Home / Consumables
Back
Reading time: 20 min
0
255
- General data Main differences between Steel 20 and Steel 20A
- Characteristics of material 20L
Description
Steel 20L is used : for the manufacture of fittings, shaped castings of general mechanical engineering parts produced by investment casting; parts of welded cast structures and other parts operating at temperatures from -40 to 450 °C; castings of parts for steam, gas, hydraulic turbines and compressors operating at temperatures from -40 to +350 °C; castings of the 2nd and 3rd groups of parts of pipeline fittings and drive devices for them (bodies of welded pipes and for cast-welded structures) with a working environment temperature from -30 to +450 °C without limiting the nominal operating pressure; cast centers of wheel pairs of locomotives and motor cars of electric trains and diesel trains of 1520 mm gauge railways in the UHL climate design; castings of equipment parts (fittings) for nuclear power plants, heat supply stations, combined heat and power plants, experimental and research nuclear reactors and installations; centrifugally cast pipes used as components in the equipment of the metallurgical, mechanical engineering, glass, ceramic, mining and processing petrochemical industries, as well as intended for the manufacture of blanks and parts used in the composition of products in the aviation and nuclear industries.
Note
Pearlitic grade steel. It is allowed to use castings of pipeline fittings parts made of steel grade 20L up to an operating temperature of minus 40 °C, subject to heat treatment in the hardening plus tempering or normalization plus tempering mode with impact strength testing KCU-40≥200 kJ/m2 (2.0 kgf m /cm2).
Areas of application
Certain technical characteristics of steel 20 explain its use in different areas of industry:
- Production of pipe fittings (sleeve nuts, fittings, flanges, crosses, nipples).
- Manufacturing of building materials.
- Assembly of various metal structures, machines, ships, industrial equipment.
This metal is used to produce:
- Seamless pipes. Manufactured by cold or hot drawing. Their feature is high strength.
- All-welded cold-rolled pipes.
- Various profiles (wire, I-beams, channels, metal corners, sheets of different thicknesses, rods).
Products from this alloy are manufactured according to certain state standards:
- GOST 17305-91—production of wire of different sections.
- GOST 82-70 - production of metal strips of different widths.
- GOST 16523-97 - production of light sheets of small thickness.
- GOST 10704-9 - pipe manufacturing.
- GOST 8479-70 - production of forged parts, forgings.
- GOST 1577-93 - production of metal sheets of large thickness.
- GOST 14955-77 - production of silver and grinding rods.
- GOST 7417-75 - production of calibrated rods.
- GOST 8240-97, GOST 1050-88 - production of shaped and long products.
GOSTs indicate the basic requirements for finished products and their testing for admission to sale.
Standards
| Name | Code | Standards |
| Bandages. Wheels. Axles | B41 | GOST 4491-86 |
| Steel castings | B82 | GOST 977-88, OST 108.961.04-80, OST 26-07-402-83, OST 24.920.01-80, OST 3-4365-79, OST 5R.9285-95, TU 26-02-19-75 , TU 108.11.352-87, TU 4112-091-00220302-2006, ST TsKBA 014-2004, TU 5.961-11151-92 |
| Hard alloys, metal-ceramic products and metal powders | B56 | OST 107.750001.001-91 |
| Classification, nomenclature and general norms | IN 20 | OST 84-218-85 |
| Welding and cutting of metals. Soldering, riveting | B05 | RTM 108.020.122-78 |
| Steel pipes and connecting parts for them | B62 | TU 1333-003-76886532-2014 |
Additional properties 20L
The closest equivalents (analogs) are 20L steel.
| USA | Germany | Japan | England | China | Poland |
| ASTM,AISI | DIN,WNr | JIS | B.S. | G.B. | PN |
| SC1020 | 1.0446 | SC410 | GS240 | ZG204-415 | L20 |
| W.C.A. | 1.0619 | SC42 | — | ZG230-450 | — |
| W.C.B. | GP240GH | SCPH1 | — | ZG25 | — |
| J03001 | GS-45 | SCPH2 | — | ZG250-485 | — |
| A1Q | — | — | — | — | — |
| J02003 | — | — | — | — | — |
| J02508 | — | — | — | — | — |
Additional properties according to GOST 977-88 standard
The general purpose of 20L steel can be described as production:
- parts that will not be subject to heavy loads during operation (stops, pins, copiers, gears, etc.),
- elements intended for use for a long time (at temperatures not exceeding 350 °C),
- parts whose operation requires high abrasion resistance.
After normalization, and without thermal treatment, 20L steel is suitable for the manufacture of crane hooks, bearing shells and other parts intended for operation under pressure at -40 – 450 °C.
To manufacture parts and elements for which requirements such as a high degree of surface strength are determined during operation, 20L steel is subjected to chemical-thermal treatment (worm pairs, worms themselves, gears).
Alloy 20L is in demand in the manufacture of pipes and fittings for pipelines and steam lines (even with critical indicators of the transported media). This steel is used to produce seamless pipes and profiles (including welded ones) of various sections.
All the operational characteristics of 20L make it possible to make from it bearings, shafts, blanks for parts, elements of welded boilers, sheets for welding for the boilers themselves, and heating devices.
Source
Chemical composition
| Standard | C | S | P | Mn | Cr | Si | Ni | Fe | Cu |
| GOST 4491-86 | 0.17-0.25 | ≤0.025 | ≤0.03 | 0.6-0.9 | ≤0.5 | 0.2-0.52 | ≤0.5 | Remainder | ≤0.4 |
| TU 5.961-11151-92 | 0.17-0.25 | ≤0.025 | ≤0.025 | 0.45-0.9 | — | 0.2-0.52 | — | Remainder | — |
| TU 1333-003-76886532-2014 | 0.17-0.25 | ≤0.04 | ≤0.04 | 0.45-0.9 | — | 0.2-0.52 | — | Remainder | — |
| ST TsKBA 014-2004 | 0.17-0.25 | ≤0.04 | ≤0.04 | 0.45-0.9 | ≤0.45 | 0.2-0.52 | ≤0.4 | Remainder | ≤0.4 |
Fe is the basis. According to GOST 977-88, the mass fraction of S and P content is indicated for group 1 of castings made of base steel. The content of sulfur and phosphorus in castings of groups 2 and 3, in acid and basic open-hearth steel - see table 4a in GOST 977-88. According to TU 5.961-11151-92 for castings of classes 1 and 2, the mass fraction of cobalt in steel should not exceed 0.20%, and for castings located in the direct irradiation zone - 0.15%.
Decoding the brand
The alloy belongs, according to GOST 1050-88, to structural high-quality carbon steels, which are subject to more stringent requirements for composition and production conditions.
The marking indicates the average content of the main component (carbon) in hundredths of a percent - 0.20%. As its concentration increases, the surface hardness of the material increases, but at the same time its ductility decreases. The range of permissible carbon concentrations in metal is established by standards within 0.17-0.24%.
Manganese and silicon are used as deoxidizing agents. They help remove oxygen and other gases from the metal, which increase the porosity of its structure. The silicon content is in the range of 0.17-0.35%, manganese - 0.35-0.60%.
The alloy also contains other elements in small quantities that have a positive effect on its properties. However, their concentrations are too low:
- nickel – up to 0.3%;
- chromium – 0.2%;
- copper – 0.3%.
The presence in the metal of minimal amounts of harmful impurities is inevitable, deteriorating its mechanical properties:
- sulfur – up to 0.04%;
- phosphorus – 0.035%.
Mechanical characteristics
| Section, mm | sТ|s0.2, MPa | σB, MPa | d10 | y, % | kJ/m2, kJ/m2 | Brinell hardness, MPa |
| Castings of gas turbine parts. Normalization at 880-900 °C or Normalization at 880-900 °C, air cooling + tempering at 630-650 °C, air cooling | ||||||
| 100 | ≥216 | ≥412 | ≥22 | ≥35 | ≥491 | 116-144 |
| Normalization at 870-890 °C, cooling in air to 250-300 °C + tempering at 630-650 °C, cooling in air (location of sample cutting is indicated) | ||||||
| 100 | 210-245 | 440-490 | 30-34 | 44-64 | — | 131-143 |
| Castings with a wall thickness of up to 100 mm are delivered in accordance with TU 5.961-11151-92. Normalization at 880-900 °C + Vacation at 630-650 °C. Critical brittleness temperature Tko ≤ 55 °C. | ||||||
| — | ≥216 | ≥412 | ≥22 | ≥35 | ≥490 | 116-144 |
| Normalization at 870-890 °C, cooling in air to 250-300 °C + tempering at 630-650 °C, cooling in air (location of sample cutting is indicated) | ||||||
| 200 | 210-265 | 430-485 | 19-37 | 28-64 | — | 131 |
| Castings for shipbuilding. Normalization at 890-920 °C + tempering at 630-670 °C, air cooling | ||||||
| — | ≥220 | ≥420 | ≥22 | ≥35 | ≥500 | 116-144 |
| Castings with a wall thickness of up to 100 mm are delivered in accordance with TU 5.961-11151-92. Normalization at 880-900 °C + Vacation at 630-650 °C. Critical brittleness temperature Tko ≤ 55 °C. | ||||||
| — | ≥170 | ≥370 | — | ≥35 | — | — |
| Cast centers for wheel pairs of cars according to GOST 4491-86. Normalization at 940-960 °C (holding time 2.5-3.0 hours), accelerated cooling to 300-400 °C at a rate of at least 0.4 °C s-1 + Tempering at 640-660 °C, holding 2.5-3.0 h (KCU+20°/KCU-60°) | ||||||
| ≥245 | ≥440 | ≥22 | ≥32 | ≥490/245 | — | |
| Normalization at 870-890 °C, cooling in air to 250-300 °C + tempering at 630-650 °C, cooling in air (location of sample cutting is indicated) | ||||||
| 10 | 215-225 | 450-495 | 27-37 | 45-63 | — | 131 |
| Castings with a wall thickness of up to 100 mm are delivered in accordance with TU 5.961-11151-92. Normalization at 880-900 °C + Vacation at 630-650 °C. Critical brittleness temperature Tko ≤ 55 °C. | ||||||
| — | ≥160 | ≥370 | — | ≥33 | — | — |
| Normalization at 870-890 °C, cooling in air to 250-300 °C + tempering at 630-650 °C, cooling in air (location of sample cutting is indicated) | ||||||
| 100 | 200-245 | 420-485 | 31-33 | 44-64 | — | 131-134 |
| Castings with a wall thickness of up to 100 mm are delivered in accordance with TU 5.961-11151-92. Normalization at 880-900 °C + Vacation at 630-650 °C. Critical brittleness temperature Tko ≤ 55 °C. | ||||||
| — | ≥140 | ≥360 | — | ≥32 | — | — |
| Normalization at 870-890 °C, cooling in air to 250-300 °C + tempering at 630-650 °C, cooling in air (location of sample cutting is indicated) | ||||||
| 200 | 210-255 | 430-470 | 14-34 | 24-61 | — | 121-143 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | — | 134-143 |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | — | 124-143 |
Steel grade 20L
| Brand: 20L (substitutes 25L, 30L) Class: Ordinary steel for castings Type of delivery: castings GOST 977-88 | |
| Use in industry: chabots, fittings, shaped castings of general mechanical engineering parts produced by the lost-wax method, parts of welded-cast structures and other parts operating at temperatures from -40 to 450 °C. |
| Chemical composition in % of steel 20L | ||
| C | 0,17 — 0,25 | |
| Si | 0,2 — 0,52 | |
| Mn | 0,35 — 0,9 | |
| Ni | up to 0.3 | |
| S | up to 0.045 | |
| P | up to 0.04 | |
| Cr | up to 0.3 | |
| Cu | up to 0.3 | |
| Fe | ~99 | |
| Foreign analogues of steel grade 20L | ||
| USA | 1A, Gr.WCA, J02002, J02502 | |
| Germany | 1.0443, 1.0619, GP240GH, GS45 | |
| Japan | SC450, SCPH1 | |
| France | FB-M | |
| England | 430A | |
| Italy | GC20 | |
| Poland | L20 | |
| Czech | 422643 | |
| Austria | GS45 | |
| Additional information and properties |
| Specific gravity: 7850 kg/m3 Heat treatment: Normalization 880 - 900oC, Tempering 630 - 650oC, Critical point temperature: Ac1 = 735, Ac3(Acm) = 854, Ar3(Arcm) = 835, Ar1 = 680 Weldability of the material: without restrictions. Welding methods: RDS, ADS under gas protection, ESW. Cutting machinability: in the annealed state at HB 121-126 and σв =390 MPa, K υ solid. spl=1.5 and Kυ b.st=1.35 Flock sensitivity: not sensitive. Tendency to temper brittleness: not prone. Temperature of the beginning of solidification, °C: 1512-1521 Linear shrinkage, %: 2.2 - 2.3 Fluidity, Kh.t.: 0.9 Tendency to form a shrinkage hole, Cur.r. : 0.9 shrinkage porosity, Kp. : 1.0 Crack resistance index, Kt.u.: 1.0 |
| Mechanical properties of steel 20L in sections up to 100 mm (GOST 977-88) | |||||
| Delivery condition, heat treatment mode | σ0.2 (MPa) | σв (MPa) | δ5 (%) | ψ % | KCU (kJ/m2) |
| Normalization 880-900 °C. Holiday 630-650 °C | 220 | 420 | 22 | 35 | 500 |
| Mechanical properties of steel 20L depending on the section | |||||||
| Section, mm | Sample cutting location | σ0.2 (MPa) | σв (MPa) | δ5 (%) | ψ % | KCU (kJ/m2) | HB |
| Normalization 870-890 °C, air up to 250-300 °C. Vacation 630-650 °C, air. | |||||||
| 10 30 50 | C | 215-225 200-265 200-275 | 450-495 425-480 460-480 | 27-37 31-37 31-33 | 45-63 48-63 48-57 | 60-83 64-96 | 131 134-143 124-143 |
| 100 | Ts K | 200-245 210-245 | 420-485 440-490 | 29-36 30-34 | 44-64 44-64 | 107-141 92-153 | 131-134 131-143 |
| 200 | Ts K | 210-255 210-265 | 430-470 430-485 | 14-34 19-37 | 24-61 28-64 | 103-149 90-127 | 121-143 131 |
| Impact strength of castings made of steel 20L with a cross section of 30 mm KCU , (J/cm2) | ||||
| Т= +20 °С | Т= -20 °С | Т= -60 °С | Т= -80 °С | Heat treatment |
| 55-83 | 41-64 | 6-12 | 3-5 | Normalization 870-890 °C, air up to 250-300 °C. Vacation 630-650 °C, air. |
| Endurance limit of steel 20L | ||
| σ-1, MPA | n | Heat treatment |
| 211 196 | 107 | σ0.2=260 MPa, σb=470 MPa σ0.2=280 MPa, σb=500 MPa HB 137 |
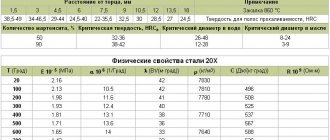
| Physical properties of steel 20L | ||||||
| T (Grad) | E 10-5 (MPa) | a 10 6 (1/Deg) | l (W/(m deg)) | r (kg/m3) | C (J/(kg deg)) | R 10 9 (Ohm m) |
| 20 | 2.01 | 54 | 7850 | 170 | ||
| 100 | 1.96 | 12.2 | 53 | 487 | 220 | |
| 200 | 1.88 | 12.7 | 51 | 500 | 294 | |
| 300 | 1.83 | 13.1 | 48 | 517 | 385 | |
| 400 | 1.73 | 13.5 | 43 | 533 | 490 | |
| 500 | 1.65 | 13.9 | 39 | 559 | 604 | |
| 600 | 1.52 | 14.4 | 35 | 588 | 761 | |
| 700 | 1.32 | 14.9 | 32 | 638 | 932 | |
| 800 | 1.2 | 12.6 | 27 | 706 | 1101 | |
| 900 | 12.4 | 27 | 706 | 1139 | ||
Interpretation of grade 20L: this spelling means that the steel is foundry and contains 0.20% carbon and minimal impurities of other substances.
physical characteristics
| Temperature | E, GPa | G, GPa | r, kg/m3 | l, W/(m °С) | R, NOM m | a, 10-6 1/°С | C, J/(kg °C) |
| 20 | 201 | 78 | 7850 | 54 | 170 | — | — |
| 100 | 196 | 76 | — | 53 | 220 | 122 | 487 |
| 200 | 188 | 73 | — | 51 | 294 | 127 | 500 |
| 300 | 183 | 71 | — | 48 | 385 | 131 | 517 |
| 400 | 173 | 67 | — | 43 | 490 | 135 | 533 |
| 500 | 165 | 63 | — | 39 | 604 | 139 | 559 |
| 600 | 152 | 58 | — | 35 | 761 | 144 | 588 |
| 700 | 132 | 50 | — | 32 | 932 | 149 | 638 |
| 800 | 120 | 45 | — | 27 | 1101 | 126 | 706 |
| 900 | — | — | — | 27 | 1139 | 126 | 706 |
| 1100 | — | — | — | — | — | 124 | 706 |
Characteristics of steel 25L
Interpretation of steel grade 25L: the number 25 means the content of 0.25% carbon in the alloy, and the letter L is the designation of cast steel.
Casting alloy 25L is intended for the production of castings (blanks). Therefore, specific requirements are imposed on it.
And the main features of this steel are:
- fluidity - the property of molten metal to completely fill the mold;
- lack of tendency to form shrinkage cavities;
- no tendency to form cracks.
The scope of use in industry and mechanical engineering of 25L cast steel is very wide. One-piece structures are made from it - rolling mill beds, pulleys, floor slabs, frames of roller tables and trolleys, cylinder covers, steam hammer heads, cross beams, covers, etc.
In addition, 25L is indispensable in the production of cast parts for a wide variety of applications - pump elements, welded-cast structures, flanges, pistons, bearing elements, turbine fittings, shafts and axles, pipes, flywheels, balancers and gear wheels, molds, etc.
This steel is suitable for casting structures, elements and parts that are operated under pressure and in temperature conditions - -40 °C to +450 °C.
Source
Technological properties
| Name | Meaning |
| Weldability | Weldable without restrictions. Welding methods: RDS, ADS under gas protection, ESW. After correcting defects by welding, tempering is applied at 619-660 °C. |
| Tendency to temper brittleness | Not inclined. |
| Flock sensitivity | not sensitive. |
| Surfacing | Surfacing of the sealing surfaces of pipeline fittings parts in accordance with OST 26-07-2028-81 is carried out by manual electric arc surfacing using electrodes of type E-20X13 with coating UONI-13NZH, NII-48, NII-48ZH-1 or wire SV-12X13 or SV-20X13 . Surface preparation for surfacing is carried out by mechanical processing. Surfacing is carried out with preliminary and concomitant heating of the part to 400-450 °C in at least 3 layers with a thickness of at least 4 mm, excluding allowance for machining. Heat treatment after surfacing is carried out by tempering at 550-600 °C (holding time 2-5 hours) for hardness HB=301-350, at 600-650 °C (holding time 2-5 hours) for hardness HB=240-300, at 400 -450 °C (holding time 2-5 hours) for hardness HB=351-400. The oven temperature when loading parts for tempering should be no more than 300 °C. |
| Welding defects | Welding of defects in castings after cutting is usually carried out without preliminary or accompanying heating. For semi-automatic welding in a carbon dioxide environment, Sv-08G2S wire with a diameter of 2 mm is used at a current strength of 380-420 A. Welding of defects by manual welding is carried out with electrodes of type E42A (GOST 9467) brand UONI-13/45. When welding a rigid contour of castings or a sample with a volume of more than 2000 cm3, it is recommended to preheat it at 120-150 °C before applying the first bead. When welding a sample with a volume of more than 5000 cm3, it is necessary to carry out preliminary and accompanying heating to 150-180 °C. |
Legend
Mechanical properties
Elongation at break
Short-term strength limit
Weldability
Physical properties
Linear expansion coefficient
You can buy rolled metal from non-alloy steel for castings 20L in St. Petersburg by phone. Specialists will place your order and advise you on the assortment, prices, and delivery conditions.
Attention! All emails and invoices from Lenspetsstal LLC are sent only from the mail domain @lsst.ru Documents sent from other addresses are invalid!
Electronic document management - EDI. A secure way to transfer documents, quickly, conveniently, an archive of all files, a modern solution for accounting and supply. We work with Kontur.Diadoc and VLSI, join us!
Source
Non-alloyed structural steels
Quenching and tempering
| steel grade | Strength category | Yield strength σт, MPa | Tensile strength σв, MPa | Relative elongation σ, % | Relative narrowing Ψ,% | Impact strength KCU, kJ/m 2 |
| 25L | KT30 | 294 | 491 | 22 | 33 | 343 |
| 30L | KT30 | 294 | 491 | 17 | 30 | 343 |
| 35L | KT35 | 343 | 540 | 16 | 20 | 294 |
| 40L | KT35 | 343 | 540 | 14 | 20 | 294 |
| 45L | KT40 | 392 | 589 | 10 | 20 | 245 |
| 50L | KT40 | 392 | 736 | 14 | 20 | 294 |
Alloyed structural steels
Normalization or normalization with vacation
| steel grade | Strength category | Yield strength σт, MPa | Tensile strength σв, MPa | Relative elongation σ, % | Relative narrowing Ψ,% | Impact strength KCU, kJ/m 2 |
| 20GL | K20 | 275 | 540 | 18 | 25 | 491 |
| 35GL | K20 | 294 | 540 | 12 | 20 | 294 |
| 20GSL | K30 | 294 | 540 | 18 | 30 | 294 |
| 30GSL | K35 | 343 | 589 | 14 | 25 | 294 |
| 20G1FL | K30 | 314 | 510 | 17 | 25 | 491 |
| 20FL | K30 | 294 | 491 | 18 | 35 | 491 |
| Z0HGSFL | K40 | 392 | 589 | 15 | 25 | 343 |
| 45FL | K40 | 392 | 589 | 12 | 20 | 294 |
| 20HML | K25 | 245 | 441 | 18 | 30 | 294 |
| 20ХМФЛ | K25 | 275 | 491 | 16 | 35 | 294 |
| 20GNMFL | K50 | 491 | 589 | 15 | 33 | 491 |
| 35HML | K40 | 392 | 589 | 12 | 20 | 294 |
| 30HNML | K55 | 540 | 687 | 12 | 20 | 294 |
| 35ХГСЛ | K35 | 343 | 589 | 14 | 25 | 294 |
| 20DHL | K40 | 392 | 491 | 12 | 30 | 294 |
| 08GDNFL | K35 | 343 | 441 | 18 | 30 | 491 |
| 13HNDFTL | K40 | 392 | 491 | 18 | 30 | 491 |
| 12DN2FL | K55 | 540 | 638 | 12 | 20 | 294 |
| 12DHN1MFL | K65 | 638 | 785 | 12 | 20 | 294 |
Alloyed structural steels
Quenching and tempering
| steel grade | Strength category | Yield strength σт, MPa | Tensile strength σв, MPa | Relative elongation σ, % | Relative narrowing Ψ,% | Impact strength KCU, kJ/m 2 |
| 20GL | KT30 | 334 | 530 | 14 | 25 | 383 |
| 35GL | KT35 | 343 | 589 | 14 | 30 | 491 |
| 30GSL | KT40 | 392 | 638 | 14 | 30 | 491 |
| 30ХГСФЛ | KT60 | 589 | 785 | 14 | 25 | 441 |
| 45FL | KT50 | 493 | 687 | 12 | 20 | 294 |
| 32Х06Л | KT45 | 441 | 638 | 10 | 20 | 491 |
| 40HL | KT50 | 491 | 638 | 12 | 25 | 392 |
| 20GNMFL | KT60 | 589 | 687 | 14 | 30 | 589 |
| 35HML | KT55 | 540 | 687 | 12 | 25 | 392 |
| 30HNML | KT65 | 638 | 785 | 10 | 20 | 392 |
| 35ХГСЛ | KT60 | 589 | 785 | 10 | 20 | 392 |
| 35NGML | KT60 | 589 | 736 | 12 | 25 | 392 |
| 20DHL | KT55 | 540 | 638 | 12 | 30 | 392 |
| 12DN2FL | KT65 | 638 | 785 | 12 | 25 | 392 |
| 12DHN1MFL | KT75 | 735 | 981 | 10 | 20 | 294 |
| 23ХГС2МФЛ | KT110 | 1079 | 1275 | 6 | 24 | 392 |
| 12Х7Г3СЛ | KT110 | 1079 | 1324 | 9 | 40 | 589 |
| 25Х2ГНМФЛ | KT50 | 491 | 638 | 12 | 30 | 589 |
| 27Х5ГСЛМ | KT120 | 1177 | 1472 | 5 | 20 | 392 |
| 30Х3С3ГМЛ | KT150 | 1472 | 1766 | 4 | 15 | 196 |
| 03Н12Х5М3ТЛ | KT130 | 1275 | 1324 | 8 | 45 | 491 |
| 03Н12Х5М3ТУЛ | KT145 | 1422 | 1472 | 8 | 35 | 294 |
Non-alloyed structural steels
Normalization or normalization with vacation
| steel grade | Strength category | Yield strength σт, MPa | Tensile strength σв, MPa | Relative elongation σ, % | Relative narrowing Ψ,% | Impact strength KCU, kJ/m 2 |
| 15L | K20 | 196 | 392 | 24 | 35 | 491 |
| 20L | K20 | 216 | 412 | 22 | 35 | 491 |
| 25L | K20 | 235 | 441 | 19 | 30 | 392 |
| 30L | K25 | 255 | 471 | 17 | 30 | 343 |
| 35L | K25 | 275 | 491 | 15 | 25 | 343 |
| 40L | K30 | 294 | 520 | 14 | 25 | 294 |
| 45L | K30 | 314 | 540 | 12 | 20 | 294 |
| 50L | K30 | 334 | 569 | 11 | 20 | 245 |