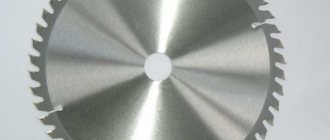
Резец отрезной — это одна из разновидностей токарного инструмента, предназначенная для сквозного прорезания заготовки узкой и глубокой канавкой. Такие резцы чаще всего используют для отделения обработанной детали от прутка, подаваемого через отверстие в шпинделе. По своей конструкции они отличаются от проходных, расточных, резьбовых и прочих токарных резцов по металлу, что обусловлено спецификой работы их режущей кромки. Отрезная операция занимает небольшую часть общего времени обработки детали, но, как правило, является последней в рабочем цикле, и поэтому от нее зависит качество торца детали. Неправильный выбор углов заточки режущей пластины повышает риск появления на поверхности реза неравномерностей и сколов, что может привести к браку детали или невозможности ее дальнейшей обработки. Одной из главных особенностей отрезного токарного инструмента является то, что его головная часть в процессе обработки погружена в узкую канавку, поперечный размер которой чуть больше ширины лезвия режущей кромки. Это создает определенные сложности для стружкоотвода и охлаждения инструмента и поэтому требует особых конструктивных решений.
Устройство отрезного токарного резца
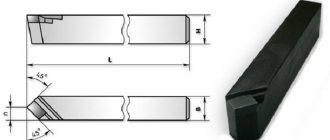
Конструктивно цельнометаллический отрезной токарный резец состоит из массивной державки и плоской головки, оканчивающейся режущей пластиной (см. левый чертеж на рис. ниже). В отличие от других типов резцового инструмента здесь, кроме основной режущей кромки, присутствуют также две вспомогательные, которые расположены по обе стороны от нее и предназначены для подрезки боковых поверхностей прорезаемого паза. У отрезного резца лезвие сужается в сторону державки под углами от 1º до 3º с каждой из сторон. Это сделано для того, чтобы уменьшить трение резца о стенки канавки, а также улучшить стружкоотвод и циркуляцию СОЖ.
Ширина лезвия головки может составлять от 3 до 10 мм, а ее длину необходимо выбирать на несколько миллиметров больше радиуса заготовки. Для увеличения прочности и снижения вибрации используют специальные модели отрезных резцов с увеличенной передней частью.
Сбалансированность такому инструменту придают головки, имеющие округлый выступ вверху («петушковые»), что позволяет расположить режущую кромку на одной линии с осью державки (см. правый нижний чертеж на рис. выше).
Способы соединения твердосплавных пластин со сталью
Более 60% всех пластин устанавливается в инструмент методом пайки. Связано это, в первую очередь, с простотой технологии крепления.
На качество пайки влияет множество факторов, среди которых выделяется тип флюса и припоя, а также материал державки. Помимо этого, сила сцепления пластины к корпусу инструмента зависит от частоты поверхности, температуры нагрева и вида охлаждения. По причине разного значения термического коэффициента линейного расширения пластины и державки, в силу различия материалов, при пайке образуются остаточные напряжения. При дальнейшей эксплуатации резца они могут послужить причиной появления трещин на поверхности пластин. Твёрдосплавные пластины паяют с использованием припоев на основе меди. Только при производстве особо сложного инструмента применяют серебряные припои.
Флюсами при пайке смачивают поверхности спекаемых материалов. Это делается для предотвращения протекания окислительных процессов, что способствует более жёсткому сцеплению пластины к державке.
В качестве материала для корпуса инструмента используют различные виды конструкционных и легированных сталей. Наиболее распространёнными являются марки стали 30ХГСА, 45.
В случаях наличия сильной циклической нагрузки крепление пайкой заменяют креплением диффузионной сваркой в вакууме. Сваривание происходит в результате проникновения атомов контактирующих поверхностей друг в друга. Процесс это идет в условиях повышенной температуры и давления. Данная технология позволяет увеличить силу сцепления пластины к державке в 2-3 раза.
Разработка новых видов клеев также позволило применять метод склеивания при крепеже твёрдосплавных пластин. Главным преимуществом данного способа является отсутствие образования внутренних напряжений, что положительно сказывается на долговечности резца. Прочностные характеристики клея повышают легированием его состава разнообразными наполнителями, в частности асбестом.
Соединение клеем хорошо проявило себя при работе со незначительным выделение тепла и силой резания. Это – чистовая и получистовая обработка чугунов и цветных сплавов.
Все больше и больше в производстве начинают изготавливать твёрдосплавные съемные пластины, которые крепятся к инструменту с помощью резьбы и имеют возможность поворачиваться вокруг оси. Предварительно, им предают специальную форму в виде многогранников (треугольник, ромб, прямоугольник), каждая из сторон которых является режущей кромкой. Все это позволяет сократить время или вовсе избежать повторного затачивания.
Этот метод становится год от года все более востребованным, т.к. как он имеет ряд существенных преимуществ:
- Отсутствие термического напряжения.
- Простота замены затупившихся пластин.
- Высокий уровень производительности.
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.
Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Инвертированные резцы стали популярными пять-шесть лет назад, когда была разработана очень простая в использовании и эффективная в работе режущая пластина.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.
Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Виды твердосплавных пластин — расшифровка маркировки, обозначений, классификация
Содержание:
- Марки твердосплавных пластин для точения
- Пример расшифровки маркировки токарной пластины
- Маркировка резьбовых пластин
- Пример расшифровки маркировки резьбовой пластины
- Маркировка твердосплавных отрезных и канавочных пластин
- Маркировка фрезерных пластин
- Пример расшифровки маркировки фрезерной пластины
Твердосплавных пластин для токарных и фрезерных станков на рынке сегодня – огромное разнообразие. Разобраться в маркировках пластин, их видах, формах и размерах даже не новичку токарного дела – непростая задача. В статье мы попробуем «разложить по полочкам» все твердосплавные пластины, особенно те, что представлены в нашем интернет-магазине.
Твердосплавные пластины под определенный инструмент
Эта характеристика одна из самых простых – ставятся пластины на токарные резцы, сверла или фрезы, значит, такого назначения и выбираем.
С токарными пластинами тоже несложно разобраться.
По назначению они бывают:
- Пластины для точения
- Отрезные и для обработки канавок
- Пластины для нарезания резьбы
Токарные пластины подбираются под определенные державки (резцы). Нужно знать такие характеристики, как размер и форма твердосплавной пластины, марка пластины, ее радиус, режим и вид токарной обработки (от черновой до финишной). Также перед покупкой сменных пластин нужно определиться, для обработки каких материалов подходит данный сплав. Есть более универсальные сплавы, а есть – узконаправленные пластины.
Как разобраться в маркировке твердосплавных пластин
Марки твердосплавных пластин для точения
Стандартов и производителей много, в среднем маркировки пластин более-менее совпадают (например, по ISO), есть небольшие вариации у некоторых брендов. «Читать» пластину нужно слева направо, название сменного инструмента о многом говорит – форме, углах, допусках, длине режущей кромки, форме стружколома и т. д.
Ниже в табличках представлены расшифровки обозначения токарных пластин.
Что касается стружколомов, то китайская компания GESAC все время их совершенствует. В 2022 году появились новинки – стружколомы LM и LR. Почитать подробнее о новинках можно в нашем Блоге здесь.
Обозначения основных сружколомов GESAC:
Буквы и цифры после обозначения стружколома указывают на вид сплава, из которого сделан инструмент. Тут у каждого производителя свои традиционные обозначения.
Пример расшифровки маркировки токарной пластины
Расшифруем для наглядности пластину для точения CNMG090304-QF GP1115 от GESAC.
Смотрим первые четыре буквы – CNMG. C − ромб, N − задний угол 0°, M – предел допуска по высоте +/- 0,08-+/- 0,18 мм; по толщине +/- 0,13; размер вписанной окружности d +/- 0,05-+/- 0,13 и G обозначает, что пластина с отверстием.
Идем далее – цифры 090304 в названии пластины «говорят» о том, что длина режущей кромки 9,52 мм (09), толщина пластины 3,18 мм (03) и радиус угла 0,4 мм (04). Стружколом у пластины в примере QF, а это значит, что он предназначен для чистовой обработки стали и сплавов на ее основе. Самое последнее обозначение в маркировке – сплав GP1115.
Вы всегда можете обратиться за консультацией к менеджерам CNCMagazine для подбора нужного инструмента для токарных и фрезерных станков. Пишите нам на E-mail: [email protected]cncmagazine.ru. Телефон 8 (800) 555 4116.
Маркировка резьбовых пластин
В обозначении сменных пластин для нарезания резьбы разобраться легко. У основных производителей твердосплавных пластин маркировка более-менее совпадает.
Ниже представлена таблица для расшифровки названия резьбовой пластины:
Резьбовые пластины бывают для нарезания внутренней и наружной резьбы, как правило, с правым или левым исполнением. Важная характеристика инструмента – профиль резьбы. В интернет-магазине CNCMagazine представлен инструмент следующего профиля:
- ISO метрическая резьба полный профиль
- Резьба неполный профиль 60° и 55°
- Трубная резьба Whitworth
- Британская трубная резьба BSPT для паропроводов, газопроводов, водопроводов
- Американская коническая трубная резьба (NPT)
- Американский упорный профиль ABUT
- Трапецеидальная резьба 30°
- Резьба API (круглая)
- Американская унифицированная резьба UN, полный профиль
У каждого профиля свои стандарты, рекомендации, технические характеристики.
Разберем для примера маркировку твердосплавной пластины для нарезания резьбы.
Пример расшифровки маркировки резьбовой пластины
Возьмем пластину 16ER0.75ISO DM215. 16 – это размер пластины (9, 525 мм). ER в маркировке обозначает, что пластина предназначена для нарезания наружной резьбы, с правым исполнением. Цифра следом − 0.75 означает, что шаг резьбы составляет 0,75 мм. ISO – говорит о том, что стандарт резьбы метрический по ISO. Самым последним в названии значится сплав, из которого сделан инструмент.
Коды твердосплавных пластин часто пересекаются у различных производителей. Чаще всего отличаются только названия применяемых сплавов.
Маркировка твердосплавных отрезных и канавочных пластин
Марок инструмента для отрезки и обработки канавок достаточно много, также как и производителей. Маркировка у различных брендов своя. Чтобы быстро и просто расшифровать назначение инструмента и узнать его характеристики, посмотрите таблицы ниже.
Попробуем расшифровать пластину ZTFD0303-MG YBG202. ZT означает, что инструмент предназначен для обработки канавок и точения, буква F говорит, что ширина пластины 3.0, а D – что это двухсторонняя пластина. 03 – ширина режущей кромки 3 мм, а радиус при вершине 0.3. M – это класс точности, а G означает, что пластина с обычным стружколомом. YBG202 – это сплав.
Расшифровка отрезных пластин треугольной формы для обработки прямых и радиусных канавок от одного китайского бренда представлена ниже.
Маркировка фрезерных пластин
Сменные пластины для фрез бывают тригональной (W), квадратной (S), круглой (R), восьмигранной (О), ромбической 86° (M), прямоугольной 85°(A), пятигранной (P) и другой формы (Z). Форму пластины для фрез можно узнать по первой букве в названии. Вторая буква – задний угол пластины, далее идет класс точности, потом тип пластины. Первая цифра после букв в названии пластины – длина режущей кромки в мм.
Потом идет толщина пластины также в мм. По названию фрезерной пластины можно узнать радиус при вершине.
Для примера приведем маркировку фрезерных пластин от производителя SANDVIK.
Пример расшифровки маркировки фрезерной пластины
Попробуем примерно расшифровать по этой схеме пластину для фрез APKT11T308-APM YB9320.
Форма пластины – прямоугольная, задний угол 11°, класс точности K, размер пластины 11, радиус 0,8, сплав YB9320.
На нашем сайте каждый товар подробно расписан, указаны его характеристики, рекомендованные виды обработки, материалы и т.д.
Если Вы затрудняетесь с выбором нужного инструмента для токарной и фрезерной обработки металла, мы всегда рады Вам помочь.
Ждем Ваших вопросов и заявок по инструменту для металлообработки: на E-mail, по телефону 8 или заполните заявку ниже.
Интернет-магазин
ОТПРАВИТЬ ЗАЯВКУ
Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
Стандарт ISO частично или полностью повторяют системы маркировок ведущих производителей режущего инструмента, а также новый российский ГОСТ ISO 5609-2015.
Как маркируют пластины, и кто их производит
По маркировке твердосплавных конструкций для токарных резцов можно определить состав материала производства. В частности, маркировка Т15К6 означает, что изделие произведено на основе сплава титановольфрамокобальтовой группы. Вольфрам в составе данных сплавов присутствует в обязательном порядке. Кроме вольфрама в сплаве дополнительно должны присутствовать:
- тантал;
- кобальт;
- титан и другие.
В составе подобного сплава в соответствии с маркировкой присутствует карбид титана в количестве 15 процентов и кобальт в количестве 6 процентов соответственно.
Наиболее известными производителями данной продукции, применяемыми для механического крепления на резцах, являются:
- Ceratizit (Люксембург);
- BDS-Machinen и Proxxon (Германия);
- Инструмент-Сервис и Новомосковский трубный завод (Украина).
Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки. Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Рекомендации по выбору отрезных резцов по металлу
Отрезной токарный резец является узкоспециализированным инструментом и применяется для выполнения только двух видов операций: отрезания и проточки узких пазов. Поэтому для домашних и небольших ремонтных мастерских одним из основных критериев при его выборе, скорее всего, будет цена. В случае разового использования этого инструмента вполне подойдет российский отрезной резец с напайкой, цена которого в полтора-два раза меньше, чем у одной твердосплавной пластины с механическим креплением. В серийном производстве, особенно на станках с ЧПУ и токарных автоматах, или операция отрезки является завершающей, или после нее следует передача детали в контршпиндель для дальнейшей обработки. В этих условиях к геометрии и качеству работы отрезного инструмента предъявляют особые требования, поэтому в таких производствах альтернативы высокотехнологичным резцам со сменными пластинами попросту нет.
Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Для облегчения обработки сложных материалов на настольных станках применяют пружинные и инвертированные резцы. Но, вероятно, народные умельцы для этих целей используют и другие конструкции, а также различные усовершенствования «штатных» резцов. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях к данной статье.