Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной. Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно. Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
Порядок заточки поверхностей резца
Государственные стандарты
Актуальными на сегодня остаются принятые в СССР технические регламенты на металлорежущий инструмент. Для канавочных резцов с твердосплавными напаянными пластинами параметры и геометрию определяет ГОСТ 2209-82 или его более поздняя версия ГОСТ 2209-90. В них представлена исчерпывающая информация о геометрии, износостойкости и методиках проверки качества материала.
Резцы токарные отрезные должны соответствовать ГОСТ 18874-73.
В нем описаны конструкционные особенности, размеры и геометрия инструментов из быстрорежущей стали, их маркировка. Регламенту почти полвека, а его активно эксплуатируют, что говорит об активном использовании морально устаревшего и изношенного станочного парка на большинстве производств. Последние изменения вносились в ГОСТ 18874-73 в 1985 году, за это время кардинально изменились технологии и материалы для резцов. Инструменты для наружных канавок соответствуют ГОСТ 18885-73, ситуация аналогична вышеописанной, современные канавочные резцы могут кардинально отличаться от стандарта, обеспечивая лучшее качество и быстроту реза.
В целом, стандарты с полувековой историей не могут быть эффективными. За это время технологии серьезно изменились, но обновление парка станков крайне затратное дело, поэтому резцы по старым ГОСТам еще долго будут востребованы и нужны. Современное же производство с высокотехнологичным оборудованием опирается на другие критерии подбора инструментов для токарной обработки металла.
Методы проведения процедуры
- абразивно,
- механико-химически,
- специальными приборами.
В первом случае используется шлифовальный круг, заточное или токарное устройство. Второй вариант — обработка резца спецсредствами. Заточка эффективная, без образования трещинок и сколов. Этим способом затачивают большие твердосплавные инструменты, обрабатываемые раствором купороса. Идет химическая реакция. Поверхность покрывается тонкой защитной пленкой. Ее смывают мельчайшие абразивные элементы раствора. Характеристики алмазного режущего инструмента восстанавливают кремниевым кругом или электрокорундовым.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Выполнение доводки
После выбора станка для заточки металлических резцов и осуществления самой процедуры следует провести притирку рабочих элементов. Ее выполняют по тому же алгоритму, что и обработку. Доводка нужна для устранения шероховатостей и полирования основания до блеска. Чем качественней вы сделаете доводку, тем меньше будет трение и устойчивей инструмент.
Доводку делают при помощи абразивной пасты бора карбида на крутящемся диске из чугуна. Также можно применять для этих целей пасты ГОИ или другие средства, которые предназначены для полировки. Такое средство наносят на диск и выполняют его вращение, при этом стамеска должна плотно прилегать к кругу. Это необходимо чтобы зерна пасты абразивной сгладили шероховатости. Таким способом будет полностью восстановлена геометрия изделия, пригодность к применению и его первоначальная чистота.
Процедура обработки стамесок в домашних условиях предполагает наличие у мастера определенных навыков и знаний необходимых методик. Осуществить процесс не сложно, но при этом от человека потребуется немало усилий и четкое соблюдение правил выполнения работ. В противном случае геометрия деталей не будет восстановлена полностью, в результате чего уменьшится качество и срок ее эксплуатации.
Из каких частей состоят резцы для токарных агрегатов?
Резцы любого механизма включают две детали. Первая — это стержень, он необходим для фиксации предмета в специальном держателе. Второй — это сама головка, которая приводится во вращательное движение. Передняя поверхность — это место, где происходит стружка детали и ее обработка. Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.
Пр помощи главной кромки — ржущей поверхности — происходит заточка инструментария и заготовок. Элемент располагается на пересечении передней и задней. Если основная передняя поверхность пересекается во вспомогательной и на месте устанавливается резец, то получается дополнительная кромка. С ее помощью проводят несколько другую обработку деталей механизма. Вершиной обозначают именно пресечение последней.
Углы механизма — это важнейшие характеристики, позволяющие выделить основные и вспомогательные компоненты узла токарного станка. Главные производят движение по плоскости, проекции основной на главную ось
Следует обратить внимание, что оси:
- основная накладывается на нижнюю часть механизма — параллельный ход подачи оборудования;
- резания является пересечением с основной, под некоторым углом к поверхности обработки.
В зависимости от пересечения осей выделяют появившиеся углы. Если они находятся между передней резца и основной, то это угол заострения. Ели между поверхностью обработки и задней основной, то задними главными. По аналогии с последним приведенным примером формируются передние главные, расположенные между подачей и проекцией режущей, площадью обработки и передней, проекций вспомогательной и основной.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп. 1.1, 2.11 — 2.14 должны подвергаться 15 % кругов от партии, но не менее 5 шт.; пп. 2.7 — 2.10 — 100 % кругов; п. 2.15 — 5 % кругов от партии, но не менее 3 шт.; п. 2.16 — 10 % кругов от партии, но не менее 5 кругов с корпусами из проката, 20 % от партии, но не менее 10 кругов с литыми или прессованными корпусами.
Партия должна состоять из кругов одного типоразмера, изготовленных из алмазных порошков одной марки, зернистости, относительной концентрации алмазов, связки и одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов по всем показателям. При наличии дефектов в повторной выборке партию не принимают.
3.1 — 3.3. (Измененная редакция, Изм. № 2).
3.4. Периодическим испытаниям на соответствие требованиям приложения 1а должны подвергаться круги, выдержавшие приемочный контроль, в количестве 5 шт. одной характеристики.
(Измененная редакция, Изм. № 5).
3.5. Периодические испытания проводят 1 раз в шесть месяцев.
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. № 4).
Виды токарных резцов
Широкий круг решаемых задач, которые возникают при создании конструкций из дерева, требует большого количества токарных приспособлений различного назначения. Современные производители предлагают большое многообразие таких изделий. На любой токарный резец возложено выполнение определённых практических задач. Каждый токарный резак состоит из двух частей: рабочей части, производящей обработку или резание и элементов крепления. На рабочую часть выделяют примерно 20 сантиметров от всей длины металлической заготовки. Такой размер обеспечивает свободу манёвра инструментом, что гарантирует точность выполнения требуемых операций. Запас по длине позволяет много раз производить обработку режущей части. Длина хвостовой части определяется длиной будущей ручки. Она должна обеспечивать безопасную работу.
Несмотря на большое многообразие подобных инструментов, все типы токарных резцов можно классифицировать по следующим признакам:
- характеру выполняемых задач;
- материалу, из которого он изготовлен;
- форме наконечника и значению углов заточки.
Такая классификация токарных резцов позволяет точно определить их область применения. По характеру решаемых задач они могут быть отрезными и обрабатывающими. В качестве материала для их изготовления выбирают марки сталей, обладающие повышенной твёрдостью. Это позволяет создать хорошо режущую переднюю кромку.
Токарные резцы, подразделяются на следующие виды:
- отрезные;
- стамески;
- скребки.
Стамески делятся на две группы. Первая предназначена для грубой обработки или резания. Вторая — применяется для окончательной или чистовой обработки.
В основном они обладают четырьмя формами режущей кромки:
- прямой или плоской;
- радиусной;
- в виде скобы;
- уголковой.
Ширина стамески выбирается в зависимости от размера заготовки. Она изменяется от четырёх до тридцати миллиметров. Основная группа токарных стамесок имеет лезвие, позволяющее вытачивать необходимые фигуры на плоской поверхности. Для придания определённого рифления изготавливаются специальные стамески. К ним относятся:
- рейер полукруглый (его название определяется формой лезвия. С его помощью производят предварительную обработку подготовленной заготовки);
- мейсель имеет обоюдоострую режущую кромку, угол схождения граней достигает 25 градусов. Он идеально подходит для вытачивания различной величины углублений, проточки канавок, вырезания фигур и рисунков. С его помощью осуществляют чистовую обработку поверхности;
- стамеска- крючок (предназначен для изготовления в поверхности различных углублений, Их величина зависит от диаметра крючка);
- стамеска гребёнка – позволяет нарезать резьбу на внешней и внутренней стороне деревянного изделия (с её помощью изготавливают деревянные метизы, для последующего крепления отдельных деталей);
- стамеска-скребок – применяется для чистовой обработки деталей, имеющих поверхность цилиндрической формы.
- клюкарзы (к ним относятся угловые стамески. Они применяются для вырезания на поверхности изделия сложных и объёмных рисунков, орнаментов, барельефов или различных декоративных украшений);
- клепики (применяется для тонкой доработки рельефной поверхности. Особенно она полезна для изготовления сложных изображений, выборки древесины в труднодоступных местах).
Следовательно, стамески могут быть плоские или фигурные. Основными характеристиками, на основании которых производится классификация резцов является форма будущего изделия и его художественное оформление. Работа стамесками производится вручную. Качество получаемого изделия во многом зависит от качества токарного инструмента, плотности древесины и квалификации мастера.
Чистовая обработка производится токарными резцами с углом заточки в правую или левую сторону. Опыт проведенных работ показал, что наиболее приемлемым является угол равный 70-75 градусов. Для финишной зачистки используют токарные изделия, заточенные под углом в 20-25 градусов.
Для решения более сложных (нестандартных) задач применяют фасонные резцы. К ним относят токарные изделия, обладающие режущей частью в форме полукруга.
Многообразие предлагаемых в продаже токарных резцов и возможность самостоятельного изготовления позволяет выбрать такой инструмент, который позволит решать самые сложные задачи и создавать неповторимые детали с самыми причудливыми рисунками из любых типов древесины.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
Основные типы токарных резцов
Проходные
Такими резцами заготовки обрабатываются вдоль оси вращения.
Подрезные
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Канавочные
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Расточные
С помощью таких инструментов на станках выполняют обработку отверстий.
Резьбонарезные
Такие резцы специально предназначены для нарезания резьбы.
Фасонные
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
Фасочные
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
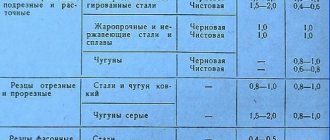
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от — 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Виды заточки
различные виды резцов по металлу Большие металлообрабатывающие заводы специально содержат штат заточников и специальные станки для приведения резцов в рабочее состояние. Сотрудникам маленьких мастерских приходится делать это самостоятельно.
Провести заточку можно несколькими способами:
- абразивным (на шлифовальных кругах);
- химико-механическим (металл обрабатывают особыми составами);
- с помощью специальных устройств.
Абразивную заточку можно провести на заточном, токарном станке или вручную на шлифовальном бруске. Вручную очень сложно качественно заточить инструмент с соблюдением нужных углов. Осложняется процесс тем, что металл нагревается и теряет свои свойства. Поэтому результат напрямую зависит от умений токаря и его знания углов заточки.
Твердосплавные инструменты затачивают на зеленом карборунде. Резцы из различных типов стали обрабатывают шлифовальными кругами из корунда средней твердости. Первичную обработку проводят оселками с абразивом 36-46, финальную — 60-80. Перед установкой круга на токарный станок необходимо проверить целостность. Во время работы он может расколоться и поранить рабочего,а так же испортить угол заточки.
Химико-механический метод очень эффективен и быстр, обеспечивает чистую, гладкую поверхность, предупреждает формирование сколов и трещин. Применяется для затачивания крупных твердосплавных резцов. Их обрабатывают раствором медного купороса. Реактив формирует тонкий защитный слой, который смывается абразивными зернами, присутствующими в растворе. Процесс происходит в станке, оборудованном емкостью с подвижным шлифовальником. Закрепленный резец двигается возвратно-поступательно и с давлением около 0,15 кг на кв. сантиметр прижимается к абразивной поверхности.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.
Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Инструменты и приспособления
В зависимости от сплава, твердости, угла затачивания и других технологических деталей, необходимо подобрать инструмент для заточки резцов. У каждого приспособления есть свои преимущества и недостатки.
Мусаты
Действенный инструмент, который представляет собой металлический стержень с рубчиком. Обработка ведется при помощи рукоятки.
Точильные бруски
Еще один вариант ручной обработки. Для заточки резцов при помощи точильных брусков потребуется сноровка, которая приобретается лишь с опытом. Резец необходимо приложить к детали и провести по ней от 10 раз.
Механические точилки
Автоматизированный способ заточки. Для начала нужно выставить входные параметры и в зависимости от них активно действовать инструментом.
Электрические точилки или заточный станок
Это наиболее универсальный и простой метод заточный станок удобно использовать, внешне он напоминает металлический брус с отверстиями разных размеров.
Наждачный, алмазный круг
Широко применяется алмазный круг, поскольку он обеспечивает высокую чистоту режущих поверхностей. Также с применением алмазных кругов увеличивается ресурс работы заточных резцов – количество возможных переточек возрастает на 20-30%.
Заточка отрезных резцов
Когда-то токаря, изготавливая небольшие по диаметру детали, чаще всего получали пруток и нарезали заготовки сами. В теперешние времена, когда расплодилоь множество разнообразных загототовительных станков, использование отрезных резцов стало уделом мелкосерийного производства и самодельщиков — любителей.
Множество обсуждаемых на форумах разнообразных предметов, используемых в качестве отрезных резцов для отрезания заготовок, используются с разным успехом, но и эти предметы смогут прожить дольше, если (не учитывая индивидуальных свойств красностойкости) знать, понимать и применять к ним известные (и не очень) принципы заточки.
Конечно, речь не пойдёт о заточке всевозможных предметов, а о заточке обыкновенного отрезного резца из обыкновенной заготовки
.
Поскольку, большую часть жизни приходилось изготавливать единичные и мелкосерийные детали из разных материалов, у меня всегда имеется несколько отрезных резцов разной ширины (среди которых есть самый любимый )), постепенно становящимися более узкими, и классической геометрии, которая позволяет без перезаточки резать с некоторым трудом, напимер, молибден, а любой рядовой материал, который мне попадался, без проблем.
На заводе для заточки всё было предусмотренно, а как ушёл, по некоторым причинам, мне приходится точить без подручника, но, обязательно, буду делать приспособу использующую жёсткое ориентирование резца относительно какой либо плоскости и обязательно с площадкой, охватывающий камень с обоих сторон.
Хотя уже есть навык заточки на весу, при заточке очень тонких лезвий отрезных резцов, возникают проблемы и с канавкой, и с боковыми гранями, но какие, станет понятно позднее. Поэтому рекомендую изготовить что-то подобное.
Абразивный инструмент для заточки отрезных резцов хорошо бы только для них и использовать, за исключением радиусного алмаза, который можно использовать для заточки канавок победитовых резцов любой формы. Для заточки боковых граней победитовых отрезных резцов я с заводских времён использую карбид кремния-зелёный, а для быстрореза — электрокорунд красный. Очень мелкозернистые и со скруглёнными кромками
. Вот их бы и надо беречь только для заточки отрезных, но, не каждый способен на такой подвиг, как смена камня из-за его геометрии и кто-то может посчитать кощунством заведомое скругление кромок камня. Однако, это упрощает заточку канавки и может предотвратить подрыв резца при заточке на подручнике, особенно способом, о котором позже … Доводку боковых граней победитовых отрезных резцов хорошо производить на двустороннем алмазном диске.
ЗАТОЧКА КАНАВКИ.
Исходя из моего представления о заусенцах на быстрорезе и микросколах на победитовых кромках, которых на таких твёрдых материалах не видно невооружённым глазом, но которые могут сократить жизнь любому резцу, их надо направить в нужном направлении и, учитывая последующие операции, заточку надо начинать с канавки
или, если резец безканавочный с отрицательнам углом (например, для титана), передней грани. При заточке грани канавки желательно обеспечить её параллельность основанию резца, чтобы уменьшить способность стружки, при выходе из врезки, сваливаться в сторону и стать причиной заклинивания и поломки резца. Для этого, если затачивать канавку на подручнике, нужно убедиться, что боковая поверхность тела резца, двигающаяся по подручнику, перпендикулярна его основанию, на котором он будет стоять в резцедержателе, потому что немало резцов имеют тело в форме параллелограмма. Кроме этого, надо установить высоту подручника, чтобы ось вращения камня оказалась в плоскости, проходящей посредине главной режущей кромки.
При такой заточке риски шероховатости направлены параллельно режущей кромке и у победитовых резцов боковая кромка со стороны выхода камня страдает больше чем со стороны входа и, например, меня, для успокоения совести, это вынуждает применять несколько больший съём с той грани при далинейшей заточке . При заточке боковых граней микросколы частично или полностью стачиваются, если круг набегает на канавку, но, если камень грубый, могут образоваться и новые.
Если кромки камня скруглены, например радиусом 2 мм, то, двигая резец по подручнику, гораздо легче заточить канавку нужного размера и для отрезки малых диаметров, и для больших, без случайных ямок от острой кромки камня.
Спрашивается, зачем нужна канавка, если можно заточить небольшую плоскую грань с нужным углом резания?
Беспрепятственный выход стружки уменьшает и силовую и тепловую нагрузку на резец. Если грань короткая (видел я такие), стружка, упираясь в образовавшийся после заточки грани выступ, пока его не преодолеет, будет продолжать сдвигать свои слои, отталкивая деталь от выступа и увеличивая свою температуру, которая может повыситься настолько, что начнёт прихватываться к боковым поверхностям врезки. Дробление с такой канавкой не удивительно даже на больших станках. Если грань длиннее и уступ присутствует, то выход стружки облегчается, но только за счёт более лёгкого преодоления ею уступа. При дальнейшем удлиннение грани стружка, немного остыв с внешней стороны и чуть изогнувшись, может даже не коснуться уступа, но, учитывая что угол резания положительный, при удалении уступа от режущей кромки поперечное сечение режущей части резца уменьшается не только по высоте но и по ширине. К тому же, с отдалением уступа, увеличивается рычаг действия сил резания на это сечение.
По ИМХО лучше, плавно изгибая стружку по радиусной канавке, решить эту проблему.
rolleyes.gif Вот незадача! Для хорошей заточки нужны большие окружные скорости абразива, а их можно достичь либо увеличением диаметра, либо оборотов, либо чем то средним. Если есть высокооборотистый шпиндель, то можно ещё качественнее затачивать резцы, более мелким инструментом.
При скольжении стружки по канавке её поверхность, имеющая ступенчатую форму, может иметь ещё более свободный выход, если убрать множество мелких уступов, представляющих собой вершинки шероховатости при поперечной заточке канавки
. Для этого надо точить канавки продольно. С проходными резцами это проблематично из-за малых радиусов канавок, а отрезные точить приходилось, когда была возможность. Для этого надо иметь маленький камушек при больших оборотах.
При продольной заточке канавки абразив должен резать по направлению последующего движения стружки и поверхность канавки будет иметь примерно такую текстуру
. Снижение трения стружки по канавке от такой заточки может быть особо полезно для маленьких и узких отрезных резцов, которые применяют для уменьшения дробления на маленьких станках.
ЗАТОЧКА БОКОВЫХ ГРАНЕЙ
Боковые грани отрезного резца затачиваются так, чтобы при отрезании они касались торцев врезки только точками у вершин режущей кромки. С одной стороны, чем больше будет сужение лезвия от режущей кромки по горизонтали (рисунок выше) и по вертикали
, тем дольше эти точки от износа будут увеличиваться в размере до момента, когда нагревание трением о торцы врезки станет недопустимым. С другой стороны, сужение уменьшает сечение лезвия, оно может не выдержать нагрузки сил резания и отломится. Золотой середины сужения в цифрах я не знаю и точу по интуиции.
Широкие отрезные резцы для больших станков имеют достаточно большое сечение лезвия и немного большее сужение им не вредит, но, по мере износа и перезаточки, они становятся всё уже и приходится бороться за сечение уменьшением сужения и особым способом заточки.
Чем тоньше становится лезвие и меньше его сужение, тем сложнее установить его так, чтобы боковые грани расположились симметрично относительно торцев врезки и подвергались одинаковому износу. При установке резца, при взгляде сверху, всё-таки можно ориентироваться и повернуть резец как надо. Но симметрию установки по вертикали и увидеть проблематично и не подправишь — как заточил так и встанет. В этом и заключаются проблемы при заточке на весу, о которых говорилось ранее. Какой бы не был хороший глазомер, становится всё труднее заточить грани симметрично относительно опорной поверхности тела резца. В решения этой проблемы, как раз, поможет качающийся подручник или спец устройство.
ЗАТОЧКА ГЛАВНОЙ ЗАДНЕЙ ПОВЕРХНОСТИ
Единственное, что нужно сделать — заточить поверхность с нужным наклоном от вертикали
. Наклон должен быть такой, чтобы он мог позволить врезаться в металл со скоростью при которой чувствуется, что кромка режет, а не сдирает металл. Признаком этого (для простой стали, например) при малой подаче, обычно, является образование ленточки стружки
, имеющей продольную текстуру шероховатости (левая стружка на фотке), блестящей с внешней стороны, которая, при плавном увеличении подачи, увеличивает толщину, постепенно терет блеск и текстуру.
Кромка резца двигается по спирали Архимеда. Это ИМХО, значит что нормальное резание (для резца, с остротой режущей кромки в один слой атомов) будет происходить, пока
главная задняя поверхность не станет касательной к Архимедовой спирали. Обыкновенный резец перестанет нормально резать раньше. Когда текстура стружки меняется на поперечную (правая стружка на фотке), наверно, происходит это касание задней поверхности. rolleyes.gif Давление резца продолжается, шпиндель с патроном и прутком приподнимается, лезвие резца изгибается вниз и, если его прочность позволяет, сдирает ещё кусочек металла, ещё и ещё … Так возникает дробление.
Если чувствуется, что этот момент наступает рановато, и стружка ещё очень тонкая можно увеличить наклон, но не стоит делать заведомо большой. Главная задняя поверхность своим касанием Архимедовой спирали служит предохранителем от недопустимого увеличения подачи резца.
Очевидно, что отрезать лучше как можно ближе к кулачкам, но дробление может ещё зависеть от длины прутка, который болтается с другой стороны кулачков внутри шпинделя. Чтобы уменьшить влияние на дробление этого фактора, можно, обмотав тряпками эту часть болванки, запихать её в шпиндель сзади станка.
Иногда, заточку главной задней поверхности производят так, чтобы режущая кромка не была параллельна оси станка (обычно с более выдвинутой правой вершинки кромки) и при отрезке, на отрезаемой детали не оставался пенёк. По мне, так лучше толстый пенёк потом срезать, чем резец перетачивать. При такой заточке, стружка сходит по канавке, прижимаясь к правому торцу, оставляет на нём наклёпы и норовит, свалившись в щель от сужения, сломать резец.
Но, для маленьких диаметров прутков, толстых резцов и больших партий одинаковых деталей, например, винтов с потайными головками, можно заточить и наискосок, чтобы можно было одним резцом, настроившись по первой детали, обточить резьбовую часть, головку, снять фаску для резьбы и отрезать или Но это уже не совсем отрезной и канавка как у проходного. rolleyes.gif
ФАСКИ
После заточки главной задней поверхности на пересечения с боковыми поверхностями получатся острые кромки, которые на пересечении с режущей кромкой образуют очень острые вершинки. На таком материале как алюминий (и не только), из-за микрозаусенцев может получиться лохматая поверхность, а на стали, из-за большой концентрации тепла, они могут, к тому же оплавиться, став концентраторами дальнейшего разруения кромки. Резец прослужит дольше, если притупить эти кромки очень маленькими фасками или радиусочками, улучшив теплоотвод.
Режущую кромку победитовыз резцов тоже можно притупить, чтобы замедлить развитие микросколов. Если мелким алмазным брусочком провести 1-2 раза по кромке, можно получить фаску 0,01-0,02 мм. Больше не надо, чтобы не увеличивать нагрузку на резец. Если фаску будет видно только на отблеск — это и будет 0,01-0,02 (на картинке очень большая фаска для наглядности).
Фаски сняты, заусенцы торчат куда надо. Резец готов к работе.
При отрезании можно, при помощи промасляной кисточки, охлаждать поверхности врезки. Вернее боковые поверхности будут болше смазываться, чем охлаждаться, но смоченная маслом цилиндрическая поверхность, под которую лезет резец, будет превращаться в стружку с гораздо меньшей температурой
ОСОБЫЙ СПОСОБ
Настанет время, когда резец затупится и, в зависимости от износа, его надо будет править. Редко резец доводится до такого состояния когда его надо перетачивать, но и правка уменьшает лезвие. Бысрее всего изнашивается главная задняя поверхность вблизи режущей кромки и её подправка с фасками — обычное дело. Если на боковых поверхностях, вблизи вершинок режущей кромки, образовались пятна износа, а на победитовых резцах, на баковых кромках канавки видимые глазом деффекты — надо править канавку, а раз канавку, то и боковые грани тоже, чтобы ориентировать заусенцы.
После каждой правки боковых поверхностей резец будет становиться тоньше и, хотя режущая кромка тоже становится уже на какую-то величину, прочность самого слабого сечения уменьщается, если не ошибаюсь, в квадрате от этой величины. (во всяком случае, не прямо пропорционально величине).
Поэтому, уже при первой заточке заготовки резца, можно затачивать боковые грани так, чтобы значительно компенсировать ослабление сечения в дальнейшем. При заточке на весу это делать несложно, но с утоньшением возникают известные трудности. С подручником можно получить симметричные углы, но подручник должен уметь опускаться на нужную высоту или наклоняться в сторону камня.
При отрезании детали главная задача лезвия резца доставить режущую кромку на определённую глубину врезки, при этом форма лезвия может иметь любую геометрию, лишь бы сделать это ничего не касаясь (кроме двух точек у режущей кромки). Максимальная глубина врезки это R наибольшей планирумой для отрезания заготовки. Почему бы не затачивать боковые грани камушком чуть большим заготовки по диаметру, установив резец «по центру» этого камушка?
Потому что не напасёшься камушков разного диаметра и оборотов надо побольше. Но можно добиться приближённого результата, если при заточке на обычном по размеру камне установить по высоте или наклонить подручник так, чтобы резец оказался ниже центра настолько, чтобы заточка грани обеспечивала огибание заготовки не касаясь её и, при этом, усиливала нижнюю часть лезвия.
При такой установке резца на подручнике может произойти дробление, затаскивание его под камень (подрыв). Очевидно, что это может произойти при слабой оси точила и недостаточной жёсткости подручника. Но, если кромки камня закруглены, скорее всего резец просто оттолкнет от камня.
Назначение резца, конструкция, виды
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.
Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Что нужно знать о резцах по металлу для их правильной заточки
Невозможно правильно заточить резец по металлу, если не знать конструктивные особенности этих инструментов.
Конструкция токарных резцов по металлу
Резец по металлу состоит из державки и рабочей части. Первая служит для надежной фиксации инструмента. Вторая участвует в процессе резания и постепенно изнашивается. Именно она подлежит заточке.
Рабочая часть резца по металлу имеет переднюю и задние поверхности. По первой происходит отвод стружки. Задние поверхности обращены к заготовке. Они могут быть основными и вспомогательными.
Изображение № 1: конструкция токарного резца по металлу
Поверхности образуют режущие кромки. Главная формируется пересечением передней и основной задней плоскостей. Вспомогательная кромка образуется в месте пересечения передней и вспомогательной задней поверхностей.
Углы резцов по металлу и их влияние на процесс резания
В результате заточки резцов по металлу важно получить инструмент с правильной геометрией.
Изображение № 2: геометрия и основные углы резца по металлу
Геометрию определяют углами, которые классифицируют на три группы.
Главные углы
Это главные передний и задний углы, а также углы заострения и резания.
- Главный передний угол (γ). Его образуют плоскость, перпендикулярная к плоскости резания, и касательная к передней поверхности резца. Значение может быть положительным, отрицательным или равным нулю.
- Угол заострения (β) — между вспомогательной и главной режущими кромками. Измеряется в главной секущей плоскости.
- Угол резания (δ) образуют плоскость резания и передняя поверхность инструмента.
- Главный задний угол (α) находится между плоскостью резания и главной задней поверхностью. Измеряется в главной секущей плоскости.
Расскажем о влиянии главных углов на процесс резания.
Наибольшее значение при металлообработке имеет величина главного переднего угла оснастки. Благодаря резцам по металлу, у которых крупные передние углы, облегчается врезание инструментов в заготовки. Кроме того, снижается степень деформации удаляемых слоев материала, облегчается сход стружки, уменьшаются расход мощности и сила резания.
При увеличении главного переднего угла уменьшается угол заострения. Это ослабляет режущий клин инструмента и понижает его прочность. Резцы быстрее изнашиваются из-за ускоренного крошения режущих кромок и затрудненного отвода тепла. Поэтому при изготовлении и заточке резцов по металлу передние углы делают разными.
При обработке хрупких металлов и твердых сплавов прочность инструментов особо важна. В этом случае передним углам дают уменьшенные и даже отрицательные значения. При обработке мягких металлов используют резцы с большими передними углами.
Также на геометрию влияют материалы, из которых изготовлены инструменты. При заточке твердосплавных и металлокерамических резцов передние углы делают уменьшенными. У моделей из инструментальных сталей передние углы больше.
Главный задний угол служит для уменьшения трения между поверхностью резания и задней поверхностью резца по металлу. При небольших значениях снижается скорость износа по задней поверхности. С увеличением главного заднего угла прочность инструмента уменьшается.
Вспомогательные углы
Вспомогательные передний и задний углы измеряют во вспомогательной секущей плоскости.
- Вспомогательный передний угол (γ1). Формируется при изготовлении резца. Не оказывает влияния на процесс резания.
- Вспомогательный задний угол (α1). Расположен между плоскостью, проходящей перпендикулярно основной плоскости через вспомогательную режущую кромку. Служит для уменьшения трения между обрабатываемой заготовкой и задней поверхностью резца.
Углы в плане и угол наклона главной режущей кромки
Углы в плане
измеряют в основной плоскости.
- Главный угол в плане (φ).
Находится между направлением продольной подачи и проекцией главной режущей кромки на основную плоскость.
От величины главного угла в плане зависят прочность инструмента, сила обработки и чистота получаемой поверхности. При малом значении увеличивается ширина и уменьшается толщина срезаемого слоя. Заточенный таким образом резец подвергается небольшим термодинамическим нагрузкам. Повышается износостойкость.
При уменьшении главного угла в плане снижается качество обработки из-за вибраций. Инструмент быстрее изнашивается. Обычно угол φ = 45°. Такое значение подходит для резания большинства материалов. При работе с недостаточно жесткими деталями используют инструменты с большими главными углами в плане (60, 75 и 90°).
- Вспомогательный угол в плане (φ1).
Этот угол формируют направление продольной подачи и проекция вспомогательной режущей кромки на основную плоскость.
Величина вспомогательного угла в плане влияет на силу трения между вспомогательной задней поверхностью и обрабатываемой заготовкой. При уменьшении значения возрастает прочность инструмента.
- Угол при вершине в плане (ξ).
Он расположен между проекциями вспомогательной и главной режущих кромок на основную плоскость.
Угол наклона главной режущей кромки (λ).
Измеряют в плоскости, которая проходит через главную режущую кромку перпендикулярно основной плоскости. Величина этого угла определяет направление схода стружки.
Когда необходимо затачивать токарные резцы по металлу
О необходимости заточки резцов по металлу судят по степени износа. Существует таблица допустимых величин.
Изображение № 3: таблица с допустимыми величинами износа токарных резцов по металлу
При превышении указанных параметров проводят заточку, доводку и шлифовку инструмента.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Конспект практического урока ТЕМА: ЗАТОЧКА ПРОХОДНОГО ОТОГНУТОГО РЕЗЦА.
Практическая работа 7
ТЕМА: ЗАТОЧКА ПРОХОДНОГО ОТОГНУТОГО РЕЗЦА.
УПРАЖНЕНИЕ.
3АТАЧИВАНИЕ И ПРОВЕРКА ПРАВИЛЬНОСТИ ЗАТОЧКИ ПРОХОДНЫХ РЕЗЦОВ
Цель задания:
научиться затачивать проходные резцы, проверять величины заточки выбранных углов, заправлять и доводить режущие
кромки головки резца.
Оснащение рабочего места:
отогнутые проходные резцы, шаблон или универсальный угломер для проверки углов заточки резцов, мелкозернистый оселок из зелёного карбида кремния; защитные очки.
1. Проверить техническое состояние заточных станков.
На заточном станке должны быть установлены:
а) защитные прозрачные экраны 3
(рис. 1) с вставленными в них пластинками из
оргстекла;
б) подручники / (в хорошем состоянии). Правильно отрегулированное расстояние между подручником и шлифовальным камнем должно составлять не более 2—3 мм. По высоте подручник должен устанавливаться так, чтобы при заточке по пластинке режущая кромка была на высоте оси вращения шлифовального круга в горизонтальной плоскости; при заточке по державке на высоте оси вращения шлифовального круга должна находиться опорная поверхность державки;
в) шлифовальные круги 2,
один из которых электрокорундовый (зернистость — 50—40, твердость СМ1—СМ2, окружная скорость 25 м/с) для заточки по державке под углом <�х + 5° (см. рис. 4); другой круг из черного карбида кремния (зернистость 40—25, твердость МЗ—СМ-1, окружная скорость 12—15 м/с) для предварительной заточки по пластинке; третий и четвертый круги из зеленого карбида кремния (зернистость 25—16, твердость МЗ-СМ-1, окружная скорость 12—15 м/с) для окончательной заточки по пластинке;
г) ванна 5 с охлаждающей жидкостью (эмульсия или 1—2%-ный раствор кальцинированной соды в воде);
д) хорошо работающее отсасывающее устройство (вентилятор).
е) заземление станка;
ж) хорошо действующие кнопки 4
«Пуск-Стоп» (см. рис. 1).
2. Соблюдать
правила техники безопасности.
Затачиваемый резец опирать на подручник, а не держать на весу. Подручник должен устанавливаться в нужных случаях под требуемым углом. Периферия (рабочая поверхность) шлифовального круга должна быть равной. В случае биения и неровной рабочей поверхности шлифовальный круг следует править искусственными алмазами, специальными шарошками с металлическими звездочками. либо твердым абразивным бруском из зеленого карбида кремния. При затачивании резец перемещать возвратно-поступательным движением вдоль поверхности круга. Резец не следует сильно прижимать к вращающемуся шлифовальному кругу . Следует непрерывно и обильно охлаждать затачиваемый резец. Не допускается охлаждение погружением сильно нагретого резца в охлаждающую жидкость. Если невозможно применять непрерывна охлаждение, рекомендуется охлаждать речей кик можно чаще. В случае порчи защитного экрана следует обязательно надевать зашитые очки: при обнаружении каких-либо неисправностей или неполадок немедленно сообщить мастеру (ми механику, или дежурному слесарю
3.
Устройство угломера для измерения углов заточки режущих инструментов.
Угломер (рис. 2) состоит из основного диска 1,
на котором имеются специально сделанные градуированные деления поворотного диска 2; градуированной шкалы
3,
треугольного выреза
4,
стопорного винта 5, осевого винта 6, большого сектора 7, малого сектора
8;
винта 9 МЗ; винта упора
10,
с помощью которого большим пальцем левой руки поворачивается диск 2.
Эскизы отдельных частей угломера представлены на рис. 3.
4.
Заточить проходной твердосплавный отогнутый правый резецпо главной задней поверхности (подержавке).
Заточку твердосплавных резцов рекомендуется проводить по нижеприведенной схеме(рис, 4), имея при этом в виду, что заточку тройных углов производят по главной задней поверхности, двойных — по перед ней.
Включить заточный станок нажатием черной кнопки (выключать — красной). Некоторые точильные станки включаются при опускании защитного экрана, выключаются при поднятии.
Речей 1 (рис. 5) взять за стержень правой рукой и поместись на подручник 3 так, чтобы он имел наклон несколько вниз и чтобы ось державки резца составляла с
осью вращения шлифовального круча угол 45˚ (это будет соответствовать главному углу в плане резца). Большим пальцем левой руки прижимать резец к подручнику, а остальные пальцы расположить, как показано на рис. 5. Задний главный угол по державке должен быть равен
α+5˚
5. Выключить заточной станок,
проверить величину заднего угла:
а) угломером.
Установленный угломер 1
(рис. 6) для измерения величины главного заднего угла, равного а + 5°, взять в левую руку, резец / — в правую и поместить его головку между рабочими измерительными плоскостями
А
и
Б
угломера. Плотность прилегания задней главной поверхности резца и наклонной рабочей плоскости
Б
угломера покажет правильность заточки главного заднего угла. При большей или меньшей величине угла заточку резца повторить;
б) специальным шаблоном.
Шаблон II
взять в левую руку (рис. 7), резец
I
— в правую руку. Поставить шаблон и резец на хорошо обработанную плоскость 2 и по плотности прилегания главной задней поверхности резца к скошенной стороне
А
шаблона проверить величину заточки главного заднего угла. Проверить величину заточки вспомогательного заднего угла теми же способами, что и величину главного заднего угла.
6. Заточить резец по вспомогательной задней поверхности (по
державке).
Резец расположить так (рис. 8), чтобы угол между главной и вспомогательной поверхностями (режущими кромками) был примерно равен 90° (вид по стрелке А).
7. Проверить
величины углов заточки: вспомогательного заднего и углапри вершине между главной ивспомогательнойзадней поверхностями.
Величину вспомогательного заднего угла проверить, как показано на рис. 6 и 7. Для проверки угла в плане взять резец 1 правой рукой (рис. 9), в левую руку взять угломер 1 для проверки углов заточки, установленный для измерения учла, равного 90 . и проверить правильность заточки.
8. Заточить резец по передней поверхности.
Затачивать на длину 3 — 5 мм под углом у (см. рис. 4, 6).
Резец
1
(рис. 10) взять за стержень правой рукой, большим пальцем К, левой руки прижимать резец к шлифовальному кругу 2. Резец должен быть установлен при заточке так, чтобы главная ^ режущая кромка а была расположена параллельно плоскости вращения шлифовального круга.
9. Проверить величину заточки
переднего угла по углу заострения.
По назначенному переднему углу у (к примеру 6°), заднему углу а (к примеру 8 ) определить угол заострения β:
β= 90°— (у + а2) = 90° — (6° + 13°) = 71° 0 ° 0
при α2 = α˚+5˚=8˚+5˚=13˚
а)
угломером.
Универсальный угломер / (рис. 11) или 1 специальный шаблон Я (рис. 12) взять у в левую руку и правой вставить резец
1
задней главной и передней поверхностями
в угломер между рабочими измерительными поверхностями А
и
Б
(см. рис. 1 1) или в соответствующий вырез шаблона (см. рис, 12);
б)
шаблоном.
По показанию угломера или по вырезу шаблона определить правильность заточки резца.
10. Окончательно заточить по
главной и вспомогательной задней поверхности (по пластинке).
Приемы заточки задних углов по пластинке под угол а + 2° (см. рис. 4, г)
такие же, как показано на рис. 5, а проверка величины заточки, как на рис. 6.
11. Закруглить вершину головки резца
. Резец 1 установить на подручник 3 и удерживать обеими руками в перпендикулярном направлении к оси вращения шлифовального круча 2 (рис. 13). Подвести речей к кругу и слегка нажимать на него ребром головки, образованной от пересечения задних главной и вспомогательной поверхностей. Для закругления ребра, а следовательно, и вершины головки хвостовую часть стержня речка покачивать вправо и влево.
12. Довести по фаске переднюю поверхность.
Выбранную величину переднего угла фаски уф выдерживать путем доводки на участке передней поверхности, прилегающей к главной режущей кромке, по узкой фаске/(см. рис. 4, «) величиной примерно 0,2—0,5 мм; точную величину фаски определять по справочнику. Проверять величину угла заточки, как показано на рис. 9.
13.
Довести по ленточке главнуюзаднюю поверхность.
Заданный главный задний угол а получается путем доводки части задней главной поверхности, прилегающей к режущей кромке по фаске / (см. рис. 4, д)
величиной 3—5 мм (точнее определить по справочнику).
14.
Выдержать угол наклона главной режущей кромки относительно вершины головки резца.
Главную режущую кромку / (рис, 14, а
позиция
Г)
при заточке сделать наклонно* вниз относительно вершины
В
головки резца, т. е. с отрицательным углом —Я,. Такой резец применяют при обработке заготовки из мягкого и средней твердости вязкого металла (сталь, алюминии vi его сплавы) или в том случае, если стружку необходимо направить влево, в сторону обрабатываемой поверхности и тем самым предотвратить ее наматывание на обрабатываемую заготовку. Главную режущую кромку
Г
(рис. 14,
б,
позиция
II)
при заточке сделать горизонтальной, без угла наклона, относительно вершины
В
головки резца, т. е. л. = 0°. Таким резцом обрабатывают твердый и маловязкий металл (твердая сталь) с образованием стружки в виде отдельных колец (стружка скалывания, рис. 14,
б,
позиция
II)
или твердый и хрупкий металл (чугун, бронза) с образованием стружки в виде отдельных кусочков (стружка надлома); кроме того, его применяют в тех случаях, когда стружку следует направить перпендикулярно главной режущей кромке, как, например, при отрезании. Главную режущую кромку
Г
(рис. 14,
в,
позиция
III)
при заточке сделать наклонной относительно вершины
В
вверх, т. е. с положительным углом +Я.. Такой резец применяют в тех случаях, когда сливную вьющуюся стружку требуется направить вправо при обтачивании поверхности заготовки около кулачков патрона или при подрезании торцовых поверхностей с целью предотвращения схода стружки на обрабатываемую поверхность.
/5. Затачивание резца на специальных заточных станках алмазными
и шлифовальными кругами.
На рис. 15 показана заточка резца по главной задней поверхности (рис. 15, а);
по вспомогательной задней поверхности (рис. 15,ф; по передней поверхности (рис. 15, в);
закругление вершины (рис. 15, г); по главной задней поверхности шлифовальным кругом, состоящим из металлического или пластмассового корпуса и алмазоносного кольца (рис. 15, д).
16. Заправить режущие кромки и вершину головки резца.
Заправляют режущие кромки головки резца / (рис, 16 и 17) возвратно-поступательным движением мелкозернистого оселка 2
(из зеленого карбида кремния), смоченного минеральным маслом так, чтобы оселок плотно прилегал к соответствующей поверхности головки резца. Заправлять главную режущую кромку
а
(рис. 16) и вспомогательную следует соответственна но главной и вспомогательной задним поверхностям и передней поверхности (см. рис. 17). При заправке вершины головки резца оселок
2
(рис. 18) прижимать вплотную к ребру головки резца, чтобы избежать притупления (завала) вершины. Для закругления вершины оселок при возвратно-поступательном его движении слегка покачивать.
17. Довести предварительно заточенные твердосплавные резцы.
Доводку производить по образуемым при заточке узким фаскам / на передней и главной задней поверхностям вдоль главной режущей кромки и по радиусу вершины головки резца (см. рис. 4). Доводочный диск-притир 2
(рис. 19) из мелкозернистого серого чугуна перлитной структуры (диаметр 250-300 мм) смочить керосином и при повороте притира нанести на его поверхность абразивный порошок, либо одну из паст (ГОИ, абразивную: карбид бора • 85%, парафин—15%, алмазную АП40-АП28). после чего шаржировать (натирать, насыщать) с помощью чугунного диска (диаметром 75 100 мм) поверхность притира указанным порошком либо пастой. Резец ./ закрепить в специальном подручнике и стол, на котором подручник закреплен, повернуть на заданный угол доводимой поверхности и сместить гик. чтобы режущая кромка резца находилась на уровне или несколько ниже центра доводочного диска-притира.
Притир должен вращаться со скоростью 1,5—2,5 м/с и набегать под режущую кромку (т. е. от державки к пластинке), в противном случае режущая кромка резца будет соскабливать абразивные зерна или пасту и резать притир. Подвести резец к вращающемуся притиру с легким прижимом к его поверхности и плавно перемещать в радиальном направлении притира.
Контроль качества доводки контролировать но резцам-эталонам. Доводка производится на универсально-заточных станках мелкозернистыми шлифовальными кругами ЧК (чашечной конической формы), изготовленными из материалов КЗ (карбид кремния зеленый) или ЛС (алмаз синтетический).
При необходимости стружкозавивающие канавки образовывать шлифовальными кругами тарельчатой формы Т либо алмазными плоскими кругами АП с двусторонним коническим или полукругло-выпуклым профилем.
Как самостоятельно изготовить токарные резцы по дереву
Многие любители самостоятельно работать с деревом, предпочитают изготавливать самодельные резцы для токарного станка по дереву в своей мастерской. Владея определёнными навыками слесарных работ изготовить токарную стамеску или рейер по собственным чертежам не составляет большого труда. Для этого необходимо:
- выбрать заготовку из подходящего металла;
- провести её предварительную обработку для придания необходимой геометрической формы;
- заточить режущую часть с соблюдением всех углов и направлений заточки;
- изготовить ручку;
- собрать всю конструкцию.
Заготовка для токарного резца по дереву выбирается из различных марок стали. Основным требованием к ним является необходимый уровень жёсткости и прочности. Наиболее применяемыми считаются заготовки, выполненные из углеродистой инструментальной стали. В ней содержание углерода не превышает 0,7%. К ним относятся: У8, У10 и У12. По своим физическим и механическим характеристикам они полностью удовлетворяют предъявляемым требованиям.
Кроме заранее подготовленных болванок применяют подручный материал, который может быть достаточно легко найден. К таким изделиям относятся стальные инструменты, бывшие в употреблении. Например, листы автомобильных рессор, утративших свои характеристики напильники, обрезки листового проката. Отдельные изделия обладают повышенной прочностью и достаточно трудно поддаются обработке (особенно прошедшие термическую закалку во время изготовления особенно в условиях крупного производства). Для снижения трудозатрат целесообразно выбирать заготовку, геометрическая форма которой наиболее близка к конфигурации будущего изделия. Это избавит от необходимости применять сложные технологии.
Для работы с заготовками, токарных резцов, из марок стали обладающих повышенной прочностью, необходимо произвести предварительный нагрев. Используя свойства металла придать будущему изделию требуемую форму. Затем производят обработку режущей кромки до заданного уровня. После завершения всех операций производят закаливание готового резца. Процедура закаливания заключается в нагреве режущей кромки токарного резца с последующим быстрым охлаждением. Такой нагрев можно произвести в условиях домашней мастерской с применением газовой горелки или паяльной лампы. Быстрое охлаждение производят в ёмкости с жидкостью: например, водой или машинным маслом. Получается своеобразный домашний цех термической обработки.
Охлаждение заготовок токарного резца из высоколегированных и высокоуглеродистых сталей не следует производить в воде. Это вызывает повышенное внутреннее напряжение на различных уровнях металла. В конечном итоге приводит к появлению серьёзных дефектов. После изготовление токарного инструмента его возможности проверяю сначала на деревянных заготовках простой формы, желательно из мягких пород. Это поможет выявить все недоработки и недочёты возникшие в процессе производства и избежать порчи основных изделий.
Что необходимо для изготовления резцов
Изготовление токарных резцов этого класса не представляет особого труда при наличии трёх составляющих: подходящего материала, заточного оборудования и определённых слесарных навыков.
Для придания изделию заданной формы и создания качественной режущей кромки необходимы заточной станок или шлифовальная машина. В обоих случаях необходимо иметь несколько абразивных кругов различной зернистости. Окончательную доводку производят вручную, зафиксировав резец в тисках с помощью напильников или надфилей. На начальном этапе используют камень с наиболее крупным зерном, позволяющим наметить основные контуры будущей режущей кромки. Далее переходят к камню с самым мелким зерном. Все инструменты должны быть проверены, а камни тщательно закреплены.
Чаще всего профессионалы применяют заточку в несколько этапов. На начальном этапе изготовление резца производится на обдирочном круге. Затем постепенно переходят к более точной обработке. Для предотвращения перегрева в процессе обработки металлическую деталь поливают машинным маслом.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Виды работ
Каждый вид работ подразумевает определенную технологию и несколько особенных секретов. Любой мастер помимо своей работы на станке должен уметь разбираться в древесине, читать чертежи, а также затачивать резцы и настраивать сам станок.
Точение
На первом этапе необходимо запустить вал. Начинать точение можно только после того, как вал наберет скорость. Сначала идет черновая обработка изделия. Она происходит на скорости до 1500 об/мин. Мастер при этом использует полукруглую стамеску, с лезвием и боковыми частями. Мастер при работе опирается на подручник.
Обдирка
Грубая обдирка заготовки делается полукруглой стамеской. Инструмент должен быть наклонены в сторону точения и расположен в осевой плоскости детали.
Выборка
Выборка или по-другому выскабливание проводится с помощью овалов или крючков. Чаще всего данная разновидность работ применяется при изготовлении посуды.
Отрезание
Для этого процесса применяется отрезной резец. Он оставляет идеально ровный срез и затем не требует дополнительной шлифовки. Чтобы не допустить ошибок мастеру необходимо сделать первоначальную пометку карандашом и точно установить место среза.
Изготовление шканта
Шкант – цилиндрический стержень, которым крепятся различные составляющие изделия. Шкант изготавливается из дерева, металла, пластмассы. Сделать такой круглый шип можно самостоятельно при наличии токарного станка и простейших инструментов.
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.
Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).
СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.