Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались.
Каждый токарный резец, в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.
1 – проходной прямой резец ; 2 – проходной отогнутый; 3 – проходной упорный; 4 – подрезной резец; 5 – широкий проходной; 6 – расточный резец; 7 – расточный упорный; 8 – отрезной резец; 9 – резьбовой резец; 10 – фасонный резец.
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами. Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы.
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали. При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается. Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности. При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
Современное эффективное производство отличается использованием специальных резцов, которые оснащаются неперетачиваемыми и часто многогранными твердосплавными пластинками. Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.
Фасонные резцы
- Главная /
- Механическая обработка /
- Фасонные резцы
Фасонные резцы относятся к нестандартным резцам.
Фасонные резцы применяют для обработки деталей со сложной формой образующей. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали и большую экономию машинного времени. Резцы проектируют для обработки конкретной детали, и их применение экономически оправдано в крупносерийном и массовом производстве.
Рис. 1. Формы фасонных резцов.
| а) | б) |
| в) |
Фасонные резцы классифицируют по следующим признакам:
1. По форме — стержневые (рис. 1, а), призматические (рис. 1, б) и круглые (рис. 1, в).
- Стержневые резцы применяют для обработки коротких фасонных поверхностей. Их недостатком является малое число переточек — из-за малой высоты рабочей части.
- Призматические фасонные резцы имеют большее число переточек и могут обрабатывать более длинные фасонные поверхности. Крепление и базирование резца в специальном резцедержателе осуществляется с помощью крепления типа “ласточкин хвост”. Недостаток призматических резцов — невозможность обработки внутренних фасонных поверхностей.
- Круглые фасонные резцы применяют для обработки как наружных, так и внутренних фасонных поверхностей. Они более технологичны, чем призматические и допускают большее число переточек. Устанавливают резцы в специальном резцедержателе и базируют по отверстию и торцу.
2. По направлению подачи: радиальные (рис. 2,а) и тангенциальные (Рис. 2, б).
Рис. 2. Радиальный и тангенциальный фасонные резцы. Sr — радиальная подача резца, St — тангенциальная подача.
3. По расположению оси отверстия или установочной базы резца по отношению к оси вращения заготовки: с параллельным или наклонным расположением.
4. По конструкции: цельные и составные, например, с припаянными пластинами из твёрдого сплава.
Таблица 1
Геометрические элементы лезвия рабочей части фасонных резцов
| Материал заготовки | Передний угол g, град. | |
| БРС | ТС | |
| Алюминий, медь | 20 — 25 | 10 — 15 |
| Бронза, свинцовая латунь | 0 — 10 | 0 — 5 |
| Сталь с sв, МПа: | — | — |
| до 500 | 25 | 20 |
| 500 — 800 | 20 — 25 | 15 — 20 |
| 800 — 1000 | 10 — 15 | 5 — 10 |
| Чугун с НВ: | — | — |
| до 200 | 12 — 15 | 8 — 10 |
| свыше 200 | 8 | 8 |
| Задний угол, a | 8 — 15 | 8 — 12 |
| Примечание: БРС — быстрорежущая сталь, ТС — твёрдый сплав | ||
Таблица 2
Размеры фасонных дисковых резцов с отверстиями под штифт, мм.
| Глубина профиля заготовки, tmax, мм, не более | D | D (H8) | d1 | bmax | K | r | D1 | d2 |
| 6 | 50 | 13 | 20 | 9 | 3 | 1 | 28 | 5 |
| 8 | 60 | 16 | 25 | 11 | 3 | 2 | 34 | 5 |
| 11 | 75 | 22 | 34 | 15 | 4 | 2 | 42 | 5 |
| 14 | 90 | 22 | 34 | 18 | 4 | 2 | 45 | 6 |
| 18 | 100 | 27 | 40 | 23 | 5 | 2 | 52 | 8 |
| 25 | 125 | 27 | 40 | 30 | 5 | 3 | 55 | 8 |
Таблица 3
Размеры фасонных дисковых резцов с торцовыми рифлениями, мм.
| Глубина профиля заготовки, tmax, мм, не более | D | D (H8) | d1 | bmax | K | r | D1 | d2 |
| 4 | 30 | 10 | 16 | 7 | 3 | 1 | — | — |
| 6 | 40 | 13 | 20 | 10 | 3 | 1 | 20 | 3 |
| 8 | 50 | 16 | 25 | 12 | 4 | 2 | 26 | 3 |
| 10 | 60 | 16 | 25 | 14 | 4 | 2 | 32 | 3 |
| 12 | 70 | 22 | 34 | 17 | 5 | 2 | 35 | 4 |
| 15 | 80 | 22 | 34 | 20 | 5 | 2 | 40 | 4 |
| 18 | 90 | 22 | 34 | 23 | 5 | 2 | 45 | 5 |
| 21 | 100 | 27 | 40 | 25 | 5 | 2 | 50 | 5 |
Примечания:
- Для заданной глубины профиля tmax допускается применять резцы больших габаритных размеров, например, для заготовки с глубиной профиля 7 мм можно принять резцы с габаритными размерами для tmax< 14 мм .
- Передний угол g выбирают по табл. 1
- Размер Lp зависит от длины обрабатываемой поверхности.
- Размеры
| Рис. 3. Резцедержатель круглого фасонного резца | Рис. 4. Резцедержатель призматического фасонного резца |
- Токарные резцы
- Осевой инструмент
Электронная библиотека
Общетехнические дисциплины / Режущий инструмент / 2.7.1. Типы фасонных резцов
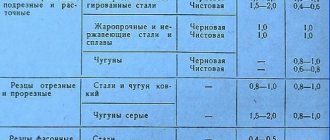
Фасонные резцы предназначены для обработки наружных, внутренних и торцовых поверхностей сложного профиля. Они широко используются как в крупносерийном и массовом производстве, так и мелкосерийном и индивидуальном инструментальном производстве (как инструмент второго порядка). Достижимая точность размеров деталей соответствует 7-8-му квалитету при высокой производительности. Процесс фасонного точения выполняется с невысокими скоростями резания и малыми (до 0,05 мм/об) подачами из-за сравнительно большой длины лезвия резца (до 80 мм).
Фасонные резцы как разновидность токарных резцов можно классифицировать по различным признакам:
— по форме – плоские, призматические и круглые;
— по виду подачи – осевые, радиальные и тангенциальные;
— по расположению оси (или базы крепления) по отношению к оси детали – с параллельным и наклонным расположением оси;
— по форме передней поверхности – с положительным передним углом; с положительным передним углом и углом наклона режущей кромки;
— по форме образующих фасонных поверхностей – с кольцевыми образующими и с винтовыми образующими;
— по конструкции – цельные и составные.
По виду подач принципиальной разницы между фасонными и обычными токарными и револьверно-автоматными резцами не существует. Однако по форме фасонные резцы имеют специфические особенности.
Плоские фасонные резцы
(рис. 2.24) по конструкции не отличаются от обычных токарных стержневых резцов и применяются в индивидуальном и мелкосерийном производстве. Обычно для сохранения профиля обрабатываемой детали плоские фасонные
резцы имеют и перетачиваются по плоскостям, параллельным опорной поверхности резца (плоскости 1-1, 2-2, 3-3 на рис. 2.24).
Главным недостатком плоских фасонных резцов является то, что из-за наличия бокового заднего угла (рис. 2,41,а) на лезвиях, расположенных перпендикулярно или наклонно по отношению к оси детали и ограниченных с двух сторон уступами, при переточках не сохраняется профиль инструмента, а значит, и детали (, см. рис. 2.24,а).
Иногда для сохранения профиля детали на задних торцовых поверхностях резца делают фаску мм. При глубинах профиля детали более 3 мм на торцовых участках профиля плоских фасонных резцов выполняется вспомогательный угол в плане (рис.2.24,б). Задние углы у плоских резцов выбираются в пределах .
Рис. 2.24. Плоский фасонный резец
Призматический фасонный резец
представляет собой призму, одна из боковых граней которой имеет фасонную поверхность и служит задней поверхностью резца, а сторона, ей противоположная, имеет «ласточкин хвост» для крепления в державке.
Передней поверхностью призматического резца служит одна их торцовых плоскостей.
Задний угол призматического фасонного резца образуется при его установке в державке, а передняя поверхность затачивается под углом .
Рис. 2.25. Призматические фасонные резцы: а – радиальный; б – тангенциальный
Призматические резцы в зависимости от установки относительно детали и направления подачи бывают радиальными и тангенциальными (рис. 2.25). Призматические фасонные резцы нашли ограниченное применение ввиду сложности их изготовления.
Круглый фасонный резец
есть тело вращения с вырезанным в нем угловым пазом для создания передней поверхности и пространства для размещения стружки. Для получения задних углов центр резца поднимается на величину относительно центра детали (рис. 2.26). Если бы =0, т.е. центры резца и детали лежали бы на одной оси, то , так как касательные к задней поверхности и плоскость резания совпадают (см.рис.2.26,б) Очевидно, (см. рис. 2.26,а). Из этого соотношения следует, что задний угол по длине лезвия фасонного резца неодинаков и увеличивается к центру резца.
Рис. 2.26. Схема круглого фасонного резца
Обычно задний угол по длине лезвия круглых резцов колеблется в пределах . Передний угол как у круглых, так и у призматических фасонных резцов, выбирается в зависимости от материала детали: для стали ; чугуна ; бронзы, латуни .
Габаритные размеры круглого фасонного резца могут быть ориентировочно найдены по зависимости (см.рис. 2.26,а):
, (2.11)
где — глубина профиля детали; мм – глубина заточки передней поверхности, необходимая для размещения стружки; мм – толщина стенки резца; =10…25мм – радиус посадочного отверстия.
Круглые фасонные резцы широко применяются на токарных и револьверных станках ввиду сравнительной простоты их изготовления, а также большого, практически неограниченного, числа переточек. Эти резцы универсальны по области примене
ния, так как ими можно обрабатывать все виды фасонных поверхностей – наружных, внутренних и торцовых.
Процесс заточки резцов по металлу
Для заточки резцов используют точильно-шлифовальные машины с функцией постоянного охлаждения. Предварительно точат основную поверхность изделия, затем — заднюю и дополнительную. На финишном этапе возвращают изначальную конфигурацию передней грани.
Фотография № 11: процесс заточки резца
Для операции используют два шлифовальных круга: из карбида кремния и электрокорунда. Карбид кремния подходит для обработки изделий из быстрорежущих сталей. Электрокорунд — из твердосплавных материалов. Для проверки степени заточки используют специальные шаблоны.
Виды резцов для токарного станка
Изображение № 2: разновидности токарных резцов по металлу (схема)
Виды резцов для токарного станка прописаны в ГОСТе. По документу изделия относятся к одной из следующих категорий:
- цельнопаяные из легированной/инструментальной стали;
- с напаянной пластиной;
- со съемной пластиной.
По направлению рабочего движения классифицируют токарные инструменты левого и правого типов.
Твердосплавные пластины режущих кромок изготавливаются из стали марок ВК8, Т5К10, Т15К6, Т30К4 и др.
Виды фасонных резцов
Фасонные токарные резцы используют для вытачивания деталей сложных форм, а также вырезания фасок. Часто подобные изделия изготавливают на заказ (под конкретные детали), что оправдано только для серийных производств. Есть несколько типовых разновидностей инструмента.
Фотография № 1: процесс обработки заготовки фасонных резцом
- Стержневые — подходят для обработки коротких поверхностей. Имеют небольшую высоту рабочей части.
- Призматические — предназначены для работы со сложными поверхностями. Крепятся на держателях типа «ласточкин хвост».
- Круглые — адаптированы для обработки наружных и внутренних частей деталей. Для крепления предусмотрены специальные держатели.
Виды проходных резцов
Проходного типа резцы привлекают для обработки торцов заготовок и снятия фасок. Изделия бывают двух основных разновидностей: прямые и отогнутые. Также выделяют проходные упорные изделия отогнутого типа. Их используют для работы с цилиндрическими заготовками. За один цикл инструмент снимает с материала значительный объем лишнего металла.
Фотография № 2: процесс обработки заготовки фасонных резцом
Фотография № 3: отогнутый проходной резец
Фотография № 4: отогнутый упорный проходной резец
Виды отрезных резцов
Отрезные резцы получили наиболее широкое распространение. Изделия используют для нарезания заготовок под углом 90 градусов и выполнения канавок разной глубины. Визуально отличить этот вид инструмента можно по тонкому основанию с напаянной на него твердосплавной пластиной. Основные виды резцов отрезного типа: право- и левосторонние.
Фотография № 5: отрезные резцы
Виды резьбонарезных резцов
Изделия предназначены для нарезания наружной и внутренней резьбы. Первые имеют режущую пластину в форме копья. Вторые внешне похожи на расточной инструмент и комплектуются державками квадратного сечения. Изделия подходят для выполнения резьбы только в крупных отверстиях.
Фотография № 6: резцы для внутренней резьбы
Фотография № 7: резцы для наружной резьбы
Виды расточных резцов
Для обработки глухих и сквозных отверстий необходимо купить резцы для металла, выбрав модели расточного типа.
Изделия для оформления глухих отверстий комплектуются режущей пластиной треугольной формы. Рабочая часть имеет изгиб.
Фотография № 8: расточные резцы для глухих отверстий
Инструмент для сквозных отверстий подходит для расточки ранее просверленных углублений. При этом глубина отверстия определяется длиной державки. Снимаемый слой металл примерно равен отгибу рабочей части резца.
Фотография № 9: расточные резцы для сквозных отверстий
Сборные резцы по металлу
Классификация видов токарных резцов будет неполной без упоминания инструмента сборной конструкции. Подобные изделия считают универсальными, поскольку они могут комплектоваться режущими пластинами различного назначения. Обычно подобные изделия устанавливают на станки с программным управлением и предназначают для контурного точения, выполнения глухих и сквозных отверстий и других специализированных работ по металлу.
Фотография № 10: сборные резцы по металлу
Требования к инструментам
На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Читать также: Правила работы с лобзиком ручным
Фасонные резцы применяются для обработки деталей с фасонным профилем. По сравнению с обычными резцами они обеспечивают:
- идентичность формы, точность размеров деталей, так как они зависят не от квалификации рабочего, а в основном от точности изготовления резца;
- высокую производительность благодаря большой экономии машинного времени, связанной с сокращением пути резания, и вспомогательного времени, требуемого на установку и наладку резца при смене его;
- высокую долговечность благодаря большому количеству допускаемых переточек;
- меньшее количество брака;
- простоту заточки.
На рис. 76 приведена схема обработки при помощи десяти простых и двух фасонных резцов. В первом случае время обработки
Рисунок 76 – Схема работы фасонных резцов
равно 41/2 мин. (в расчет были приняты резцы В, С, F, G, К, J), тогда как во втором около 11/2 мин., т. е. экономия получается в 3 раза. Установка двух фасонных резцов значительно проще и быстрее по сравнению с установкой десяти резцов. На заточку двух резцов требуется во много раз меньше времени, чем на заточку .десяти резцов.
Из-за большой стоимости фасонные резцы применяются при крупносерийном и массовом производствах.
Типы фасонных резцов
В практике встречаются разнообразные фасонные резцы, которые делятся па следующие типы (рис. 77):
- по форме резца: круглые (рис. 77, а) и призматические (рис. 77, б);
- по установке относительно детали: радиальные (рис. 77, а, б) и тангенциальные (рис. 77, в);
- по расположению оси отверстия или базы крепления резца по отношению к оси детали: с параллельным расположением оси отверстия (рис. 77, г) или базы крепления и с наклонным расположением оси отверстия (рис. 77, д) или базы крепления;
- по расположению передней поверхности: с положительным (или равным нулю) передним углом (рис. 77, а, б) или с положительным передним углом и углом наклона режущей кромки (рис. 77, е)
- по форме образующих фасонных поверхностей: с кольцевыми образующими (рис. 77, а, е) или с винтовыми образующими (рис. 77, ж).
Рисунок 77 – Типы фасонных резцов
Круглый резец насаживается на оправку и предохраняется от проворачивания при помощи зубьев или рифлений, сделанных на одном из его торцов (рис. 78). Призматический резец закрепляется в державке при помощи ласточкина хвоста и винтов.
Рисунок 78 – Крепление фасонных резцов
Радиальный фасонный резец
Радиальные резцы обладают круглой или призматической формой, тангенциальные чаще всего – призматической. Круглые резцы применяются для наружной и внутренней обработки, тогда как призматические – только для наружной.
Радиальный резец устанавливается по отношению к заготовке таким образом, чтобы обеспечить поперечную подачу по радиусу. В процессе резания ось детали пересекается одной или несколькими точками режущей кромки резца. Из-за широкого фронта работы радиальный резец работает в тяжелых условиях, вследствие чего приходится применять пониженные режимы резания. При обработке длинной заготовки малою сечения возникает опасность прогиба его от усилия резания.
Тангенциальный фасонный резец
Тангенциальный резец устанавливается по касательной к внутренней окружности профиля изделия. Режущая кромка снабжена скосом под углом φ (см. рис. 77, в). Это позволяет ему работать не сразу всем профилем, а с последовательным вводом в работу всех точек режущей кромки. Обработка профиля заканчивается тогда, когда последняя точка кромки пройдет через ось заготовки.
Тангенциальные резцы рекомендуется применять для обработки малоустойчивых к прогибу заготовок и неглубоких профилей.
В практике получили распространение резцы с параллельным расположением оси отверстия (для круглых) или базы крепления (для призматических) относительно оси заготовки. Наклонное расположение оси отверстия или базы крепления применяется в исключительных случаях, когда конфигурация детали на отдельных участках профиля не обеспечивает получения оптимальных задних углов при параллельном расположении.
Читать также: Классификация и конструктивные особенности фрезерных станков
Для улучшения процесса резания фасонные резцы необходимо снабжать положительным передним углом (см. рис. 77, а, б). Резцы с положительным углом у и углом наклона режущей кромки λ, (см. рис. 77, ё) применяются при повышенных требованиях в отношении соблюдения формы детали и точности заданных ее размеров (например, на ответственном участке 1-2 длиной l).
Круглые фасонные резцы
Круглые резцы обычно выполняются с кольцевыми образующими фасонных поверхностей.
Призматические резцы обладают по сравнению с круглыми надежностью крепления, широким выбором заднего угла, большой прочностью режущей кромки, лучшим отводом тепла, а также обеспечивают большую точность обработки детали.
Однако в практике круглые резцы получили более широкое распространение, что объясняется в основном простотой их изготовления как тел вращения.
Режущий инструмент — инструмент, предназначенный для изменения формы и размеров обрабатываемой заготовки путём удаления части материала в виде стружки или шлама с целью получения готовой детали или полуфабриката. Подразделяется:
- · по типу применения — на ручной и машинный (станочный), строительный, монтажный, и т. д.
- · по типу обрабатываемого материала — металлорежущий, дереворежущий, и т. д.,
- · по типу применяемого материала — быстрорежущий, для высокоскоростной обработки, и т. д.,
- · по типу обрабатываемой детали — зуборезный, резьбообразующий, и т. д.,
- · по характеру обработки — абразивный, шлифовальный, и т. д.,
по чистоте обработанной повехности – черновая обработка, получерновая обработка, чистовая обработка, получистовая обработка, суперчистовая обработка.
Виды строгальных резцов
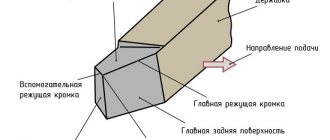
Строгальные изделия отличаются от токарных изогнутой назад головкой и вершиной, которая не совпадает с опорной плоскостью инструмента. Такая конструкция объясняется технологическими особенностями обработки металла. Если бы резец не был изогнутым, под давлением удаляемого слоя металла он ломался бы.
Изображение № 3: виды строгальных резцов (схема)
По виду выполняемых работ инструменты делятся:
- на проходные для горизонтальных плоскостей;
- подрезные для уступов;
- для разрезки заготовок;
- фасонные для работы со сложными поверхностями.
Виды износа резца
Режущий инструмент изнашивается в ходе эксплуатации.
- Износ по передней грани происходит вследствие трения стружки о поверхность инструмента. В результате на грани формируется углубление, находящееся за наростом застойной зоны (в 1–2 мм от кромки).
- Износ задней грани возникает из-за ее трения об обрабатываемую поверхность. В результате на грани появляется площадка износа.
Обычно передняя грань изнашивается при черновой обработке, а задняя — при чистовой.
Выделяют несколько стадий износа инструмента:
- приработка;
- установившийся износ;
- критический износ.
Рекомендуем не доводить резец до последней стадии, так как это приводит к его разрушению и сокращению срока эксплуатации. Вернуть исходную геометрию инструменту позволит заточка.