При обработке металлических заготовок в мастерских, гаражах и автосервисах часто используется электродрель с оснасткой. Если нужно снять слой металла, обработать неровности или увеличить отверстие используется борфреза по металлу. Она считается незаменимой при работе с металлическими изделиями. Перед покупкой фрез важно понимать из чего они могут изготавливаться, как ими пользоваться.
Борфреза по металлу
Борфрезы (шарошки) по дереву для гравера: виды, назначение, особенности
Изделия из дерева, которое и в наше время остается одним из самых популярных материалов, активно используются для обустройства жилья, а также в декоративных целях. Раньше, чтобы изготовить такие изделия, приходилось обращаться к квалифицированным специалистам, сейчас же каждый домашний умелец может выполнить многие работы по такому материалу самостоятельно, используя борфрезы по дереву и обычную электрическую дрель или шуруповерт.
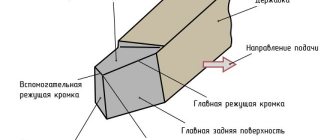
Бормашина по дереву используется для фрезеровки технологических и декоративных элементов
Борфрезы для выполнения декоративных работ по дереву, имеющие и другие названия – «шарошки», «шарошечные долота», используют не только домашние мастера, но и квалифицированные специалисты – резчики, для которых изготовление изделий из древесины является основным видом деятельности.
Арсенал инструментов резчика по дереву
Основным инструментом, позволяющим выполнять резку по дереву, как уже говорилось выше, является борфреза. Осуществление такой процедуры, в процессе которой снимается слой обрабатываемого материала различной глубины, обеспечивается за счет вращения шарошки, а также ее поступательного движения по требуемой траектории. Соответственно, требуется также оборудование, при помощи которого используемый инструмент будет приводиться во вращение. Таким оборудованием, незаменимым для гравера и любого резчика по дереву, является бормашина, часто называемая дремелем.
Компания Dremel выпускает электрические гравера бытового и профессионального класса
Слово «дремель» произошло от названия немецкой компании Dremel, производящей большой ассортимент электрооборудования, значительное место в котором занимают бормашины и специализированные граверы. Комплект бормашины от Dremel и других производителей уже включает в себя все необходимое для того, чтобы установить инструмент и начать работу.
Выполнять резку по дереву, используя шарошки, можно и при помощи обычной электродрели или шуруповерта, если оснастить их гибким валом и специальной насадкой на него, в которую устанавливается борфреза. Такое несложное приспособление подойдет и для гравера, работающего с изделиями из металла и других материалов.
Гибкий вал для дрели
Качество и привлекательность работ, выполненных при резке по дереву, напрямую зависят от характеристики используемого оборудования. Даже опыт и знания человека, выполняющего такие работы, не могут положительно повлиять на характеристики готового изделия при отсутствии соответствующего оборудования и борфрез по дереву.
Виды шарошек по форме
Борфрезы выпускаются с различными формами режущих поверхностей, т. к. предназначены не только для линейной обработки, но и для профильной выборки пазов, уступов, выемок и кромок. Основные формы головок этого инструмента регламентированы российским ГОСТ 3402-2017, который соответствует международным стандартам ISO и немецким DIN. Среди них самые распространенные — это цилиндрические, сферические и конусные (в различных вариациях). В таблице ниже показаны базовые формы и буквенные коды борфрез для обработки металла и мягких материалов, а также виды профилей, для которых они предназначены.
Кроме формы режущей головки, борфреза характеризуется геометрическими размерами, длиной и диаметром хвостовика, а также типом режущих зубьев, который также имеет стандартизованное обозначение (см. следующий раздел).
Виды борфрез для работ по дереву
В качестве материала для изготовления борфрез, при помощи которых выполняется как резка по дереву, так и гравировка по металлу, пластику или камню, используется преимущественно металл. Для обработки более мягких материалов подходят инструменты, изготовленные из углеродистой стали. Для того же, чтобы выполнить резку изделий из древесины более твердых пород, необходимо использовать шарошки с алмазным напылением или с режущей частью из твердых сплавов.
Естественно, самыми недорогими являются борфрезы из углеродистых сталей, но и срок службы у них значительно меньше, чем у алмазного и твердосплавного инструмента. Твердосплавные шарошки не только отличаются повышенным ресурсом использования, но и позволяют эффективно обрабатывать древесину твердых пород, а также поверхность изделий, изготовленных из металла.
Геометрические параметры борфрезы
Любая борфреза вне зависимости от ее назначения состоит из двух основных элементов:
- хвостовика, при помощи которого инструмент фиксируется в используемом оборудовании;
- рабочей части, выполняющей основную работу.
Рабочая (или режущая) часть борфрезы по дереву может иметь различную конфигурацию. Именно форма режущей части и определяет профиль канавки, вырезаемой на поверхности обрабатываемого изделия.
Резчики по дереву используют борфрезы, режущая часть которых имеет коническую, овальную, полукруглую или круглую форму. Чтобы всегда иметь под рукой требуемый инструмент, лучше сразу приобрести набор шарошек, в котором собраны борфрезы различного размера и с разной формой режущей части. При этом лучше купить борфрезы от проверенного производителя: они прослужат намного дольше и позволят выполнять резку по дереву с более высоким качеством.
Фрезы по дереву выпускаются с разными зубьями, хвостовиками и финишними покрытиями
Начинающему резчику по дереву следует очень ответственно отнестись к мерам безопасности. Поскольку резка по дереву выполняется борфрезой, вращающейся с высокой скоростью, из зоны обработки во все стороны вылетают кусочки срезанного материала. Кроме того, нередки случаи, когда в процессе такой обработки ломаются не только режущие зубья инструмента, но и вся его рабочая головка. Такие ситуации типичны для использования некачественных борфрез. В связи с этим, чтобы защитить себя от травм, все процедуры по обработке изделий из дерева необходимо выполнять в защитных очках и перчатках.
Области применения
Шарошки, изготавливаемые из твердых сплавов, используются в различных направлениях промышленности:
- изготовление кораблей, машин, самолётов;
- полиграфия;
- обработка высокопрочных сплавов;
- изготовление ювелирных изделий;
- электроника.
С помощью борфрез можно растачивать отверстия, создавать надписи на металлических поверхностях, изготавливать пазы, шлифовать детали там, куда невозможно залезть болгаркой или шлифмашинкой. Оснастка по металлу для дрели используется при починке различных металлоконструкций.
Борфрезы твёрдосплавные
Борфрезы твёрдосплавные – это режущий инструмент, используемый для снятия сварных швов, удаления заусенцев, выравнивания поверхности, доводочных работ на изделиях из пластика, дерева и камня.
- Сортировать:
- Цене
- Популярности
- Вид:
- Табличный
- Строчный
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки наружных поверхностей профильных деталей (разделка кромок, снятие заусенцев и фасок).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки выступающих частей неплоских деталей — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки поверхностей внутри сложных профилей (обработка радиусных пазов, формирование внутренних радиусных сопряжений).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для разделки поверхностей в узких или труднодоступных местах.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки внутренней поверхности типа «уголок» (разделка кромок, снятие заусенцев и фасок, обработка радиусных пазов, формирование внутренних радиусных сопряжений).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки на соединениях цилиндрических деталей — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки наружных поверхностей профильных деталей (разделка кромок, снятие заусенцев и фасок).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки параболических поверхностей внутри профиля — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки внутренней поверхности типа «уголок» (разделка кромок, снятие заусенцев и фасок, обработка радиусных пазов, формирование внутренних радиусных сопряжений).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки на соединениях цилиндрических деталей — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки удаленных (утопленных) мест в профильных деталях (разделка кромок, снятие заусенцев и фасок, обработка пазов).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для зенкования- обработки кромки цилиндрических поверхностей.
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
- Изготовление хвостовика для борфрезы.
Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
- К хвостовику припаивается заготовка.
Фотография №3: изготовление борфрезы
Особенности и назначение
Конструкция борфрезы предназначена для выполнения процесса фрезеровки декоративных элементов. С ее помощью удаляется часть слоя древесины требуемой глубины. Несмотря многолетнее применение, приспособления постоянно модернизируются с целью повышения качества и точности обработки. Однако сама основа конструкции практически не изменилась. Она по-прежнему состоит из двух деталей:
- хвостовика для крепления стандартных размеров,
- режущей части.
Главная особенность борфрезы – это не силовая, а динамическая оснастка, поэтому применяется с инструментом, обеспечивающим ее вращение.
В арсенале граверов и профессиональных резчиков по дереву для обеспечения поступательного движения головки приспособления по желаемой траектории служит дремель – специальная бормашинка. В бытовых условиях с ее функциями отлично справляется шуроповерт или электродрель.
Фрезу по дереву можно использовать при необходимости для:
- обработки кромочной части при совмещении нескольких заготовок за счет пазов.
- врезки фурнитуры к предметам мебели,
- изготовления декоративных элементов объемных и сложных конфигураций.
Использовать насадки можно в операциях:
- сверления,
- полировки,
- шлифования,
- шпунтования,
- очистки поверхностей,
- создания пазов
- конечной обработки отверстия или полости.
Выбор борфрез по маркировке
Как мы уже сказали, на все борфрезы наносится маркировка. Научим вас ее читать. Маркировка состоит из двух букв и четырех чисел. Это характеристики борфрезы.
- Первая буква — тип борфрезы по форме головки.
- Первое число — диаметр режущей части.
- Второе число — длина головки.
- Вторая буква — тип насечки.
- Третье число — диаметр хвостовика.
- Четвертое число — длина хвостовика.
Рассмотрите пример.
Изображение №15: маркировка борфрез
Классификация
Борфрезы по дереву — это вращательные детали, вся поверхность которых усеяна насечками.
Они бывают разной формы:
- цилиндрической,
- спиральной,
- гиперболической,
- овальной,
- конической,
- сферической.
Самые недорогие изделия изготавливаются из стали. Их срок эксплуатации меньше, чем оснастка из твердосплавных материалов, чья головка с насечками нередко сажается на железные сердечники с помощью латунного припоя.
Их высокая производительность резания вместе с хорошим съемом позволяет добиться результата в кратчайшие сроки без засорения инструмента. Благодаря твердому сплаву, изделия долго сохраняют свойства при эксплуатации даже в самых сложных условиях. Обработка получается максимально гладкой и чистой, а стружка — порошкообразной.
На свойства обработки влияет тип нарезки зубьев, который бывает:
- тонким,
- крупным,
- универсальным,
- ультратонким.
Использование крупнозубой борфрезы позволяет без особых усилий быстро снимать слой древесины. Их поверхность покрыта особым многослойным составом, который увеличивает износоустойчивость.
Производители предлагают комплекты насадок разного изготовления и стоимости:
- сборные,
- со сменными кромками,
- монолитные.
- концевые.
- копировальные,
- кромочные.
- пазовые.
Набор борфрез по дереву для гравера подбирается в зависимости от:
- качества материала для обработки,
- вида работы,
- количества оборотов прибора для вращения,
- конфигурации насечек.
Головка изделия с конфигурацией типа «стружколом» обрабатывает материал без налипания, производя максимальное снятие.
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
Не работайте некачественными или изношенными борфрезами! Это может привести к поломке и травме.
Фрезы для художественной резьбы по дереву
Благодаря резьбе и выжиганию из дерева изготавливаются настоящие произведения искусств. Достаточно взгляда, чтобы понять, что хотел выразить мастер.
Художественная резьба представляет собой орнамент, узор или рисунок на поверхности дерева. Оснастка для ручной резьбы предназначена для прорезей глубиной 0,5 мм — 2 мм. Граверные изделия лазерного вида, по сути, многофункциональные 3D принтеры. Выбор борфрез для вырезания по дереву зависит от вида операции. Для канавок лучше пользоваться дисковыми «шарошками»,при выполнении выреза сложной конфигурации — фасонными насадками.
Применение борфрез
Сфер применения борфрез очень много. Среди них:
- снятие облоя и крапа с заготовок;
- шлифовка поверхностей, пазов и отверстий;
- обработка сварных швов;
- выполнение различных технологических операций в труднодоступных местах;
- гравировка;
- вырезание сложных по форме отверстий;
- и пр.
Борфрезы даже применяют в электронной промышленности, ювелирном деле и полиграфии.
Тип инструмента и материала
Использование вида борфрезов напрямую зависит от технологических задач.
С их помощью можно работать не только на древесине, фанере, древесно-стружечных заготовках, но и на других материалах:
- металлических,
- чугунных,
- пластиковых,
- костяных,
- комбинированных.
При выборе необходимо учитывать:
- вид работы,
- свойства материалов деталей,
- габариты обрабатываемых элементов,
- сферу использования.
К профессиональным относятся изделия алмазной заточки. Они отлично подходят для обработки очень прочных материалов расточки и тонкого шлифования глубоких отверстий.
Рекомендации
- Нельзя дюймовую цангу совмещать с миллиметровым хвостовиком, иначе инструмент быстро сломается.
- Необходимо обеспечивать полный контакт оснастки с обрабатываемой поверхностью.
- Для лучшего скольжения головки использовать специальные смазки.
- Нельзя сильно давить на головку борфрезы, потому что она будет перегреваться, работать медленнее.
- Нельзя прикасаться хвостовиком оснастки к поверхности детали.
- Важно соблюдать высокую скорость вращения, чтобы избежать неровностей.
Профили рабочей части
Стандартная заточка. Имеет одну длинную насечку. Подходит для литых деталей, сварочных швов, сплавов, латуни, стали, в том числе и стойкой термообработанной. Позволяет делать большие припуски. Стружка — длинная. Эффективность оптимальна.
Двойная заточка. Имеет крестообразные насечки на рабочей поверхности, в результате чего образуются зубцы. Универсальный тип. Подходит для работы с любыми материалами. Уменьшает вибрацию борфрезы, что позволяет лучше контролировать процесс. Обеспечивает высокую скорость реза. Оставляет чистую гладкую поверхность. Образовавшиеся в результате насечки зубья бывают прямые и разнонаправленные. Борфреза с такой заточкой производит мелкую стружку.
Крупная заточка. Имеет одну широкую насечку (ширина и угол могут отличаться). Отлично подходит для мягких материалов, таких как алюминий, и там, где нужно снять большой объём. Быстрая работа с крупной стружкой.
Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.
Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.
Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
Граверы оснащаются сверхтонкими фрезами, что негативно влияет на качество обработки твердых заготовок по сравнению с ручными фрезерами
Что такое лазерная гравировка по древесине
Самой трудозатратной гравировкой считается лазерная обработка — это инновационный способ удаления слоя материала. Он исключает деформацию, потому что предмет или деталь не нагревается.
Но следует учитывать, что разная древесина по-разному поддается обработке лазерным способом. Лазерная гравировка древесины отличается от лазерной резки, поэтому требуется точность фокусировки луча лазера, правильный подбор оптики. Специалисты не советуют использовать этот метод при гравировке мелких элементов, а при резке учитывать толщину заготовки.
Лазер в отличие от борфрезы для гравера предоставляет уникальную возможность выполнения:
- глубокой рельефной гравировки,
- деревянной мозаики
- бесконтактной обработки без повреждения древесной структуры.
- высокую точность обработки при минимальной ширине реза.
Отличие борфрезы для резьбы по дереву от фрез по металлу
Конструктивно фрезы по металлу схожи для работы по дереву. Но обработка металла отличается большей нагрузкой на режущий инструмент, поэтому оснастка изготавливается из материалов с большим запасом прочности, меньшими углами заточки, особой конфигурацией зубов. К тому же технологии различаются режимами резания. При обработке древесины скорость вращения фрезы выше, чем в процессе обработки даже мягкого металла.
К тому же фрезы во время обработки металла сильно нагреваются, поэтому их изготавливают из тугоплавких сплавов. Деревообрабатывающая оснастка не способна выдерживать большие температуры.
Видео сравнение
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д.
Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Сила давления на борфрезу не повышает её эффективности, но увеличивает нагрузку на инструмент и оборудование. Это может явиться причиной их выхода из строя. Не давите!
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Борфрезы
- Борфрезы тип A — цилиндрические с гладким торцом
- Борфрезы тип B — цилиндрические с заточенным торцом
- Борфрезы тип C — цилиндрические со сферическим концом
- Борфрезы тип D — сферические
- Борфрезы тип E — овальные
- Борфрезы тип F — параболы с закругленной головкой
- Борфрезы тип G — параболы с заостренной головкой
- Борфрезы тип H — язычок пламени
- Борфрезы тип J — конические 60 градусов
- Борфрезы тип K — конические 90 градусов
- Борфрезы тип L — сфероконические
- Борфрезы тип M — конические
- Борфрезы тип N — обратноконические
- Корончатые сверла по металлу Bohre
- Корончатые сверла по металлу Karnasch
- Корончатые сверла по металлу Rotabroach (Англия)
- Бензогайковерт VESSEL GT-3500GE и комплектующие
- Запасные части бензогайковерта VESSEL GT-3500GE
- Рельсовые корончатые сверла
- Рельсосверлильные станки BDS-machines
- Рельсосверлильные станки Geismar
- Рельсосверлильные станки Rotabroach
- Рельсосверлильные станки Вектор
- Рельсосверлильные станки Хайтек инструмент
Популярные подборки
Сортировка
- по умолчанию
- по популярности
- по цене
- по наименованию
- Назад
- 1
- 2
- 3
- 4
- 5
- 6
- Вперед
Борфрезы
Борфрезы твердосплавные по металлу (шарошки) — это металлорежущие инструменты, используемые для черновой и чистовой обработки металлических изделий из чугунов, сталей, труднообрабатываемых сплавов, цветных металлов и их сплавов.
Борфрезы (шарошки) по металлу — применение
Борфрезы по металлу (шарошки) применяются для различных видов операций, в том числе:
- зачистка сварных швов;
- зенкование и снятие фаски;
- обработка углов, скосов деталей и отверстий изнутри;
- опиливание и зачистка отливок;
- удаление заусенцев, скругление кромок;
- удаление неровностей с металлических деталей;
- шлифовка поверхностей;
Производство твердосплавных борфрез (шарошек) по металлу
Твердосплавные борфрезы (шарошки) изготавливают с цельными или с припаянным хвостовиком. В России технические требования к изготовлению этого вида инструмента регламентируются по ГОСТ 34202-2017 (принят взамен ГОСТ Р 52780—2007).
Форма и размеры борфрез (шарошек) по металлу
Борфрезы (шарошки) изготавливают основных следующих типов форм режущей части:
А — цилиндрические (с гладким торцом); В — цилиндрические с торцевыми зубьями; (тип отсутствует в ГОСТ) С — сфероцилиндрические; D — сферические; Е — овальные; F — сфероконические; G — сфероконические с заостренным концом; Н — пламевидные; J — конические с конусностью 60; К — конические с конусностью 90; L — конические с закругленным концом; М — конические с заостренным концом; N — конические в форме обратного конуса.
Кроме перечисленных выше типов, существуют дополнительные типы форм режущей части и комбинированные типы, не приведенные в отечественном ГОСТ, но при этом присутствующие в продаже на рынке.
Борфрезы (шарошки) выпускают со следующими основными геометрическими размерами:
- диаметр рабочей части борфрез от 2 до 16 мм
- длина рабочей части борфрез от 1,8 до 33 мм
- диаметр хвостовика борфрез 3 и 6 мм;
- длина хвостовика борфрезы от 20 до 50 мм.
Зубья бофрез (шарошек) подразделяются на три типа со следующими буквенными обозначениями:
- F — мелкие;
- М — средние;
- С — крупные.
Условное обозначение борфрезы (шарошки) при заказе включает в себя основные перечисленные выше параметры в следующем порядке: тип фрезы/ диаметр рабочей части/длина режущей части/ тип зуба/диаметр хвостовика/ длина хвостовика, например: A 16 25 M 06 45
Борфрезы (шарошки) допускается изготавливать из твердого сплава с физико-механическими свойствами, соответствующими сплаву ВК8 и выше. Припаянные хвостовики борфрез из стали 35ХГСА и выше.
Материалы для производства борфрез
Материалом для производства хвостовиков борфрез служит среднеуглеродистая легированная сталь. Основная марка — 30ХГСА. А вот головки борфрез изготавливают из различных материалов. Перечислим их.
- Инструментальная углеродистая сталь (У10А, У12А). Инструменты из этих материалов отличаются низким сроком службы и стоят недорого. Применяются для обработки изделий их мягких металлов. Устанавливаются на дрели и граверы.
- Быстрорежущая сталь Р6М5. Инструментами из этого материала можно обработать практически все марки углеродистых и среднелегированных сталей. Такие борфрезы применяются чаще всего.
- Твердые сплавы. Рабочие части обычно изготавливают из металлокерамики (ВК25 и ВК30). Также встречаются изделия с головками из минералокерамики и безвольфрамовых твердых сплавов. Такими борфрезами обрабатывают заготовки из жаростойких и нержавеющих сталей, а также чугуна.
- Твердые сплавы с алмазным напылением. Это самый дорогой профессиональный инструмент.