Виды и назначение
Резцами проходными грубо обдирают заготовки из стали, сплавов и цветных металлов, а также производят чистовое точение. Ниже описаны их виды.
Прямой
Используют для резки конических и цилиндрических деталей. Головки прямые. Если точение идет слева направо, используют проходной левый резец. При движении суппорта справа налево ставят правый резец. Хорошо подходят для черновой обдирки т. к. имеют большую жесткость.
Отогнутые
Рабочая часть изогнута в левую или правую сторону. Для обработки конических, цилиндрических, торцевых поверхностей и снятия фасок. Можно работать близко к кулачкам патрона. Универсальные, чем другие типы и чаще применяются.
Упорные
Упорными допускается резка заготовок ступеньками. Могут снимать до 5 мм. толщины металла за проход.
Часто выполняют с отгибами в рабочей части вправо или влево.
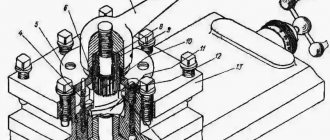
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
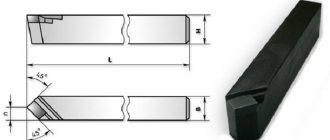
Геометрия проходного отогнутого резца
Потребительские свойства определяются следующими геометрическими параметрами:
- размер и направление передней поверхности (обеспечивает непрерывное отведение образованной стружки в процессе работы);
- параметры задней главной поверхности;
- задняя вспомогательная поверхность.
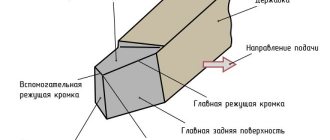
Режущая кромка образована линией пересечения двух поверхностей. С одной стороны к ней подходит передняя поверхность с противоположной стороны главная задняя поверхность. В конструкции отогнутого резца выделяют ещё одну режущую кромку. Она образована стыком передней поверхности и вспомогательной. Поэтому её называют вспомогательная режущая кромка. Точка, в которой сходятся обе кромки, называется вершиной резца. Эта часть резца принимает на себя самые большие нагрузки в процессе обработки заготовки. Для предотвращения преждевременной поломки ей придают округлую форму. Поэтому для конкретного типа задан индивидуальный радиус скругления. Дополнительным способом увеличения прочности вершины и придания ей большей надёжности формируют переходную режущую кромку. Ей придают прямоугольную форму.
Для токарных отогнутых резцов большое значение имеют их геометрические параметры. Наиболее важными из них являются углы, под которыми расположены поверхности инструмента.
Для более полного понимания имеющихся параметров каждый отогнутый токарный резец имеет чертёж. На нём отображаются основные параметры:
- общий вид изделия;
- значения углов;
- маркировка;
- назначение;
- допустимые условия обработки (тип станка, скорость обработки, характеристики обрабатываемого материала).
На чертеже изображены следующие углы:
- при вершине отогнутого резца (он образован проекциями на главную плоскость основной и режущей кромкой);
- наклона линии главной режущей кромки;
- дополнительные углы, задающие геометрию всех поверхностей.
Значения углов и параметры кромок определяют основные свойства режущего инструмента. Для каждой модели (в зависимости от решаемых задач) создаётся своя геометрическая форма. Например, для обработки деталей, в которых предусмотрена ступенчатая конструкция режущую кромку затачивают под прямым углом.
Основные размеры и особенности геометрии резца
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Передняя поверхность скошена — для удаления продуктов резания. Главная режущая кромка режет металл. Вершиной является пересечение режущих кромок. Углы токарного резца, точнее заточки его вершины определяется видом работы.
Канавочный резец
Виды канавочных резцов
Резцы токарные для канавок бывают двух видов, для наружной и для внутренней поверхности. Соответственно, для каждого типа работы требуется смена инструмента. Поэтому, при работе с несколькими деталями для начала обрабатывают одну поверхность на всех них, а потом идет работа с другой. Резец канавочный для внутренних канавок, как и резец канавочный внутренний имеют конструкцию, в которой могут меняться пластины.
При наружной обработке применение твердосплавных инструментов на пластинах оказывается практически бесполезным, так как они не дают необходимых результатов, а их стоимость оказывается слишком высокой. Если дело касается внутренней обработки, то здесь на первом плане становится вопрос жесткости и минимального диаметра обрабатываемой детали, так как в ином случае канавочный резец может попросту не влезть в отверстие. Таким образом, резец для внутренних канавок должен быть более жестким и тонким, чтобы он был универсальным в использовании.
фото:виды канавочных резцов
Основные размеры и материалы
Резцы токарные для внутренних канавок выпускаются с твердосплавными пластинами:
| Высота, мм | Ширина,мм | Рабочая длина,мм | Диапазон ширины рабочей части,мм |
| 10 | 10 | 100 | 2,5-3,5 |
| 16 | 16 | 170 | 3,5-4,5 |
| 20 | 20 | 200 | 3-6 |
| 25 | 20 | 140 | 3,5-6,5 |
| 25 | 25 | 240 | 5-6,5 |
| 32 | 32 | 200 | 5-10 |
фото:размеры канавочного резца для наружных канавок
Резец канавочный для наружных канавок выпускается с напайными твердосплавными пластинами:
| Высота, мм | Ширина,мм | Рабочая длина,мм | Диапазон ширины рабочей части,мм |
| 16 | 10 | 100 | 2-10 |
| 20 | 12 | 120 | |
| 25 | 16 | 140 | |
| 25 | 20 | 140 | |
| 32 | 20 | 270 | |
| 50 | 32 | 200 |
Геометрия канавочного резца
Когда подбирается резец под канавку, то очень важным параметром в нем является передний угол, который оказывает сильное влияние на виброустойчивость инструмента. Чем меньше величина угла, тем меньше устойчивость. Оптимальным вариантом здесь является величина в пределе от 15 до 25 градусов. Задний угол должен быть в пределах от 8 до 12 градусов.
Режущая кромка должна быть равномерной, так как в ином случае будут получаться неровные канавки. С учетом того, то резец канавочный чаще всего делается из твердосплавных материалов, то он достаточно сложный в заточке и тут стружка не разделяется на две части, а уходит только в одну сторону. Изделие, в отличие от некоторых других типов, имеет только один угол заточки.
фото:геометрия канавочного резца
Выбор канавочного резца
Чтобы канавочный резец прослужил долгий срок и был эффективным в использовании, к его выбору стоит отнестись достаточно ответственно. В первую очередь стоит обратить внимание на микрогеометрию пластины. Жесткие допуски при обработке деталей могут составлять около 0,025 мм. Существует несколько разновидностей формы режущей пластины, в результате чего зависит форма будущей канавки, так как она не всегда может быть плоской. Некоторые пластины универсального типа имеют криволинейную форму режущей кромки, так что дно получается выпуклым.
Геометрию кромки нужно подбирать очень точно, так как если будет неравномерно распределяться нагрузка, то износ пойдет во всех частях изделия по-разному и в итоге его уже нельзя будет использовать. Такая же ситуация происходит, когда лезвие начинает выкрашиваться, после чего его нужно немедленно заменить.
Режим резания
Ширина прорезания за один проход должна соответствовать требуемой глубине. Резец для канавок подается вручную. Это следует делать в минимальных пределах, примерно 0,1 мм за 1 оборот. Скорость резания ставится заметно меньшей, примерно на 20% меньше, чем при работе с другими резцами.
Есть несколько типов канавок, которые делаются различными приемами:
- Небольшие по размеру цилиндрической формы делаются за один проход станка. Резец ставят на заданное расстояние, затем доводят до соприкосновения с поверхность. Потом одним движением делается проход, в результате которого и происходит обработка изделия.
- Канавки на уступах и торцах выполняются подобным приемом. Только здесь глубину выдерживают согласно лимбу продольного перемещения, а диаметр – по лимбу поперечной подачи.
- Крупные канавки за один проход сложно обработать, так что они осуществляются за два приема. Первым делом проводится прямоугольная форма на всю требуемую глубину. После этого происходит смена резца и профильным резцом убирается металл, оставшийся с боков.
- Прямоугольные широкие канавки также делаются за несколько проходов. Здесь, как на первом проходе, так и на всех последующих, нужно медленно прорезать металл не на полную глубину. При достижении нужной глубины нужно очистить дно.
Маркировка резцов
На примере резца Т5К10 можно рассмотреть принцип маркировки этих изделий. Буква «Т» обозначает, что он относится к твердым сплавам титановольфрамовой группы и при этом карбида титана здесь 5% (число «5» в маркировке), а кобальта («К») – 10% (последнее число).
Производители
- Zenitech (Швейцария);
- Proma (Чехия);
- Itertool (Китай)
Маркировка и производители
Маркировку наносят сбоку. Она указывает марку твердого сплава или быстрореза. Надпись: Т15К6. Литера Т — карбид титана. Цифра 15 — процент карбида титана, К6 — шесть процентов кобальта.
У быстрорезов после Р — процент вольфрама. Ф — ванадий, М — молибден.
Производители:
- Свердловский инструментальный завод (СИЗ).
- Ижевский инструментальный завод (ИИЗ).
- Храпуновский инструментальный завод (ХИЗ).
- ООО «Мелитополь инструмент».
- ООО «ЦЗЫГУН — Твердосплав».
- ARNO FREDERICHS AFC — Германия.
Модели отрезных и канавочных резцов в SolidWorks
Как уже говорилось в статьях ранее 3д модели режущего инструмента можно, конечно, построить с нуля в SolidWorks. Но я думаю в этом нет никакого смысла так это сделали уже за нас производители инструмента.
Переходим на сайт , и для примера скачиваем две модели резцов под обозначениями: «RAG123H10-32B», «RF123H13-2525BM».
Сайт «Sandvik coromant»
И в строке поиск вводим поочередно данные обозначения и скачиваем резцы, нажав на «Загрузить» в строке «скачать подробную 3D модель».
Скачивание 3д модели инструмента с сайта «Sandvik coromant»
Далее открываем скаченные файлы и получаем 3д модели данных резцов в SolidWorks.
Резец для обработки внутренних канавок RAG123H10-32B
Резец для отрезки и обработки канавок RF123H13-2525BM
Как видим это намного проще и быстрее чем создавать резец в SolidWorks c нуля.
Если кому нужно данный модели можно скачать в конце статьи!
Критерии выбора
Тип резца и марку указывают в техпроцессе на обработку детали.
Госстандарты на инструмент
- Проходные упорные быстрорежущие — ГОСТ 18870-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18879-73.
- Проходные отогнутые быстрорежущие — ГОСТ 18868-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18877-73.
- Проходные прямые быстрорежущие ГОСТ — 18869-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18878-73.
- Сборные резцы ГОСТ — 26611-85.
Выбор проходного отогнутого резца
Выбор необходимого инструмента зависит от следующих требований, которые предъявляются при изготовлении конкретной детали. К этим требованиям относятся:
- тип обработки (чистовая, получерновая, черновая, обработка с высокой точностью);
- направления подачи инструмента (правые или левые);
- характер резания или снятия слоя (проходные, упорные, подрезные, нарезания резьбы);
- длина державки;
- тип наконечника (цельный, наваренный, съёмный);
- форма режущего элемента (треугольный, прямоугольный, специальной конструкции).
В зависимости от сложности решаемой задачи выбирают отогнутый резец, способный качественно провести обработку на конкретном типе станка. Наиболее универсальным считается резец проходной отогнутый со сменными пластинами. Точное назначение конкретного инструмента определено принятым стандартом и указано на маркировке. Резец проходной отогнутый т15к6 применяется для поверхностной обработки деталей, изготовленных из различных марок сталей, в том числе и легированных. Сплав ВК8 используется для проведения черновых работ, сверления, обработки внутренних поверхностей, фрезерования. Многообразие типов конструкций требует их оценки по критерию эффективность – стоимость. Именно он сказывается на конечной цене производимой детали.