Universal boring turning tools
Boring turning tools are used for machining holes and internal surfaces. These cutters are divided into two types:
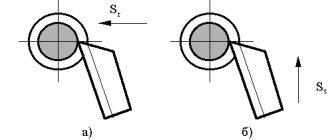
1. For processing blind holes , the cutting plate of such cutters has a triangular shape, and the working part is made with a bend.
Universal turning boring tool for blind holes.
2. For processing through holes , the working part of these cutters also has a bend, and this cutter is used for boring pre-drilled holes or for boring holes in pipes.
Universal turning boring tool for through holes.
The maximum machining depth of the holes of these cutters depends on the size of the holder.
Types of incisors
Boring cutters are divided into several subgroups, depending on the main parameters. Feed on the machine can have several directions. Considering this fact, the incisors can be: left; right.
For each type of hole, the required design of the equipment . The accuracy of processing and operation time depend on this. Depending on its design, the tool is divided into several types:
- Direct. The axis of the holder coincides with the line of the cutting head. Sometimes the parallelism of the axes is maintained.
- Bent back. The axis of the tool head can deviate in a certain direction from the axis of the holder.
- Curved. The holder has a curved axis.
- Retracted. The holder is wider than the tool head.
It must be said that sometimes such forms are not enough. Especially when the part has a complex shape. Especially for such cases, designers are developing unique types of boring tools .
The shape of the holder divides the cutters into several types:
- Round.
- Rectangular.
- Square.
The classification of a tool is also influenced by the manufacturing method. The equipment is divided into groups:
- Solid. The tool is made of a homogeneous material.
- Composite. A carbide plate is used to make the cutting part. It can be fixed to the holder with a regular bolt or soldered.
Modern boring turning tools
Modern boring lathes have quite a variety of designs, and they are primarily used on CNC lathes.
These cutters include various small-sized inserts for processing small diameters.
Small turning inserts.
And standard turning boring bars with replaceable inserts.
Turning boring bars for CNC machines.
When machining with these mandrels, one mandrel is usually used for finishing and another for roughing .
Boring turning tool with replaceable insert for roughing.
Boring turning tool with replaceable insert for finishing.
These cutters are designated: A32T-SVUBR 16 and A25T-SDUCR 11 .
Next, download the 3D models of these cutters and open them in SolidWorks.
Fastening the cutting elements of the cutter
The machine has a special tool holder. Several different cutters can be mounted in it at the same time. The cutter is fixed with special bolts. The tool must be positioned parallel to the centering axis of the machine. The cutting head of the tool must face the spindle.
The turner, installing the cutter, sets its tip . It must coincide with the center axis of the machine (slightly above the center is allowed). If you set the tip below the centerline, the back of the tool will hit the workpiece.
To control accuracy, the cutter is brought directly to the top of any headstock. Adjustment is carried out using pads of different thicknesses . And there should only be two of them. Otherwise, the tool will begin to vibrate.
The protrusion of the cutter from the tool holder should be minimal . If the overhang is too large, the strength of the cutter will become much less. Vibration may occur during boring. The mounting of the cutter must be very reliable. Definitely two bolts.
Where to get 3D models of boring tools for SolidWorks
You can, of course, build them from scratch, but there is no point in this when you can simply go to the website and download the model data.
Search on the Sandvik coromant website
To download cutter models, enter the designation of the holders in the search bar at the top of the site, go to the page for this tool and click on the download page.
Download the 3D model of a turning boring cutter A32T-SVUBR 16 for SolidWorks.
Then open this boring cutter in SolidWorks.
Cutter A32T-SVUBR 16 in SolidWorks
After which we do the same for the A25T-SDUCR 11 and open it in SolidWorks.
Cutter A25T-SDUCR 11 in SolidWorks
A25T-SDUCR 11 boring tool will be used as roughing tool and A32T-SVUBR 16 will be used as finishing tool. This can be seen further in the turning animation.
Classification of turning cutters
According to GOST, there are three types of metal turning cutters:
- turning and planing machines, in which the cutting part is made of high-speed steel;
- planing and turning carbide brazed;
- turning with mechanical fastening of plates made of ceramics, hard alloys and other superhard materials.
Manufacturers produce the following types of cutters:
- checkpoints;
- cutting;
Types of turning cutters: o - straight through and b - bent through, c - persistent through, d, e - scoring, f - continuous boring, g - persistent boring, a - cutting, i - shaped, k - threaded
- threaded;
- pruning;
- boring;
- universal.
Depending on the direction in which the feeding movements are made, the following types of cutters for a lathe can be distinguished:
- left-handed type;
- right-handed type.
To identify the tool, you need to place your hand on the cutter. The location of the edge relative to the thumb of the right or left hand will indicate the type of instrument.
Depending on the nature of the work, there is the following classification of cutters:
- for performing rough work, which is also called roughing;
- for semi-finishing work;
- for finishing work;
The working element of a scoring cutter is a sharp edge (wedge) that cuts into a layer of material and deforms it
- for carrying out delicate technological operations.
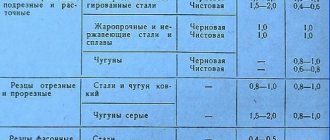
The cutting plate of all cutters, regardless of the type of tool, is made of a certain grade of hard alloys: TK5K10, VK8, T15K6 and T30K4. The most popular are VK8 cutters.
Depending on the installation principle, the following types of metal cutters for a lathe are distinguished:
- radial;
- tangential.
In the first version, the turning tool relative to the axis of the workpiece that is being processed is located at an angle of 90 degrees. This type of product is widely used in industrial enterprises due to the fact that the cutter is quite easily and quickly installed in the machine. In addition, there is a large selection of cutting edge geometric parameters.
Radial devices are mounted at an angle that is equal to 90° to the planes of the workpieces
The tangential turning cutter is positioned at any angle other than 90 degrees. relative to the workpiece axis. Attaching this tool to a lathe turns out to be more labor-intensive than in the previous version. However, tangential cutters provide better processing of metal workpieces. They can be used for automatic and semi-automatic lathes.
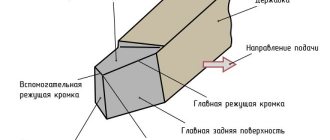
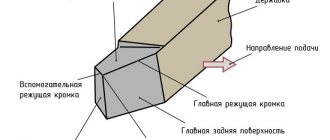
Depending on the location of the main cutting edge relative to the rod, there are the following types of turning tools:
- straight - all projections of the part have a straight line;
- bent - the upper projection has a curved line, the lower one has a straight line;
- curved - the upper projection is displayed as a straight line, and the lateral one as a curved line;
- retracted - the cutter head, which can be on the axis or be shifted to the left or right, has a smaller width than the shaft.
A tangential cutter has greater resistance compared to a radial cutter and, under equal conditions, removes larger chips
Turning cutters can be:
- straight;
- bent;
- persistent bent.
Straight cutters are used to machine the outer surface of a cylindrical workpiece. You can buy a straight cutter GOST 18877-73 for 280 rubles. Holders for such tools can be made in two sizes:
- traditional rectangular shape - 25x16 mm;
- square shape, which is used for special work - 25x25 mm.
In bent cutters, the working part can be bent to the left or right side, which makes it possible to bend around the workpiece from different sides while performing work. In addition to processing the end part of the workpiece on a lathe, the tool is used for chamfering. According to GOST 18877-73, holders for this type of tool can have the following dimensions:
- 16x10 mm – for training machines;
The continuous cutter refers to cutting turning tools that are used for processing cylindrical parts
- 20x12 mm – non-standard product;
- 25x16 mm – universal size;
- 32x20 mm;
- 40x25 mm – made to order for use on a large-sized machine.
The most popular is a persistent bent cutting tool for a lathe. It is used for processing cylindrical workpieces. The special bend of the element allows you to remove excess metal from a round part in one pass. When processing a workpiece, the cutter moves along the rotation of the part. Bent through incisors can be left-handed or right-handed. The latter option is used much more often in practice. You can buy a through cutter for 320 rubles, bent
Cutting and scoring tools for metal
The most common is the parting cutter. It is designed for cutting a workpiece of the required size from a metal pipe, blank, rod, which has a length exceeding the required value. This type of cutter is difficult to confuse with another tool. The design of the product consists of a thin leg with a hard alloy plate soldered at the end. The narrower the leg, the smaller the cut, which consequently helps reduce the amount of waste. The workpiece is cut off from the general metal body at a right angle.
The cutting cutter is one of those products that are made of high-speed steel; therefore, it cannot be used for working with hardened metals and hard materials
Helpful advice! A cutting tool can be used to cut thin grooves of varying depths into a metal product.
Depending on the design, there are left-handed and right-handed cutting tools. To determine this, you should turn the product with the cutting side down and see on which side the tool leg will be located. You can buy a turning cutting cutter for 190 rubles.
Manufacturers produce cutting tools with the following holder sizes:
- 16x10 mm – for training machines;
- 20x12 mm;
- 20x16;
- 40x25 – made to order for large-sized machines.
A bent scoring cutter is very similar in appearance to a persistent pass-through tool. The working part is also represented by a plate made of hard alloys, but has a triangular shape with one rounded side. Using this type of cutting tool, you can process a workpiece transverse to its axis of rotation, setting the cutter perpendicularly.
Scoring bent cutter for metal for lathes in operation
Manufacturers also produce trimming stop cutters, which have significantly less demand in the construction market due to the limited scope of use of the tool.
Holders for scoring cutters GOST 18877-73 come in the following sizes: 16x10 mm, 25x16 mm, 32x20 mm. The cost of a bent cutter will average 250 rubles.
Related article:
Do-it-yourself homemade metal lathe: manufacturing and operation
Selecting engine power. Creation of a machine based on a drill. Safety precautions, modifications.
Thread cutters
The set of tools for a lathe must include threaded cutters for the lathe. The cutting plate of the products is made of hard melting metals. There are two versions of the tool: for cutting external and internal threads. The first type is used for bolts, studs and other metal parts that need to be threaded. The cutter plate is shaped like a spear tip. Using the tool, you can obtain metric or inch threads, which depends on the design of the cutter. The cutters are available in the following sizes: 16x10, 25x16, 32x20 mm. The price of the product is 120 rubles.
The internal thread cutter is designed for cutting threads in metal products on universal lathes and CNC machines
To cut threads with a cutter on a lathe in the cavity of the workpiece, the second version of the threading tool is used. Despite the fact that the shape of the cutting plate is similar to the previous version, it has a completely different appearance. Due to the design features of the tool, it can be used for large diameter holes. Manufacturers produce products in the following sizes: 16x16x150 mm, 20x20x200 mm, 25x25x300 mm.
The cutter holder has a square shape, the values of which are determined by the first digits of the designation. The third number indicates the length of the holder. It is this value that determines the depth to which threads can be cut in the internal cavity of the workpiece. You can buy the tool for 270 rubles.
Important! This type of cutter can be used on lathes equipped with a special device called a guitar.
Boring cutters
There are two types of boring cutters: for boring blind or through holes. If there is no hole in the metal workpiece, you must use the first version of the tool. The plate of a boring cutter is triangular in shape, like that of a scoring cutter, but its cutting part is curved. This design allows you to bring the cutter from the end of the workpiece. In this case, the part will be bored from the center, going deeper into the body of the workpiece and making a hole of the required diameter.
Schematic representation of a turning boring cutter for processing blind holes
For such cutters, holders can have the following dimensions: 16x16x170 mm, 20x20x200 mm, 25x25x300 mm. The maximum diameter of the hole in the metal workpiece will depend on the size of this cutter element. You can buy metal cutters for a lathe for 200 rubles.
Important! You can bore holes of any diameter, the main thing is to choose the right cutter size.
To create through holes in the body of the workpiece, the second version of the boring tool is used. It is first necessary to drill a large diameter hole in the metal part. Only then can you start boring it to the desired size. The design of the tool is characterized by a straight plate that has no protrusions, which allows the cutter to easily penetrate into a pre-drilled tube in the body of the workpiece, and, passing through, bore it.
When processing a through hole, a layer of metal will be removed equal to the amount of bend of the working part of the cutter. The cost of the tool is on average 190 rubles. Boring cutters for through holes have the same standard dimensions as in the previous version, which corresponds to GOST 18882-73.
Cutting turning tool with replaceable carbide inserts for external turning
Universal cutters for lathes
A universal tool can also be called a prefabricated tool. This is due to the ability to attach different plates to one holder in a certain way, which makes it possible to process metal workpieces of various shapes at any angle. Universal cutter holders can be different. This type of cutter is used extremely rarely, therefore it is produced in limited quantities. You can find it in a store at a fairly high price, unlike other tool options.
This type of tool can be used for CNC machines or special machines. The universal cutter is used for boring blind and through holes, contour turning and other specialized work. You can buy cutters for a lathe at a price of 350 rubles.
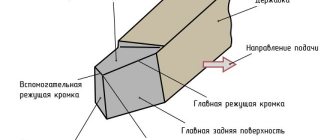
Geometry
All the most important indicators and technical features of the cutter are determined by the value of its angles. In addition to the main ones, there are angles at the apex, as well as angles of inclination of the cutting edge.
Basic cutting tool angles
When sharpening, the most important thing is to ensure accurate angle settings. The edge orientation follows 3 standard planes: rear, front and additional.
Main rear
Increasing the parameters of the main back angle significantly reduces the strength and makes the tool not securely fixed to the cutter holder. Also, an increase in the parameters of a given angle changes the vibration indicators, their frequency and amplitude, and accelerates tool wear.
If the parameters are reduced, this will lead to an increase in the area of interaction between the edge that cuts and the surface of the workpiece being processed.
Main front
This is the main angle that determines the quality indicators of the removal surface. Increasing the parameters leads to an increased number of changes in the upper layer.
If the parameters of the angle are insignificant, then this ensures easier removal of the top layer of metal from the surface being treated.
Cutting angle
The cutting angle should be in the range of 60–100° and located between the front of the cutter and the cutting plane itself.
Point angle
This angle is located between the main surfaces of the back and front. Its parameters indicate the level of sharpening of the apex.
Basic in terms of
The parameters of this angle also characterize the properties of the turning cutter. It is measured between the direction of longitudinal feed and the projection of the main cutting edge onto the plane.
Secondary in plan
The secondary angle in plan is formed from the projection of the auxiliary edge onto the surface with the same direction of longitudinal feed.
Rear auxiliary
This angle is necessary to reduce friction between the flank of the cutter and the workpiece itself. As a result, heat and tool wear are reduced. If the angle is too large, the cutter may weaken and break.
Apex between the back auxiliary surface and the edge of the cutting tool
Measured between the projection of the auxiliary surface and the cutting edge itself. The larger this parameter, the stronger the cutter actually is. Heat dissipation performance is also improved.
Cutting angle
Determines the direction in which the chips flow during the working process. These indicators can be positive, negative or zero.