Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
Что такое зенкование? Оно связано со срезанием более значительного слоя материала с целью создания в верхней части отверстия конического или цилиндрического углубления, предназначенного для скрытой установки крепежа. Используется зенкование и для выбора фасок. Специальное приспособление для выполнения этой операции называют зенковка. Различают следующие ее виды:
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.
Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.
Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.
Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности H11
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
Виды и применение зенковок
В зависимости от назначения зенковки подразделяются на следующие виды:
- для выполнения конических или цилиндрических выемок внутри отверстий;
- для создания опорных плоскостей рябом с отверстием;
- для выборки фаски;
- для подготовки отверстий к установке крепежа.
По форме рабочей поверхности различают:
- цилиндрические;
- конические;
- торцевые, или прямые.
В зависимости от диаметра зенковки разделяют на:
- обычные (0,5 ÷ 1,5 мм);
- с конусом-ограничителем (0,5 ÷6 мм);
- с конусообразным хвостовиком (8÷12 мм).
Для операции развертывания используется комбинированное приспособление, включающее в себя сверло, развертку, зенкер и зенковку. Они смонтированы на общем хвостовике, а рабочие поверхности разнесены по высоте и вступают в соприкосновение с металлом по очереди, по мере погружения инструмента в материал. Применение такого комбинированного инструмента позволяет сверлить отверстие, делать выборки фасок, повышать качество поверхности за один технологический проход. При этом экономится много времени на смену инструмента, обеспечивается точность соблюдения размеров каждого конструктивного элемента. Такое приспособление стоит дорого и собирается заново для каждого типоразмера отверстия, поэтому применение его экономически оправдано только для серийного производства либо для изделия с большим количеством одинаковых отверстий сложной конфигурации.
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап
Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.
Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
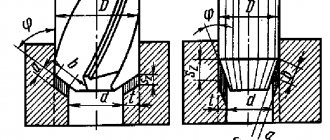
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
Цилиндрическая зенковка конструктивно напоминает сверло, но имеет большее число режущих кромок. Их длина, в отличие от сверла, ограничена диаметром цилиндра, поскольку зенковка делает лишь небольшие по глубине выемки.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.
Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Как правильно выбрать ступенчатое сверло?
Для правильного выбора ступенчатого сверла нужно определиться с целями, для которых будет использоваться инструмент. Таким образом, необходимо определить отверстия каких размеров необходимо сверлить
Особенно важно значение наименьших и наибольших диаметров, которые планируется выполнять
Также следует определиться на каком ручном инструменте либо станке будет использоваться сверло. От этого зависит тип хвостовика, который должен быть на сверле. Поэтому следует внимательно изучить разъем патрона под сверло и четко знать форму и размеры хвостовика. Если же хвостовик не будет подходить под имеющиеся разъемы, придется отдельно приобретать специальный переходник.
Важно определиться с производителем и уровнем инструмента. Как уже отмечалось, ступенчатые конические сверла ярко-золотистого цвета производятся с примесями кобальта и титана, с абразивным покрытием и имеют высокую твердость
Они прослужат дольше и позволят работать с толстым прокатом, нержавеющими и легированными сталями.
Особенности зенкования отверстий
Раззенковка отверстий – высокоточная операция, требующая высококачественного инструмента и исправного сверлильного оборудования. Зенковки должны проходить периодическую проверку на соответствие норме по диаметру и углу конусности. Результаты проверки фиксируются в журнале инструментального участка.
Специалисты по металлообработке сформулировали следующие рекомендации по выполнению операции:
- во время работы с твердыми стальными и ли чугунными сплавами следует использовать для охлаждения материала и инструмента специальные эмульсии, например, жидкость СОЖ;
- при подборе инструмента нужно учитывать материал детали, его прочность и твердость;
- перед началом работы следует проверить надежность и точность фиксации инструмента в патроне, отсутствии особых биений шпинделя;
- чтобы зенковать внутреннюю фаску, следует пользоваться специальной оправкой, центрирующей инструмент;
Раззенкованное отверстие следует проверять на соответствие размерам чертежа только поверенным измерительным инструментом.
Центровочные сверла: что это такое, их характеристики
Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать
Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Действующий ГОСТ
В настоящее время продолжает действовать государственный стандарт 14953-80. Он регламентирует техусловия для зенковки, типовые размеры инструмента, материал для его изготовления. Описываются в стандарте и режимы работы оборудования в зависимости от механических характеристик обрабатываемого материала.
Скачать ГОСТ 14953-80
Таблицы для подбора типовых зенковок служат подспорьем для конструкторов и технологов при определении параметров конструкции и разработке техпроцессов.