GOST 21022-75
INTERSTATE STANDARD
CHROME STEEL FOR PRECISION BEARINGS
TECHNICAL CONDITIONS
IPC PUBLISHING HOUSE OF STANDARDS Moscow
INTERSTATE STANDARD
| CHROME STEEL FOR PRECISION BEARINGS Specifications Chromic steel for precise bearings. Specifications | GOST 21022-75* |
By Resolution of the State Committee of Standards of the Council of Ministers of the USSR dated July 25, 1975 No. 1928, the introduction date was set
from 01.01.77
The validity period was lifted by Gosstandart Decree No. 1187 dated 07/02/91
This standard applies to hot-rolled and forged steel with a diameter of up to 120 mm, calibrated with a diameter of up to 40 mm, grade ShKh15-ShD, obtained by remelting in a vacuum arc furnace electrodes from steel grade ShKh15, made from metal of electroslag remelting.
The steel is intended for the manufacture of precision bearings.
Steel structure
The most important requirement for this type of steel is high hardness. In order to achieve this indicator, a large amount of carbon is used as an alloying element, and a certain amount of chromium is also added.
At the time of delivery of this steel, its structure is a ferrite-carbide mixture. Most often, when this type is supplied, it is written that it is annealed to granular perlite. It is also important to note that the characteristics of the use of ShKh15 steel include high ductility, which must be observed, since raw materials of this grade are often used for the production of various plastic structures.
The steel hardening temperature at which it undergoes heat treatment is 830-840 degrees Celsius. The release of raw materials is carried out at a temperature of 150 to 160 degrees, and the time required to complete the operation is 1-2 hours.
ACCEPTANCE RULES
3.1. Steel is presented for acceptance in batches. The batch must consist of rods from one heat of vacuum-arc remelting, identical in diameter and heat treatment mode. Vacuum-arc melting includes ingots melted from the electrodes of one initial melt of electroslag remelting.
3.2. To check the quality of steel, the following are selected:
a) one sample from melting - for chemical analysis;
b) 10% of bars from the batch - to check the size and curvature of the bars; all rods - to check surface quality;
c) one - three bars from 1 ton, but not less than five to ten bars from a batch with a rod thickness of up to 30 mm and 10% of bars from a batch with a rod thickness of more than 30 mm - to test the hardness of annealed steel;
d) three rods from the batch - for hot and cold upsetting;
e) two rods larger than 30 mm from the melt - to check the macrostructure;
f) 10% of bars from melting calibrated and hot-rolled steel with a diameter of up to 40 mm and two bars from melting hot-rolled steel with a diameter of over 40 mm - to check the fracture structure across the metal fiber.
Note. With 100% ultrasonic testing of rods, two rods from the melt are selected to check the fracture structure.
g) two rods from a batch of steel with a diameter of over 45 mm - to check the fracture structure on hardened samples along the fiber;
h) five rods from the batch - to check the microstructure and three to five rods to check the hardness - when checking the depth of the decarbonized layer;
i) ten rods from melting - to check the contamination of steel with non-metallic inclusions;
j) six rods from a batch of hot-rolled or forged steel or ten rods from a melt for calibrated steel - to check microporosity;
k) five rods from the batch - to check structural banding; six rods - carbide segregation and five rods - carbide mesh;
l) all rods of the batch - to check compliance with the steel grade;
m) two rods of one heat - to control hardenability
(Changed edition, Amendment No. 4).
3.3. If the results of any test (except for the test for non-metallic inclusions) do not comply with the requirements of this standard, repeated tests are carried out in accordance with the requirements of GOST 7566-94.
If unsatisfactory results are obtained from testing steel for non-metallic inclusions, repeated testing is carried out: on ten samples taken from other rods of the batch - (melts) using the evaluation method using scales and on six samples using the method of counting inclusions.
If there is a defect in one type of inclusion, then the melt does not meet the requirements of this standard. The results of the re-inspection are final.
Swimming trunks that have lunges during the initial test that exceed the standards in Table. 3 by three points, are not subject to repeated control, and the results of the primary control are final.
Carbide phase
Further characteristics of the use of ShKh15 steel largely depend on the carbide phase and its successful completion. If we examine its progress under a microscope, we can observe that upon successful completion, the force required to destroy the matrix is 140 kN.
In order to achieve such an indicator, the ball, which is the main element of the structure, must have a homogeneous matrix, as well as sufficiently homogeneous carbides. They must be identical both in size and in their distribution in the matrix. If something goes wrong during processing, the force required to destroy the structure can drop to 68 kN. If this happens, it means that the structure of the ball is heterogeneous. The carbides in this case may be unevenly distributed and/or of unequal size. This indicator is very significant for steel.
Carbide phase defects
Since the characteristics of the use of ShKh15 steel largely depend on the flow of the carbide phase, it is important to know what defects this process may have:
- One of the first defects is carbide banding. It occurs due to the fact that there is heterogeneity in the structure of the steel after hardening. In those areas where a large amount of carbides is present, a martensite-troostite structure appears, and in those areas where the amount of this substance is small, acicular martensite appears.
- Another defect that can occur is carbide segregation. In bearing type steel, large inclusions of carbides are often found, which are located along the rolling direction - this is called carbide segregation. The defect of this phenomenon is that these elements are characterized by high strength, but also high fragility. Most often, such elements are destroyed when steel reaches the working surface, which creates a source of destruction. A pronounced defect of this type greatly increases the wear of ball bearing steel.
Steel bearings
Due to the application characteristics of ShKh15 steel, it is often used for the production of balls, rollers and bearing rings.
It is worth noting that during operation of these parts they are constantly exposed to high alternating stresses. It is also important to understand that the roller or ball, as well as the track of rings, experience a high load at a single moment in time, which is distributed over a very small area of the plane. Because of this, alternating stresses of the order of 3-5 MN/m2 (300-500 kgf/cm2) alternately arise in such areas.
It is because of such loads that the hardening temperature of the steel is very high in order to impart high strength to the material. It is also important to note that such high loads do not pass without leaving a trace; they leave a slight deformation of the bearing elements. Because of this, fatigue cracks form on the bearing. The appearance of these defects leads to the fact that when passing through this section, an impact occurs, due to which the deformation only intensifies, and ultimately the bearing completely fails.
Bearing steel: characteristics
This grade of steel is used for the production of balls with a diameter of up to 150 mm, rollers with a diameter of up to 23 mm, as well as for the production of bearing rings with a wall thickness of 14 mm. This steel can also be used for the manufacture of plunger bushings, injection valves, and other parts for which the main requirement is high hardness, high wear resistance, and contact strength.
Bearing steel of this grade also has a number of certain characteristics, such as: a tendency to temper brittleness or flake sensitivity. The short-term strength limits of this material are in the range from 590 to 750 MPa. The proportionality limit for this material is 370-410 MPa. The relative elongation of the material at break is 20%. Steel grade ШХ15 has a relative narrowing of 45%. In addition, there is also an impact strength characteristic, the value of which is 440 kJ/m2.
ADDITIONAL DIMENSIONS OF CALIBRATED BEARING STEEL
Rod diameters, mm: 5.4; 5.7; 6.2; 6.6; 7.2; 7.6; 7.9; 8.1; 8.3; 8.4; 8.6; 8.7; 9.1; 9.3; 9.4; 9.6; 9.7; 10.1; 10.3; 10.4; 10.7; 10.9; 11.3; 11.4; 11.6; 11.7; 11.9; 12.1; 12.3; 12.4; 12.6; 12.7; 12.9; 13.3; 13.4; 13.6; 13.8; 14.1; 14.2; 14.3; 14.4; 14.6; 14.7; 14.8; 14.9; 15.2; 15.4; 15.8; 16.3; 16.6; 16.7; 16.8; 17.2; 17.3; 17.4; 17.6; 17.8; 17.9; 18.2; 18.3; 18.4; 18.8; 19.1; 19.2; 19.3; 19.8; 20.2; 20.4; 20.6; 20.8; 21.4; 21.6; 21.7; 21.8; 22.5; 22.8; 22.9; 23.2; 23.5; 23.8; 24.2; 24.5; 24.8; 25.5; 26.2; 27.5; 28.5.
Note. Maximum deviations for calibrated steel of the sizes indicated above must comply with the requirements of GOST 7417-75 for a bar of the nearest size.
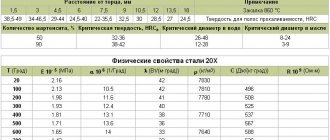
Properties of steel ШХ15
If we talk about the properties of this brand, then you need to pay attention to its chemical composition, which largely affects the formation of these properties. ShKh15 steel contains the following chemical elements:
- C - 0.95 -1.0;
- Si - 0.17-0.37;
- Mn - 0.2-0.4;
- Cr - 1.35-1.65.
This brand is also characterized by another parameter - the critical temperature point. For steel ШХ15 this figure is in the range from 735 to 765 degrees Celsius.
In order to achieve the required strength, this type of alloy is subjected to intense heating, the temperature of which exceeds the eutectoid transformation. It provides the required concentration of elements such as C and Cr in the steel composition in solid form, and also creates a fine, homogeneous grain structure.
The interpretation of steel ШХ15, which is obtained as a result of all these operations, is as follows: the letter Ш indicates that the material belongs to the group of bearing steels, and the letter X indicates that the raw material contains a material such as chromium, which is one of the alloyed elements.
LABELING, PACKAGING, TRANSPORTATION AND STORAGE
5.1. Marking, packaging - in accordance with GOST 7566-94 with the following additions.
5.1.1. All rods with a diameter or thickness from 30 to 70 mm inclusive must be stamped at the end, and rods with a diameter or thickness of more than 70 mm must be stamped at the end. It is allowed to apply the stamp to the end of rods with a diameter or thickness from 30 to 70 mm.
5.1.2. For rods with a diameter or thickness of less than 30 mm, the mark is stamped on a tag attached to each bundle.
5.1.3. To protect against corrosion, calibrated steel must be coated with an easily removable lubricant. Upon customer's request, calibrated steel is supplied without lubrication.
5.1.4. At the consumer's request, calibrated steel is supplied in a synthetic film or a box with paper packaging.
(Changed edition, Amendment No. 2).
5.2. Transportation is carried out in accordance with GOST 7566-94.
5.3. Metal products must be stored in closed warehouses.
5.2, 5.3. (Introduced additionally, Amendment No. 3).
Carbon steel
ShKh15 steel is a carbon and low-alloy steel, which in the manufacture of knives has acquired the name “carbon”. This material has been used for approximately 100 years. The main area of application of this material is bearing, wear-resistant and cutting parts or elements.
It is also worth noting that this group of steel is classic for making knives abroad. A knife made from ShKh15 will have enormous strength, as well as significant sharpness. Such products are most often used for any cutting tools, but ordinary kitchen knives can also be made from it.
What does the steel marking mean?
It has become quite easy to decipher the brand; you just need to have certain information. Structural steels of ordinary quality and not containing alloying elements are marked with the letter combination “St”. By the number following the letters in the name of the brand, you can determine how much carbon is in such an alloy (calculated in tenths of a percent). The numbers may be followed by the letters “KP”: from them it becomes clear that this alloy has not completely gone through the deoxidation process in the furnace, and accordingly, it belongs to the boiling category. If the brand name does not contain such letters, then the steel corresponds to the calm category.
Chemical composition of carbon structural steels of ordinary quality
Structural unalloyed steel, which belongs to the quality category, has two numbers in its designation; they are used to determine the average carbon content in it (calculated in hundredths of a percent).
Before we begin to consider the grades of those steels that include alloying additives, you should understand how these additives are designated. Marking of alloy steels may include the following letter designations:
List of alloying additives used
Features of use
The interpretation of steel ШХ15 speaks for itself, but it is worth adding that 15 is an indicator of the amount of chromium in the material, which is contained there in the amount of 1.5%.
When operating products made from this steel in a metastable environment with high loads, geometric changes in the dimensions of the part are quite possible. After observing hardened samples and their changes in size, as well as after conducting x-ray studies, people found that in order to stabilize a substance such as martensite, it is necessary to harden the raw material for 2-4 hours at a temperature of 150 degrees Celsius. If it is necessary to stabilize martensite for further operation of the substance at elevated temperature conditions, then the tempering process must take place at a temperature threshold that will exceed the operating temperature by 50-100 degrees Celsius.
It can be noted that the main reason why, after quenching and tempering, steel changes its geometric parameters is the influence of retained austenite. To give a clear example, we can imagine the following statement: 1% of authensite, when transformed into martensite, will change the size of the part by 1•10-4. For a clearer definition, this means that the size change will occur by 10 microns for every 100 mm of size.
TEST METHODS
4.1. Sampling to determine the chemical composition of steel is carried out according to GOST 7565-81, chemical analysis - according to GOST 12344-88, GOST 12345-88, GOST 12346-78, GOST 12347-77, GOST 12348-78, GOST 12350-78, GOST 12352 -81, GOST 12355-78, GOST 12356-81, GOST 12357-84, GOST 28473-90 or other methods that provide the necessary accuracy.
If disagreements arise between the consumer and the manufacturer, the chemical composition of steel is determined according to the specified standards.
The method for determining the titanium and aluminum content in steel, determined at the request of the consumer, is established by agreement with the consumer.
(Changed edition, Amendment No. 2).
4.2. To check the quality of steel, one sample is taken from the rod in accordance with the requirements of paragraph 3.2 (subparagraphs c, d, e, f, g, h, i, j, l, m, n
) and clause 3.3.
4.3. Compliance with the steel grade is checked using the sparking method, stilloscope or other non-destructive method.
4.4. Brinell hardness is checked according to GOST 9012-59 after stripping the decarburized layer from both ends of the selected rods. It is allowed to check the hardness in the cross section of samples.
Note. If unsatisfactory results are obtained, a repeat test is carried out at the ends of the rods after stripping the decarburized layer.
The number of prints on each end must be at least two. Each hardness value must correspond to that specified in clause 2.7.
(Changed edition, Amendment No. 3).
4.5. The surface of the rods is controlled using non-destructive methods or by visual inspection without the use of magnifying devices. During visual inspection, hot-rolled and forged rods must be brightened with a snake or rings in increments of 200 - 500 mm.
When checking with the consumer, it is allowed to lighten the rods with a snake in increments of 100 mm.
4.6. Testing for cold upset at 1/2 height and hot upset at 1/3 height is carried out according to the GOST 8817-82 method. In hot upsetting, samples are heated to forging temperature.
4.7. The macrostructure of steel is controlled according to GOST 10243-75. The macrostructure of steel with a diameter of more than 30 mm is checked using etched transverse templates and by fracture. Rods with a diameter of 30 mm or less are checked only by fracture.
Note. By agreement with the consumer, the use of non-destructive methods for monitoring the macrostructure is allowed.
4.8. (Deleted, Amendment No. 1).
4.9. The depth of the decarburized layer is determined by the t.e. method. d.s. or method M according to GOST 1763-68.
On calibrated rods with a diameter of 30 mm or more, the presence of a decarbonized layer can be determined by the T method according to GOST 1763-68.
The hardness of steel when controlled by this method after cleaning the surface to a depth corresponding to the standards for decarburization specified in paragraphs. 2.10 and 2.11, should not be lower than 62 HRC (61 HRC).
(Changed edition, Amendment No. 1, 3).
4.10. The microstructure of steel is checked on microsections with a transverse fiber direction. Samples are cut out in the form of washers 10 - 25 mm thick.
Microsections are made from cut samples. For rods with a diameter of up to 40 mm, it is recommended to make micro-sections over the entire cross-section; for rods over 40 mm, on a cut-out quarter of the circle.
Microsections are etched until the microstructure is revealed in a 2 - 4% solution of nitric acid in ethyl alcohol according to GOST 17299-78 or another reagent.
The microstructure of pearlite is assessed by visual comparison with the standards of scale No. 8 GOST 801-78 at a magnification of 450 - 600×.
(Changed edition, Amendment No. 3).
4.11. Cutting samples and making microsections to assess non-metallic inclusions and microporosity is carried out in accordance with the requirements of GOST 1778-70. The mode of heat treatment of samples should be: hardening (845 ± 10) °C, cooling in oil, tempering 150 - 170 °C for 1 hour.
Non-metallic inclusions are assessed in whole points under a microscope at a magnification of 90 - 110× and a field of view diameter of 1.1 - 1.3 mm, by comparing the most contaminated area of a microsection with photo standards on the attached scale.
A score of “0” is given in the absence of any type of inclusions, as well as when there are half as many inclusions as compared to a score of 1.
If several types of inclusions are simultaneously present in one field of view, each type of inclusion is assessed separately.
4.12. The number of non-metallic inclusions is calculated according to GOST 1778-70 using the K1 method over an area of 12 cm2 (2 cm2 on each microsection).
4.13. Microporosity is assessed using the methods and scales of GOST 801-78.
4.14. Structural banding is assessed on longitudinal sections on scale No. 5 according to GOST 801-78.
Cutting, heat treatment of samples and production of microsections are carried out as indicated in clause 4.11.
Samples taken from unannealed steel are preliminarily annealed for hardness (see clause 2.7).
Microsections are etched in a freshly prepared 4% alcohol solution of nitric acid, the etching time is 15 - 20 s.
Structural banding is assessed at a magnification of 90 - 110× by comparison with the standards of scale No. 5 GOST 801-78.
On each thin section, the maximum structural banding is assessed. If the assessment of structural banding cannot be carried out by comparison with one of two neighboring scores, then it is allowed to assess with intermediate scores of 0.5; 1.5; 2.5, etc.
The maximum score from the sample ratings is taken as the test result.
4.15. Carbide segregation and carbide mesh are assessed on scales No. 6 and No. 4 according to GOST 801-78.
Cutting samples, heat treatment and making sections to evaluate carbide segregation and carbide mesh are carried out as specified in clause 4.11. The sections are etched in a 4% alcohol solution of nitric acid until they turn black and carbide grains are clearly visible.
Carbide segregation is assessed at a magnification of 80 - 110× by comparison with the standards of scale No. 6 GOST 801-78. The remains of the carbide mesh are assessed at a magnification of 450 - 500× by comparison with the standards of scale No. 4 GOST 801-78. On rods with a diameter of 61 - 80 mm, the central zone with a diameter of 25 mm on the carbide mesh is not controlled.
Sections using carbide segregation and carbide mesh are assessed according to the worst location on the section. A batch of metal is assessed according to the maximum score from the sample ratings.
4.14, 4.15. (Changed edition, Amendment No. 3).
4.16. It is allowed to evaluate structural banding, carbide segregation and carbide network on samples to control non-metallic inclusions.
4.17. If disagreements arise, the microstructure, non-metallic inclusions, structural banding, carbide segregation and carbide network are assessed if the diameters of the field of view and photo standards correspond.
4.18. The hardenability of steel is controlled according to GOST 5657-69.
The heating temperature of samples for hardening should be 845 - 855 °C. The heating time of the sample to the quenching temperature should be 30 - 50 minutes. The sample should be kept at the quenching temperature after heating for 30 minutes. By agreement with the consumer, the heating time and holding time can be specified.
Hardness is measured at a distance of 1.5; 3.0; 4.5; 6.0; 7.5 and 9.0 mm from the end.