm. Suitable for tying rods of all diameters, just for reinforcement with a diameter of 16 mm and above, take two wires.
What types of tying wire are used for tying reinforcement
There are two main types of knitting wire - regular wire and fired wire.
As a rule, the second option is used for tying reinforcement. Moreover, regardless of what the reinforcement frame is intended for, be it any type of foundation, or some other reinforced concrete structure.
In order for the wire to become processed, it is enough to heat it well, in other words, harden it. After thermal hardening, it becomes more flexible, more durable, and also more resistant to various atmospheric influences.
In addition to everything, the treated knitting wire has virtually no stretch, which will give the knot additional strength.
In the store you can also find galvanized and non-galvanized wire. Any of them is used for tying reinforcement, but galvanized is slightly less susceptible to aggressive environments.
Knitting wire 0.8, 1, 1.2, 1.6, 2, 3, 4, 5, 6, 7, 8 mm.
Knitting wire belongs to construction hardware. Supplied to the customer in coils with a diameter of 0.16 to 10 mm. Intended for tying, pulling parts, materials, etc.
It is made by drawing from an alloy of iron and carbon. The manufacturing technology is simple and has not changed for a long time. Wire rod is used as a workpiece. Regulated by GOST 3282-74 standard. The rigidity of the alloy from which the wire is made is given by carbon; the higher its percentage in the mixture, the stiffer the wire.
According to heat treatment, wire is divided into two types:
— With heat treatment;
— Without heat treatment.
Depending on the type of surface, the wire is:
— Coated (galvanized);
- Without cover.
Coated wire is available in diameters from 0.2 mm to 6.0 mm.
Uncoated wire from 0.16 mm to 10.0 mm.
polymer coating is now increasingly being used . This provides improved corrosion protection and extends its service life. This coating has a characteristic green color. The advantage of this type of coating is better protection against corrosion. The coating prevents moisture from reaching the metal core.
Wire without galvanized coating can be either with or without heat treatment. The price of such wire is the lowest compared to other types. Do not forget that its durability is relatively low. Intended for one-time use.
Galvanized wire is most often used in open spaces. It is coated with zinc. It extends the life of the wire and increases resistance to moisture. Its price is slightly higher than that of uncoated wire.
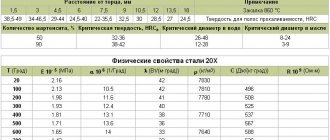
Features and characteristics
All technological parameters are specified by GOST 3282–74. The product is made of special low-carbon steel. This long-length rolled metal product is produced by drawing. The required elasticity is obtained after firing. The corresponding product is marked with the letter “O”. To create anti-corrosion resistance, some brands are coated with zinc.
To work in aggressive environments, they use special grades that differ in the type of coating. It happens:
- Polymer.
- Multi-layered.
If the rolled product has not undergone heat treatment, the marking will indicate the “TO” icon. When it comes to working with particularly important building frames, the “O” brand is considered preferable for tying reinforcement. It is divided into two types:
- Black.
- Light.
Products with zinc coating are divided into:
- 1C;
- 2C.
High manufacturing precision is marked with the letter “P”. According to the requirements of GOST 3282–74, the product must meet certain criteria:
- If there is no coating other than black wire, there should be no traces of scale, as well as any similar defects.
- The surface may be spotty.
- It is allowed to use a product that has not undergone heat treatment if, after bending it four times, it remains intact.
- The zinc surface must be intact. Cracks, delamination, and black spots are not allowed. Color inhomogeneity is allowed; zinc deposits may occur on the surface.
- Products must be supplied on uniformly wound reels.
- The length of the wire is not regulated, but the segment must be continuous.
The standard does not provide for lubrication of the product. This technological operation is performed only upon individual order. A prerequisite is the accessibility of the ends of the wire on the reel.
Only products less than one millimeter thick are packaged in oiled paper. Packaging of items of other sizes is negotiated separately. Product testing occurs during manufacturing. Physical properties are checked selectively on one or two skeins taken from the total batch.
Universal types of rolled wire
The most popular section remains 1.2 mm. This size is considered universal and can be used in many building systems.
The quality of such a product can be easily checked by touch. If the wire is made of high quality, it will have several positive characteristics:
- Does not lose integrity after repeated bending.
- Smooth surface.
- High strength.
- The tensile strength of a wire product with a cross-section of 1.2–2.5 mm ranges from 600 to 1270 N/mm2.
Choosing the right thickness
The main characteristic of the knitting wire is its diameter. The coated product has a cross-section of 0.2–6 mm. Ordinary rolled stock 0.16-10 mm. To tie a standard reinforced frame, use a diameter of 1.2 mm or more. This thickness remains the most popular.
Deviation of diameter from the normal appearance, for example, ovality, is not taken into account. The main thing is the type of coating, the quality of the metal is considered. For tying thick reinforcement, increased reliability is required , so tying is carried out with 1.6 mm wire. A higher section is not suitable, since a strong tightening will not be obtained.
A diameter of 0.8 mm is used for bunching horizontal rods, for example, fencing structures.
Material consumption
First, a reinforcement plan is drawn up and the number of connections is calculated. Moreover, all sections and nodes must be taken into account. To calculate the consumption, the minimum length of wire for dressing is determined. For an experienced master, 30-50 cm is enough.
To eliminate errors, a test knitting is done. The dimensions of the reinforcement and the thickness of the wire used are taken into account. To calculate the length of a segment, the formula F=2•π•R is used.
When the strapping material is too thin, its consumption will be much greater. Wire with a cross-section of 0.8 mm is tied in two layers or the number of turns is simply increased.
To accurately calculate the consumption of knitting material, you need to multiply the number of knots by the size of the segment sufficient to tie one joint. The result is always taken with a margin, which can reach 50-100%.
Table of weights of binding wire of various diameters
| Diameter, mm | Weight 1 m, kg | Diameter, mm | Weight 1 m, kg | Diameter, mm | Weight 1 m, kg |
| 0,6 | 0,0022 | 2,0 | 0,0247 | 4,0 | 0,0986 |
| 0,8 | 0,00395 | 2,2 | 0,030 | 4,5 | 0,1249 |
| 1,0 | 0,00617 | 2,5 | 0,039 | 5,0 | 0,1541 |
| 1,2 | 0,00888 | 2,8 | 0,048 | 5,5 | 0,1865 |
| 1,4 | 0,0121 | 3,0 | 0,0555 | 6,0 | 0,222 |
| 1,6 | 0,0153 | 3,2 | 0,0631 | 6,3 | 0,2447 |
| 1,8 | 0,02 | 3,5 | 0,0755 | 7,0 | 0,3021 |
To determine the mass of 1 meter of long products, you can use the formula M = ρ*π*(d2/4) , in which:
- ρ – steel density, 7500 kg/m3;
- π – 3,14;
- d – diameter, m.
The standards indicate the minimum coil weight for binding wire of different diameters. So, for products with diameters of 0.6-1 mm without coating it is 5 kg, 1.1-2 mm - 8 kg, 2.2-3.6 mm - 12 kg, 4-6 mm - 30 kg. The maximum weight of the coil, determined by the standards, is 1500 kg. However, in each individual case, the mass of coils, coils and reels can be set by the customer. There is only one rolled section in one skein, and no more than three in a bay.
In addition to carrying out reinforcement work, long products made from low-carbon steels are used for the manufacture of masonry and plaster mesh, cages and enclosures for animals, tying goods, insulating heating mains, and in the construction of fences.
Connecting reinforcement with tying wire
The reinforcement is connected with knitting wire using a knitting hook. How to do this correctly - see one of the previous articles, in which I talked about knitting reinforcement for the foundation.
The connection of the reinforcement must be rigid; not only the strength of the reinforced concrete structure during its operation, but also the strength and integrity of the frame during the process of pouring concrete into a trench or formwork depends on this.
When concrete is fed from a machine into a formwork or trench, there will be vibration and pressure pressure on the connected units, and in order for the reinforcement not to warp, it must be rigidly connected.
Main product parameters
The wire used for tying reinforcement for concrete can be supplied to the customer in coils or wound on spools. In this case, the weight of such a skein or reel is specified by the requirements of the regulatory document. Thus, the standard states that the minimum weight of a skein or reel in which wire with a diameter of 1.1–2 mm is supplied should be:
- 2 kg (if the product has a zinc coating);
- 8 kg (without zinc coating).
High-quality wire has standardized rigidity and can withstand a greater number of bends
The consumer, by prior agreement with the manufacturer, can order skeins whose weight will be 0.5–1.5 tons. Only one piece of the product can be wound onto skeins of binding wire for reinforcement, regardless of their weight. Unlike skeins, spools can contain up to 3 such sections.
The shipping documents for a batch of binding wire for reinforcement indicate only the weight, and the length can only be determined approximately. The standard does not stipulate this parameter, and determining the length of the product in a coil or on a reel is also made more difficult by the fact that even the regulatory document states that the diameter of the wire supplied to the customer may differ from the nominal one downwards.
An example of an accompanying invoice for a batch of binding wire
Tolerances for maximum deviations in the diameter of a binding wire with a cross-sectional size of 1.1–2 mm, depending on the manufacturing accuracy, are in the range of 0.05–0.12 mm. In order to determine how many meters of a product there are in a coil, you must first find out what specific gravity it has (in other words, how much 1 linear meter of wire of a certain diameter weighs). A quick and accurate method for determining this parameter is to divide the mass of a pre-weighed piece of product by its length. To find out how many meters of knitting wire for reinforcement are in a skein, it is enough to divide the total weight of the skein by the resulting value.
Permissible deviations of wire diameter according to GOST
The second method for determining the total length of wire in a coil is purely calculational and allows you to calculate fairly approximate parameters. Knowing the nominal diameter of the wire in a coil, which may differ from the actual value of its cross-section in a larger direction, the weight of one meter of the product is determined by the formula. Taking into account these errors, the calculated weight of one meter of binding wire for reinforcement will be less than its actual value. This means that the actual length of the product in the skein will be greater than that obtained when performing calculations.
The error between the actual and calculated values will be even greater if the coil contains zinc-coated wire. In such cases, the increase in error is due to the fact that the density of zinc, which coats the surface of the wire, is less than that of steel (the density of steel is 7850 kg/m3, while the density of zinc is 7133 kg/m3). To accurately determine the length of galvanized wire in a coil, complex calculations are required taking into account the thickness of the protective layer, which can also vary along the entire length of the product. This is why such calculations will always produce values with varying degrees of accuracy.
Minimum weight of a piece of wire on a reel
In practice, to determine the weight of one linear meter of both coated and not coated with a protective layer of zinc binding wire for reinforcement, the same formula is used M = qx S xh, where:
- M – weight of one linear meter of wire, measured in kg;
- q is the density of the metal from which the wire is made;
- S is the cross-sectional area of the wire, measured in m2;
- h – product length.
The cross-sectional area of the wire, which is a circle of a certain diameter (d), is calculated by the formula S = 3.14 x d2/4.
As an example, let's calculate the length of a coil of knitting wire weighing 8 kg and having a diameter of 1.1 mm.
- Cross-sectional area: S=3.14 x 0.00112/4 = 0.00000095 m2.
- Weight of one linear meter of the product: M=7850 x 0.00000095 x 1 = 0.00745 kg.
- Length of wire in a coil: L=8/0.00745 = 1073 m.
The feasibility of using steel wire for tying reinforcement
Wire of various diameters, which is produced in accordance with the requirements of GOST 3282-74, has a general purpose. The material for its manufacture is low-carbon steel. Depending on the purpose, the wire can be additionally subjected to heat treatment, its surface coated with a protective layer of zinc, and manufactured with normal or increased precision. General purpose wire is used to produce nails and various types of fencing. It is also used for tying.
The name of the binding wire is due to the fact that it is most often used specifically for fixing several elements of various structures using the tying method. For this purpose, this product is most often used in construction - to create reinforcement frames. The wire for tying reinforcement must be soft enough, so it is additionally annealed so that it bends better and breaks less when bent.
Heat treated zinc coated binding wire (O-1C)
Using soft annealed wire it is much easier to make a knot that will reliably fix the reinforcement in any spatial position. It is for reasons of ease of bending that products with a diameter in the range of 1.2–1.6 mm are used for tying reinforcement. Due to its small diameter, such wire is easily knitted, allowing you to make various knots on the reinforcement frame.
The diameter range indicated above is optimal, since thinner wire will often break, and thicker wire is more difficult to work with: it does not make it possible to make a strong knot and, accordingly, ensure high reliability of the strapping. The choice of binding wire with or without zinc coating depends only on how durable the connection of the reinforcement frame elements for a concrete structure should be.
Fastening rods using a rebar tying gun
An alternative to connecting reinforcement elements with binding wire is welding, with which you can install metal parts much faster. Meanwhile, it is possible to obtain high-quality and reliable connections of reinforcing bars only through resistance welding, which requires a special apparatus and the experience of a qualified specialist.
If you use conventional electric arc welding for these purposes, you can overheat the joint, as a result, the reinforcement will become more fragile and may break under the influence of significant loads. Concrete structures, the reinforcement frame of which is connected using electric arc welding, are not highly reliable, since they are not able to withstand long-term and peak loads.
If the conditions for installing the reinforcement frame do not provide for the use of welding, its elements are fixed to each other using binding wire. It is also important that high-quality tying of knots does not require high qualifications, and you can learn how to correctly perform such a procedure very quickly. Quality control of this work is also quite simple; to carry it out, it is enough to check whether all nodes of the reinforcement frame have been strapped.