Универсальные расточные токарные резцы
Расточные токарные резцы используются для обработки отверстий и внутренних поверхностей. Данный резцы делятся на два вида:
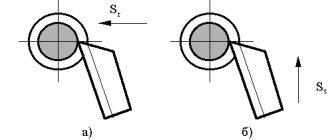
1. Для обработки глухих отверстий, режущая платина таких резцов имеет треугольную форму, а рабочая часть выполнена с изгибом.
Универсальный токарный расточной резец для глухих отверстий.
2. Для обработки сквозных отверстий, рабочая часть данных резцов также имеет изгиб, и служит данный резец для растачивания отверстий предварительно просверленных или для растачивания отверстия в трубах.
Универсальный токарный расточной резец для сквозных отверстий.
Максимальная глубина обработки отверстий данных резцов зависит от размеров державки.
Разновидности резцов
Расточные резцы разбиты на несколько подгрупп, в зависимости от основных параметров. Подача на станке может иметь несколько направлений. Учитывая этот факт, резцы могут быть: левыми; правыми.
Для каждого вида отверстия подбирается нужная конструкция оснастки. От этого зависит точность обработки и время операции. В зависимости от своей конструкции инструмент подразделяется на несколько видов:
- Прямые. Ось державки совпадает с линией режущей головки. Иногда выдерживается параллельность осей.
- Отогнутые. У инструмента ось головки может отклоняться в определённую сторону от оси державки.
- Изогнутые. Державка отличается изогнутой осью.
- Оттянутые. Державка шире головки инструмента.
Надо сказать, что иногда таких форм недостаточно. Особенно когда деталь отличается сложной формой. Специально для подобных случаев конструкторами разрабатываются уникальные виды расточного инструмента.
Форма державки подразделяет резцы на несколько видов:
- Круглые.
- Прямоугольные.
- Квадратные.
На классификацию инструмента влияет также метод изготовления. Оснастка подразделяется на группы:
- Цельные. Инструмент сделан из однородного материала.
- Составные. Для изготовления режущей части используется твердосплавная пластина. Она может закрепляться на державке обычным болтом или припаиваться.
Современные расточные токарные резцы
Современные расточные токарные резцы имеют довольно различную конструкцию, и они в основном используются на токарных станках с ЧПУ.
К таким резцам можно отнести различные мелкоразмерные вставки, для обработки маленьких диаметров.
Мелкоразмерные токарные вставки.
И стандартные токарные расточные оправки со сменными пластинами.
Токарные расточные оправки для станков с ЧПУ.
При обработки данными оправками обычно используется одна оправка для чистовой обработки и еще одна для черновой.
Расточной токарный резец со сменной пластиной для черновой обработки.
Расточной токарный резец со сменной пластиной для чистовой обработки.
Данные резцы имеют обозначения: A32T-SVUBR 16 и A25T-SDUCR 11.
Далее скачаем 3д модели данных резцов и откроем их в SolidWorks.
Крепление режущих элементов резца
На станке имеется специальный резцедержатель. В нём можно одновременно закрепить несколько различных резцов. Фиксация резца выполняется специальными болтами. Инструмент должен быть расположен параллельно центровочной оси станка. Режущая головку инструмента должна смотреть на шпиндель.
Токарь, устанавливая резец, выставляет его вершину. Она должна совпадать с осью центров станка (допускается немного выше центра). Если установить вершину ниже оси центров, задняя часть инструмента будет задевать заготовку.
Для контроля точности, резец подводят прямо к вершине любой бабки. Регулировка осуществляется с помощью подкладок, имеющих разную толщину. Причём их должно быть только две. В противном случае начнётся вибрация инструмента.
Выступание резца из резцедержателя должно быть минимальным. Если вылет будет слишком большим, прочность резца станет намного меньше. Во время расточки может появиться вибрация. Крепление резца должно быть очень надёжным. Обязательно двумя болтами.
Где взять 3D модели расточных резцов для SolidWorks
Можно конечно их построить с нуля, но в этом нет никакого смысла, когда можно просто перейти на сайт и скачать данные модели.
Поиск на сайте «Sandvik coromant»
Чтобы скачать модели резцов вписываем обозначение державок в строку поиска в верхней части сайта переходим на страницу данного инструмента и кликаем на странице загрузить.
Скачиваем 3д модель токарного расточного резца A32T-SVUBR 16 для SolidWorks.
Затем открываем данный расточной резец в SolidWorks.
Резец A32T-SVUBR 16 в SolidWorks
После чего тоже самое делаем и для резца A25T-SDUCR 11 и открываем его в SolidWorks.
Резец A25T-SDUCR 11 в SolidWorks
Расточной резец A25T-SDUCR 11 будет использоваться в качестве чернового, а резец A32T-SVUBR 16 будет использоваться в качестве чистового. Это видно далее в анимации токарной обработке.
Классификация резцов токарных
Согласно ГОСТу существует три вида резцов токарных по металлу:
- токарные и строгальные, у которых режущая часть изготовлена из быстрорежущей стали;
- строгальные и токарные твердосплавные напайные;
- токарные с механическим креплением пластин из керамики, твердых сплавов и других сверхтвердых материалов.
Производители выпускают такие типы резцов:
- проходные;
- отрезные;
Типы токарных резцов: о — проходные прямые и б — проходные отогнутые, в — проходные упорные, г, д — подрезные, е — расточные проходные, ж — расточные упорные, а — отрезные, и —фасонные, к —резьбовые
- резьбовые;
- подрезные;
- расточные;
- универсальные.
В зависимости от направления, в котором совершаются подающие движения, можно выделить такие виды резцов для токарного станка:
- левостороннего типа;
- правостороннего типа.
Для идентификации инструмента необходимо на резец положить руку. Расположение кромки относительно большого пальца правой или левой руки укажет на тип инструмента.
В зависимости от характера работ, существует следующая классификация резцов:
- для выполнения черновых работ, которые еще носят название обдирочные;
- для получистовых работ;
- для проведения чистовых работ;
Рабочий элемент резца подрезного представляет собой острую кромку (клин), который врезается в слой материала и деформирует его
- для осуществления тонких технологических операций.
Режущая пластинка всех резцов, независимо от типа инструмента изготавливается из определенной марки твердых сплавов: ТК5К10, ВК8, Т15К6 и Т30К4. Самыми популярными являются резцы ВК8.
В зависимости от принципа установки различают следующие виды резцов по металлу для станка токарного:
- радиальные;
- тангенциальные.
В первом варианте токарный инструмент относительно оси заготовки, которая подвергается обработке, располагается под углом в 90 град. Данный тип изделий получил широкое распространение на промышленных предприятиях, благодаря тому, что резец довольно легко и быстро устанавливается в станок. К тому же существует большой выбор геометрических параметров режущей кромки.
Радиальные приспособления монтируют под углом, который равен 90° к плоскостям обрабатываемых деталей
Тангенциальный токарный резец располагается под любым углом, отличным от 90 град. относительно оси заготовки. Крепление данного инструмента к токарному станку оказывается более трудоемким, чем в предыдущем варианте. Однако тангенциальные резцы обеспечивают более качественную обработку металлической заготовки. Они могут быть использованы для токарных станков автомат и полуавтомат.
В зависимости от расположения главной режущей кромки относительно стержня существуют такие типы токарных резцов:
- прямые – все проекции детали имеют прямую линию;
- отогнутые – верхняя проекция имеет изогнутую линию, нижняя – прямую;
- изогнутые – верхняя проекция отображена прямо линией, а боковая – изогнутой;
- оттянутые – головка резца, которая может находиться на оси или быть сдвинутой влево или вправо, имеет меньшую ширину, чем стержень.
Тангенциальный резец оказывает большее сопротивление по сравнению с радиальным и снимает при равных условиях более крупную стружку
Токарные проходные резцы могут быть:
- прямые;
- отогнутые;
- упорные отогнутые.
Проходные прямые резцы используются для обработки внешней поверхности цилиндрической заготовки. Купить прямой проходной резец ГОСТ 18877-73 можно за 280 руб. Державки для такого инструмента могут быть выполнены в двух типоразмерах:
- традиционной прямоугольной формы – 25х16 мм;
- квадратной формы, что используется для производства специальных работ – 25х25 мм.
У проходных отогнутых резцов рабочая часть может быть отогнута в левую или правую сторону, что дает возможность во время выполнения работы огибать заготовку с разных сторон. Помимо обработки торцевой части заготовки на токарном станке, инструмент используется для снятия фаски. Согласно ГОСТ 18877-73 державки для данного типа инструмента может иметь такие размеры:
- 16х10 мм – для учебных станков;
Резец проходной упорный относится к режущим токарным инструментам, которые используются для обработки цилиндрических деталей
- 20х12 мм – нестандартное изделие;
- 25х16 мм – универсальный типоразмер;
- 32х20 мм;
- 40х25 мм – изготавливается на заказ для использования на габаритном станке.
Самым востребованным является упорный отогнутый инструмент режущий для станка токарного. Он применяется для обработки цилиндрических заготовок. Особый изгиб элемента позволяет за один проход снимать с круглой детали лишний металл. При обработке заготовки резец двигается вдоль вращения детали. Отогнутые проходные резцы могут быть левосторонними и правосторонними. Последний вариант на практике используется намного чаще. Купить проходной резец можно за 320 руб.отогнутый
Отрезные и подрезные резцы по металлу
Наиболее распространенным является отрезной резец. Он предназначен для отрезания заготовки необходимого размера от металлической трубы, болванки, прутка, который имеет длину, превышающую требуемое значение. Данный тип резцов тяжело перепутать с другим инструментом. Конструкция изделия состоит из тонкой ножки с припаянной на конце пластиной из твердого сплава. Чем уже ножка, тем меньше рез, что соответственно способствует уменьшению количества отходов. Отсечение заготовки от общего металлического тела осуществляется под прямым углом.
Резец отрезной относится к тем изделиям, которые изготавливаются из быстрорежущей стали, по этому его нельзя применять для работы с калеными металлами и жесткими материалами
Полезный совет! Отрезным режущим инструментом можно вырезать в металлическом изделии тонкие канавки разной глубины.
В зависимости от конструкции исполнения существуют левосторонние и правосторонние отрезные резцы. Чтобы это определить следует повернуть изделие режущей стороной вниз и посмотреть, с какой стороны будет располагаться ножка инструмента. Купить токарный резец отрезной можно за 190 руб.
Производители выпускают режущий инструмент со следующими размерами державки:
- 16х10 мм – для учебных станков;
- 20х12 мм;
- 20х16;
- 40х25 – изготавливается под заказ для крупногабаритных станков.
Подрезной отогнутый резец внешне очень схож с упорным проходным инструментом. Рабочая часть также представлена пластиной из твердых сплавов, но имеет треугольную форму с одной закругленной стороной. При помощи данного типа режущего инструмента можно обрабатывать заготовку поперек оси ее вращения, выставляя резец перпендикулярно.
Подрезной отогнутый резец по металлу для токарных станков в работе
Производители также выпускают подрезные упорные резцы, которые имеют значительно меньший спрос на строительном рынке, что связано с ограниченной сферой использования инструмента.
Державки для резца подрезного ГОСТ 18877-73 бывают таких размеров: 16х10 мм, 25х16 мм, 32х20 мм. Стоимость отогнутого резца в среднем составит 250 руб.
Статья по теме:
Самодельный токарный станок по металлу своими руками: изготовление и эксплуатация
Выбор мощности двигателя. Создание станка на основе дрели. Техника безопасности, модификации.
Резьбовые резцы
В комплект инструментов для станка токарного обязательно должны входить резьбовые резцы на токарный станок. Режущая пластина изделий изготавливается из твердоплавких металлов. Существует два варианта инструмента: для нарезания наружной и внутренней резьбы. Первый тип используется для болтов, шпилек и других металлических деталей, у которых необходимо нарезать резьбу. Пластина резца по форме напоминает наконечник копья. При помощи инструмента можно получить метрическую или дюймовую резьбу, что зависит от конструкции резца. Резцы представлены в таких типоразмерах: 16х10, 25х16, 32х20 мм. Цена изделия составляет 120 руб.
Внутренний резьбовой резец предназначен для нарезания резьбы в металлоизделиях на универсальных токарных станках и станках с ЧПУ
Для нарезания резьбы резцом на токарном станке в полости заготовки используется второй вариант резьбового инструмента. Несмотря на то, что по форме режущей пластины резец схож с предыдущим вариантом, он имеет совершенно иной вид. Благодаря конструктивным особенностям инструмента, его можно использовать для отверстий большого диаметра. Производители выпускают изделия таких типоразмеров: 16х16х150 мм, 20х20х200 мм, 25х25х300 мм.
Державка резца имеет квадратную форму, значения величин которой определяются первыми цифрами обозначений. Третья цифра указывает на длину державки. Именно это значение определяет глубину, на которую во внутренней полости заготовки можно нарезать резьбу. Купить инструмент можно за 270 руб.
Важно! Данный тип резцов можно использовать на токарных станках, оснащенных особым приспособлением под названием гитара.
Расточные резцы
Существует два типа расточных резцов: для расточки глухих или сквозных отверстий. Если в металлической заготовке нет отверстия, необходимо использовать первый вариант инструмента. Пластина расточного резца имеет треугольную форму, как у подрезного, но ее режущая часть имеет изгиб. Такая конструкция позволяет подвести резец с торца заготовки. В этом случае растачивание детали будет происходить от центра, углубляясь внутрь тела заготовки и выполняя отверстие необходимого диаметра.
Схематическое изображения резца токарного расточного для обработки глухих отверстий
Для таких резцов державки могут иметь такие размеры: 16х16х170 мм, 20х20х200 мм, 25х25х300 мм. От размера данного элемента резца будет зависеть максимальный диаметр отверстия в металлической заготовке. Купить резцы по металлу для токарного станка можно за 200 руб.
Важно! Растачивать можно отверстия любого диаметра, главное правильно подобрать типоразмер резца.
Для создания сквозных отверстий в теле заготовки используется второй вариант расточного инструмента. Предварительно необходимо в металлической детали просверлить отверстие большого диаметра. Только потом можно приступить к его растачиванию до нужного размера. Конструкция инструмента характеризуется прямой пластиной, которая не имеет выступов, что позволяет резцу легко проникать внутрь заранее просверленной трубки в теле заготовки, и, проходя насквозь, растачивать ее.
Во время обработки сквозного отверстия будет сниматься слой металла, равный величине отгиба рабочей части резца. Стоимость инструмента составляет в среднем 190 руб. Резцы расточные для сквозных отверстий имеют такие же типоразмеры, как и в предыдущем варианте, что соответствует ГОСТ 18882-73.
Режущий токарный инструмент со сменными твердосплавными пластинами для наружного точения
Универсальные резцы для токарных станков
Универсальный инструмент еще может называться сборным. Это связано с возможностью к одной державке крепить разные пластины определенным образом, что дает возможность обрабатывать металлическую заготовку различной формы под любым углом. Державки универсальных резцов могут быть различными. Данный тип резца применяется крайне редко, поэтому выпускается в ограниченном количестве. Встретить его в магазине можно по достаточно высокой цене в отличие от остальных вариантов инструмента.
Данный тип инструмента может быть использован для станков с ЧПУ или специальных станков. Универсальный резец используется для расточки глухих и сквозных отверстий, контурного точения и других специализированных работ. Купить резцы для токарного станка можно по цене 350 руб.
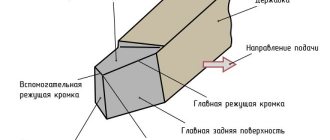
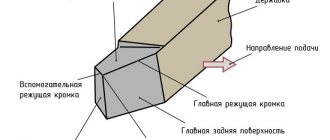
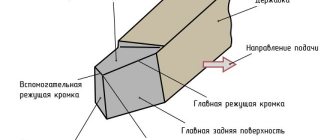
Геометрия
Все наиболее важные показатели и технические особенности резца определяются значением его углов. Помимо, основных имеются углы при вершине, а также углы наклона режущей кромки.
Основные углы режущего инструмента
Во время заточки самое важное – обеспечить точные параметры углов. Ориентация кромки проходит по 3 стандартным плоскостям: задней, передней и дополнительной.
Главный задний
Увеличение параметров основного угла заднего значительно снижает прочность и делает не надежную фиксацию инструмента на держателе резца. Также увеличение параметров данного угла изменяет показатели колебаний их частоту и амплитуду, ускоряет износ инструмента.
Если параметры уменьшить – это приведет к увеличению площади взаимодействия кромки, которая режет и поверхности обрабатываемой заготовки.
Главный передний
Это основной угол, который и определяет качественные показатели поверхности удаления. Увеличение параметров ведет к повышенному количеству изменений в верхнем слое.
Если параметры у угла незначительные, то это обеспечивает более легкое удаление верхнего слоя металла с обрабатываемой поверхности.
Угол резания
Угол резания должен быть в пределах 60–100° и находится между передом резца и непосредственно плоскостью резания.
Угол заострения
Этот угол расположен между главными поверхностями задней и передней. Его параметры указывают на уровень заострения вершины.
Основной в плане
Параметры данного угла также характеризуют свойства токарного резца. Измеряется между направлением продольной подачи и проекцией основной режущей кромки на плоскость.
Вторичный в плане
Вторичный в плане угол образуется из проекции вспомогательной кромки на поверхность с тем же направлением продольной подачи.
Задний вспомогательный
Этот угол необходим, чтобы снизить трение между задней поверхностью резца и непосредственно обрабатываемой деталью. В результате снижается нагрев и износ инструмента. Если угол будет слишком большой, то резец может ослабнуть и сломаться.
Вершина между задней вспомогательной поверхностью и кромкой режущего инструмента
Измеряется между проекцией вспомогательной поверхности и непосредственно режущей кромки. Чем больше данный параметр, тем прочнее по факту резец. Также улучшаются показатели теплоотвода.
Угол наклона режущей части
Определяет направление, куда сходит стружка во время рабочего процесса. Эти показатели могут быть положительными, отрицательными и нулевыми.