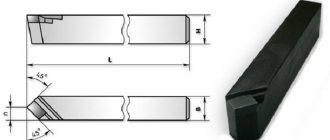
Of all the technological operations performed on metal workpieces, processing on turning equipment is the most common. This is why sharpening lathe cutters designed for metal work is a very important process that must be done correctly. The features of such a procedure depend both on the material to be processed and on the type of cutting tool itself (shaped, continuous, thread-cutting, boring, etc.).
The procedure for sharpening cutter surfaces
State standards
The technical regulations adopted in the USSR for metal-cutting tools remain relevant today.
For groove cutters with carbide brazed inserts, the parameters and geometry are determined by GOST 2209-82 or its later version GOST 2209-90. They provide comprehensive information on geometry, wear resistance and methods for checking the quality of the material. Lathe cutters must comply with GOST 18874-73.
It describes the design features, dimensions and geometry of high-speed steel tools, and their markings. The regulation is almost half a century old, and it is actively exploited, which indicates the active use of obsolete and worn-out machine tools in most industries. The latest changes were made to GOST 18874-73 in 1985, during which time technologies and materials for cutters have changed dramatically. Tools for external grooves comply with GOST 18885-73, the situation is similar to that described above, modern groove cutters can differ radically from the standard, providing better quality and speed of cutting.
In general, standards that are half a century old cannot be effective. During this time, technology has changed significantly, but updating the machine fleet is extremely expensive, so cutters according to old GOST standards will be in demand and needed for a long time. Modern production with high-tech equipment relies on other criteria for selecting tools for metal turning.
Procedure methods
- abrasive,
- mechanical-chemical,
- special devices.
In the first case, a grinding wheel, sharpening or turning device is used. The second option is to treat the cutter with special means. Sharpening is effective, without cracking or chipping. This method is used to sharpen large carbide tools treated with vitriol solution. A chemical reaction is taking place. The surface is covered with a thin protective film. It is washed off by the smallest abrasive elements of the solution. The characteristics of a diamond cutting tool are restored with a silicon wheel or an electrocorundum wheel.
Rules for sharpening metal cutters for a lathe
Sharpening turning tools is a responsible procedure. When carrying it out, you need to take into account the features of the equipment and material. Sharpening of a working tool is carried out in three stages:
- The rear part is cut at an angle that is identical to the rear angle of the holding element of the device.
- Next they work with the back of the working head.
- The final stage is adjusting the angle to the desired position.
You can sharpen in three ways:
- Using an abrasive wheel.
- By coating the surface to be sharpened with chemicals.
- Using specialized equipment.
In order not to spoil the cutting element of the device, to make it more durable, you need to take into account a number of rules:
- Do not attempt to sharpen the edge using a sharpening stone. It is extremely difficult to make the desired angle with hand tools. The heat that occurs during friction degrades the performance of the tool's working head.
- It is preferable to sharpen the cutting edge using a cooling system.
- Before you start sharpening with an abrasive wheel, you need to check it. It should be smooth, without chips or cracks. During torsion, the disk should not deviate to the sides. This can cause equipment breakdown and damage to the cutting edge.
- It is forbidden to hold the cutter suspended. To do this, you need to use a special emphasis. It is installed at a distance of 5 mm from the abrasive wheel.
- To avoid overheating of the material during rotation of the wheel, do not press the equipment against the abrasive. Effort should be minimal.
- When working, you need to wear safety glasses to protect your eyes from metal shavings.
- You cannot sharpen disposable models made in the form of plates.
- The best option when choosing the type of abrasive to coat the grinding wheel is carborundum. It is a green abrasive crumb. This material is suitable for sharpening carbide inserts. Carbon steels need to be sharpened with corundum wheels.
- Do not quickly cool the cutter after sharpening. This will lead to damage to the integrity of the metal.
- Change sharpening stones periodically.
We must not forget about fine-tuning the equipment. This technological operation allows you to get rid of chips, microcracks, and unevenness on the blade. To carry out finishing, special equipment is used on which diamond-coated wheels are fixed. The cutter is clamped in a vice, which is moved to the grinding wheel using a handle. Using a flywheel, bring the cutting edge to the finishing state.
Performing finishing
After selecting a machine for sharpening metal cutters and carrying out the procedure itself, grinding in the working elements should be carried out. It is performed according to the same algorithm as processing. Finishing is needed to eliminate roughness and polish the base to a shine. The better the finishing you do, the less friction there will be and the more stable the tool will be.
Finishing is done using boron carbide abrasive paste on a rotating cast iron disc. You can also use GOI pastes or other products intended for polishing for these purposes. This product is applied to the disk and rotated, while the chisel should fit tightly to the circle. This is necessary so that the grains of the abrasive paste smooth out roughness. In this way, the geometry of the product, suitability for use and its original purity will be completely restored.
The procedure for processing chisels at home requires the master to have certain skills and knowledge of the necessary techniques. Carrying out the process is not difficult, but it will require a lot of effort from the person and strict adherence to the rules for performing the work. Otherwise, the geometry of the parts will not be completely restored, as a result of which the quality and service life will be reduced.
What parts do cutters for turning units consist of?
The cutters of any mechanism include two parts. The first is a rod, it is necessary to fix the object in a special holder. The second is the head itself, which is driven into rotation. The rake surface is where the part is chipped and processed. The back surface is usually called the reverse side of the process. It is to the back bar that the product that is currently being processed is addressed.
With the help of the main edge - the grinding surface - sharpening of tools and workpieces occurs. The element is located at the intersection of the front and back. If the main rake surface intersects with the secondary one and a cutter is installed in place, an additional edge is created. With its help, a slightly different processing of mechanism parts is carried out. The apex denotes precisely the suppression of the latter.
The angles of the mechanism are the most important characteristics that allow us to distinguish the main and auxiliary components of the lathe assembly. The main ones produce movement along the plane, the projection of the main one onto the main axis
Please note that the axes:
- the main one is superimposed on the lower part of the mechanism - parallel feed stroke of the equipment;
- cutting is an intersection with the main one, at a certain angle to the processing surface.
Depending on the intersection of the axes, the resulting angles are distinguished. If they are located between the front incisor and the main one, then this is the sharpening angle. Spruce between the processing surface and the rear main, then the rear main. By analogy with the last example given, the front main ones are formed, located between the feed and the cutting projection, the processing area and the front, the auxiliary and main projections.
Detailed diagrams and instructions on how to do it yourself
The master must know the complete technological process in order to properly sharpen the tool with his own hands.
Technological process
The technological process includes several main points:
- The rear surface is machined at an angle equal to the rear angle of the holder.
- At the second stage, the cutting surface itself is processed.
- The sharpening angle should be a couple of degrees greater than the back cutting angle by a couple of degrees.
- Already at the third stage, the rear angle is formed.
After finishing, grinding follows as the final stage of sharpening.
Conducting fine-tuning
Finishing should be carried out according to the chosen method. Basic moments:
- cutters are not immersed in water, as they may break;
- When finishing, be sure to supply water for cooling;
- First, the back face is processed, then the main and auxiliary faces.
Grinding
Grinding is carried out using an emery wheel. The best option is a fine-grained model.
ACCEPTANCE RULES
3.1. To verify compliance of the wheels with the requirements of this standard, acceptance inspection and periodic testing are carried out.
3.2. Acceptance control for compliance with the requirements of paragraphs. 1.1, 2.11 - 2.14 15% of the circles from the batch must be subjected, but not less than 5 pieces; pp. 2.7 - 2.10 - 100% laps; clause 2.15 - 5% of circles from the batch, but not less than 3 pieces; clause 2.16 - 10% of wheels from a batch, but not less than 5 wheels with rolled bodies, 20% of a batch, but not less than 10 wheels with cast or pressed bodies.
The batch must consist of wheels of the same standard size, made from diamond powders of the same grade, grain size, relative concentration of diamonds, binder and simultaneously presented for acceptance according to one document.
3.3. If during acceptance control it is determined that there is non-compliance with the requirements of the standard for more than one controlled indicator, then the batch is not accepted.
If non-compliance with the requirements of the standard is established for one of the monitored indicators, then repeated control is carried out on a double number of laps for all indicators. If there are defects in the re-sampling, the batch will not be accepted.
3.1 — 3.3. (Changed edition, Amendment No. 2).
3.4. Wheels that have passed acceptance control, in the amount of 5 pcs., must be subjected to periodic testing for compliance with the requirements of Appendix 1a. one characteristic.
(Changed edition, Amendment No. 5).
3.5. Periodic tests are carried out once every six months.
It is allowed to carry out periodic tests at the consumer's site under production conditions.
(Changed edition, Amendment No. 4).
Types of turning tools
A wide range of tasks that arise when creating structures made of wood requires a large number of turning devices for various purposes. Modern manufacturers offer a wide variety of such products. Any turning tool is tasked with performing certain practical tasks. Each lathe cutter consists of two parts: the working part that performs processing or cutting and fastening elements. Approximately 20 centimeters from the entire length of the metal workpiece are allocated to the working part. This size provides freedom of maneuver for the tool, which guarantees the accuracy of the required operations. The length reserve allows you to process the cutting part many times. The length of the tail is determined by the length of the future handle. It must ensure safe operation.
Despite the wide variety of similar tools, all types of turning tools can be classified according to the following criteria:
- the nature of the tasks performed;
- the material from which it is made;
- tip shape and sharpening angles.
This classification of turning cutters allows you to accurately determine their scope of application. Depending on the nature of the tasks being solved, they can be cutting or processing. Steel grades with increased hardness are chosen as the material for their manufacture. This creates a good cutting leading edge.
Turning cutters are divided into the following types:
- cutting;
- chisels;
- scrapers.
Chisels are divided into two groups. The first is intended for rough processing or cutting. The second is used for final or finishing processing.
They mainly have four cutting edge shapes:
- straight or flat;
- radius;
- in the form of a bracket;
- corner
The width of the chisel is selected depending on the size of the workpiece. It varies from four to thirty millimeters. The main group of turning chisels has a blade that allows you to turn the necessary shapes on a flat surface. To give a certain corrugation, special chisels are made. These include:
- semicircular rayer (its name is determined by the shape of the blade. It is used to pre-process the prepared workpiece);
- Meisel has a double-edged cutting edge, the angle of convergence of the edges reaches 25 degrees. It is ideal for turning indentations of various sizes, making grooves, cutting out shapes and designs. With its help, surface finishing is carried out;
- chisel-hook (designed for making various recesses in the surface, Their size depends on the diameter of the hook);
- comb chisel - allows you to cut threads on the outer and inner sides of a wooden product (it is used to make wooden hardware for subsequent fastening of individual parts);
- chisel-scraper - used for finishing parts with a cylindrical surface.
- cranberries (these include corner chisels. They are used for cutting complex and three-dimensional designs, ornaments, bas-reliefs or various decorative ornaments on the surface of a product);
- rivets (used for fine finishing of a relief surface. It is especially useful for making complex images and sampling wood in hard-to-reach places).
Therefore, chisels can be flat or shaped. The main characteristics on the basis of which the cutters are classified are the shape of the future product and its artistic design. The work with chisels is done manually. The quality of the resulting product largely depends on the quality of the turning tool, the density of the wood and the qualifications of the craftsman.
Finishing is carried out using turning tools with a sharpening angle to the right or left. The experience of the work carried out has shown that the most acceptable angle is 70-75 degrees. For finishing cleaning, turning products are used, sharpened at an angle of 20-25 degrees.
To solve more complex (non-standard) problems, shaped cutters are used. These include turning products with a cutting part in the shape of a semicircle.
The variety of turning cutters offered for sale and the possibility of self-production allows you to choose a tool that will allow you to solve the most complex problems and create unique parts with the most intricate patterns from any type of wood.
Tools for turning equipment
In order to understand the rules for sharpening cutters for metal lathes, it is not enough just to watch a training video. It is necessary to have an idea of how such instruments are classified. The most important parameter according to which turning tools are classified into different types is the type of processing performed with their help. Based on this feature, the following types of turning tools are distinguished.
The main types of turning cutters:
Through cutters,
workpieces are processed along the axis of rotation with such cutters.
Scoring
Using these cutters on a lathe, they reduce the ledges and trim the workpieces.
Grooved
As the name suggests, they form external and internal grooves on cylindrical surfaces. You can also create grooves on the outer sides of workpieces using metal cutting tools. In addition, such cutters allow you to cut parts of the workpiece at right angles.
Boring
With the help of such tools, holes are processed on machines.
Threading
These cutters are specifically designed for cutting threads.
Shaped
Using cutters of this type, shaped protrusions or grooves are formed on the outside of cylindrical workpieces.
Chamfer
With the help of these cutters, chamfers are removed from workpieces.
Operations performed with various types of cutters
Turning cutters are also divided into types depending on the direction in which they are used to process the workpiece. So, among them there are right-handed (processing is carried out towards the headstock) and left-handed (processing towards the tailstock).
Turning tools are classified according to the material of manufacture, the method of connecting the cutting part to the holder, and also according to a number of other parameters.
Sharpening angles
The following is a list of sharpening angles for all common materials. The first fraction indicates the relief angle during roughing, the second - the relief angle during finishing. The third fraction shows the size of the front angle. The numerator indicates the angles for cutters that sharpen and bore parts, and the denominator indicates the angles for tools that plane workpieces.
- Steel (hardness less than eight hundred Megapascals) – 8/6, 12/8, 15/12.
- Steel (hardness more than eight hundred Megapascals) – 8/6, 12/8, 10/10.
- Steel (hardness more than a thousand Megapascals) – 8/6, 12/10, 10/8.
- Gray cast iron (Brinnel hardness less than two hundred and twenty) – 6/6, 10/10, 12/8.
- Gray cast iron (Brinnell hardness more than two hundred and twenty) – 6/6, 10/10, 8/5.
- Malleable cast iron – 8/8, 10/10, 8/8.
The main plan angle should be 30 - 45 degrees. The width of the chamfer depends on the cross-section of the cutting rods.
What abrasive wheels are used for sharpening turning tools? Sharpening of a tool through the holder and at an angle of 5 degrees is carried out with a wheel made of electrocorundum, having a grain size of forty - fifty, hardness CM1/2. The peripheral speed of the circle is 25 m/s.
Preparatory sharpening is carried out with products made of black silicon carbide, having a grain size of twenty-five to forty, hardness M3-SM1. The final sharpening of the cutting tool is carried out with wheels made of green silicon carbide, having a grain size of sixteen - twenty-five, hardness M3-SM1.
The parameters of grinding wheels for steel and carbide cutters are specified in the table of sharpening modes. There you can also see the circumferential torsion speeds.
Currently, final sharpening is recommended to be done using a diamond wheel. This is especially true for inserts made of hard alloys. The peripheral speed of the circle during preparatory/final sharpening should not exceed twelve to fifteen meters per second.
How does cutting force depend on the sharpening angle?
The cutting force depends on the sharpening angles, especially the front angle. The larger this angle, the lower the cutting force and the easier it is to separate metal chips. However, this does not mean that the rake angle can be increased indefinitely. If the increase is excessive, the reliability of the metal cutter decreases. Its edge is subject to severe wear and chipping. In view of this, when selecting the value of the rake angle, they try not only to reduce the cutting force, but also to obtain a strong edge, a wear-resistant metal-cutting tool.
Sometimes turning cutters with a negative rake angle (from -5 to -10 degrees) are used. Typically, such tools are used when turning hard or hardened metals.
Types of sharpening
various types of metal cutters Large metalworking factories specially maintain a staff of sharpeners and special machines for bringing the cutters into working condition.
Employees of small workshops have to do this themselves. Sharpening can be done in several ways:
- abrasive (on grinding wheels);
- chemical-mechanical (metal is treated with special compounds);
- using special devices.
Abrasive sharpening can be carried out on a sharpening machine, lathe or manually on a grinding block. It is very difficult to sharpen a tool manually at the required angles. The process is complicated by the fact that the metal heats up and loses its properties. Therefore, the result directly depends on the skills of the turner and his knowledge of sharpening angles.
Carbide tools are sharpened on green carborundum. Cutters made of various types of steel are processed with grinding wheels made of medium-hard corundum. Primary processing is carried out with whetstones with an abrasive of 36-46, final - 60-80. Before installing the wheel on the lathe, it is necessary to check the integrity. During operation, it can split and injure the worker, as well as ruin the sharpening angle.
The chemical-mechanical method is very effective and fast, provides a clean, smooth surface, and prevents the formation of chips and cracks. Used for sharpening large carbide cutters. They are treated with a solution of copper sulfate. The reagent forms a thin protective layer, which is washed off by the abrasive grains present in the solution. The process takes place in a machine equipped with a container with a movable grinder. The fixed cutter moves back and forth and with a pressure of about 0.15 kg per square meter. the centimeter is pressed against the abrasive surface.
Types of sharpening
Large enterprises engaged in metal processing necessarily have the specialists and equipment necessary for sharpening tools. Owners of small workshops carry out sharpening themselves.
Sharpening of cutters can be done using one of the following methods:
- Abrasive (on a grinding wheel).
- Mechanical-chemical (processing is carried out with special means).
- Using special devices.
Abrasive sharpening is performed on a sharpening, turning device or on a grinding block. It is difficult to sharpen the cutter manually, maintaining the required angles. Additional complexity is created by heating the metal, leading to loss of properties. In view of this, the quality of sharpening directly depends on the skills of the worker.
Carbide cutters are sharpened on green carborundum. Tools made from different types of steel are processed using grinding wheels made of medium-hard corundum. The initial processing is carried out with whetstones with an abrasive of 36-46, the final - 60-80. Before installing the circle on the machine tool, you need to make sure that it is intact. During processing, it can break, injure the turner, and change the angles of the turning tool.
The mechanical-chemical method makes it possible to sharpen the cutter effectively and quickly, preventing the formation of chips and cracks. This method is used for sharpening large carbide tools. They are treated with vitriol solution. As a result of a chemical reaction, a thin protective film is formed, which is washed off by abrasive particles present in the solution. The procedure is performed in a machine device, which is equipped with a reservoir with a movable grinder. The fixed tool moves back and forth. In addition, the cutter is pressed against the abrasive (150 g per sq. cm).
Sharpening of diamond cutters is carried out on special equipment using electrocorundum/silicon wheels.
Tools and accessories
Depending on the alloy, hardness, sharpening angle and other technological details, it is necessary to select a tool for sharpening the cutters. Each device has its own advantages and disadvantages.
Musaty
An effective tool, which is a metal rod with a ridge. Processing is carried out using a handle.
Sharpening stones
Another option for manual processing. Sharpening cutters using sharpening stones requires skill, which can only be acquired with experience. The cutter must be applied to the part and passed over it at least 10 times.
Mechanical sharpeners
Automated sharpening method. First you need to set the input parameters and, depending on them, actively operate the tool.
Electric sharpeners or sharpening machine
This is the most universal and simple method. The sharpening machine is convenient to use; in appearance it resembles a metal bar with holes of different sizes.
Emery, diamond wheel
The diamond wheel is widely used because it ensures high cleanliness of cutting surfaces. Also, with the use of diamond wheels, the service life of sharpening cutters increases - the number of possible resharpenings increases by 20-30%.
Sharpening cutting tools
Once upon a time, turners, when making small-diameter parts, most often received a rod and cut the workpieces themselves. In modern times, when many different blanking machines have proliferated, the use of cutting tools has become the lot of small-scale production and home-made hobbyists.
A lot of various items discussed on forums, used as cutting tools for cutting workpieces, are used with varying degrees of success, but these items can live longer if (not taking into account the individual properties of red resistance) you know, understand and apply to them known (and not so known) principles of sharpening.
Of course, we will not talk about sharpening all kinds of objects, but about sharpening an ordinary cutting tool from an ordinary workpiece
.
Since most of my life I had to make single and small-scale parts from different materials, I always have several cutting tools of different widths (among which is my favorite)), gradually becoming narrower, and classical geometry, which allows cutting without re-sharpening with some difficulty , for example, molybdenum, and any ordinary material that I came across, no problem.
At the factory, everything was provided for sharpening, but when I left, for some reason, I have to sharpen without a tool, but I will definitely make a device that uses a rigid orientation of the cutter relative to any plane and always with a platform that covers the stone on both sides.
Although you already have the skill of sharpening by weight, when sharpening very thin blades of cutting tools, problems arise with both the groove and the side edges, but which ones will become clear later. Therefore, I recommend making something similar.
An abrasive tool for sharpening cutting cutters would be good only for them, with the exception of a radius diamond, which can be used to sharpen the grooves of pobedit cutters of any shape. Since the factory, I have been using green silicon carbide to sharpen the side edges of Pobedit cutters, and red electrocorundum for quick cutting. Very fine grain and rounded edges
. So they should be saved only for sharpening cutting tools, but not everyone is capable of such a feat as changing a stone due to its geometry, and someone may consider deliberately rounding the edges of a stone blasphemy. However, this simplifies the sharpening of the groove and can prevent the cutter from being undermined when sharpening on a tool rest, especially in a manner that will be discussed later... It is good to polish the side edges of Pobedit cutters on a double-sided diamond blade.
SHARPENING THE GROOVE.
Based on my understanding of burrs on a quick cutter and microchips on pobedite edges, which are not visible to the naked eye on such hard materials, but which can shorten the life of any cutter, they must be directed in the right direction and, taking into account subsequent operations, sharpening must begin with the groove
or, if the cutter is fluteless with a negative angle (for example, for titanium), the front edge. When sharpening the edge of the groove, it is advisable to ensure that it is parallel to the base of the cutter in order to reduce the ability of the chips, when leaving the insert, to fall to the side and cause jamming and breakage of the cutter. To do this, if you sharpen a groove on a tool rest, you need to make sure that the side surface of the cutter body moving along the tool rest is perpendicular to its base, on which it will stand in the tool holder, because many cutters have a body in the shape of a parallelogram. In addition, it is necessary to set the height of the tool rest so that the axis of rotation of the stone is in the plane passing in the middle of the main cutting edge.
With such sharpening, the roughness risks are directed parallel to the cutting edge and with Pobedit cutters, the side edge on the exit side of the stone suffers more than on the entrance side and, for example, for me, to ease my conscience, this forces me to use a slightly larger removal from that edge during further sharpening. When sharpening the side edges, microchips are partially or completely ground off if the wheel runs into the groove, but if the stone is rough, new ones may form.
If the edges of the stone are rounded, for example with a radius of 2 mm, then by moving the cutter along the tool rest, it is much easier to sharpen a groove of the required size both for cutting small diameters and for large ones, without random pits from the sharp edge of the stone.
The question is, why do you need a groove if you can sharpen a small flat edge with the desired cutting angle?
Unimpeded chip exit reduces both the power and thermal load on the cutter. If the edge is short (I’ve seen such things), the chips, resting against the protrusion formed after sharpening the edge, until they overcome it, will continue to shift their layers, pushing the part away from the protrusion and increasing its temperature, which can rise so much that it begins to stick to the side surfaces insets. Crushing with such a groove is not surprising even on large machines. If the edge is longer and there is a ledge, then the chip exit is easier, but only due to the fact that it can more easily overcome the ledge. With further elongation of the chip edge, having cooled slightly on the outside and slightly bent, it may not even touch the ledge, but given that the cutting angle is positive, as the ledge moves away from the cutting edge, the cross-section of the cutting part of the cutter decreases not only in height but also in width. In addition, as the shoulder moves away, the leverage of the cutting forces on this section increases.
IMHO, it is better to solve this problem by smoothly bending the chips along a radius groove.
rolleyes.gif That's bad luck! For good sharpening, high peripheral speeds of the abrasive are needed, and they can be achieved either by increasing the diameter, or the speed, or something in between. If you have a high-speed spindle, then you can sharpen the cutters even better with a smaller tool.
When chips slide along a groove, its surface, which has a stepped shape, can have an even freer exit if many small ledges, which are the tips of the roughness during transverse sharpening of the groove, are removed
. To do this, you need to sharpen the grooves longitudinally. With through cutters this is problematic due to the small radii of the grooves, but cut-off cutters had to be sharpened when possible. To do this you need to have a small pebble at high speeds.
When sharpening a groove longitudinally, the abrasive should cut in the direction of the subsequent movement of the chips and the surface of the groove will have approximately this texture
. The reduction in chip flute friction from this sharpening can be especially beneficial for small and narrow parting cutters, which are used to reduce chipping on small machines.
SHARPENING THE SIDE EDGES
The side edges of the cutting tool are sharpened so that when cutting, they touch the ends of the mortise only with points at the tops of the cutting edge. On the one hand, the greater the narrowing of the blade from the cutting edge horizontally (figure above) and vertically
, the longer these wear points will increase in size until the moment when heating by friction against the ends of the insert becomes unacceptable. On the other hand, the narrowing reduces the cross-section of the blade; it may not withstand the load of cutting forces and break off. I don’t know the golden mean of narrowing in numbers and go by intuition.
Wide cutting cutters for large machines have a fairly large blade cross-section and a slightly larger narrowing does not harm them, but as they wear out and are re-sharpened, they become narrower and you have to fight for the cross-section by reducing the narrowing and using a special sharpening method.
The thinner the blade becomes and the smaller its taper, the more difficult it is to install it so that the side edges are symmetrical relative to the ends of the mortise and are subject to equal wear. When installing the cutter, when viewed from above, you can still navigate and rotate the cutter as needed. But the symmetry of the installation vertically is difficult to see and cannot be corrected - it will stay the same as it was sharpened. This is where the problems with sharpening on weight lie, which were mentioned earlier. No matter how good the eye is, it becomes increasingly difficult to sharpen the edges symmetrically relative to the supporting surface of the cutter body. A swinging tool or a special device will help solve this problem.
SHARPENING THE MAIN BACK SURFACE
The only thing you need to do is sharpen the surface with the desired inclination from the vertical
. The angle should be such that it can cut into the metal at a speed at which the edge feels like it is cutting rather than stripping the metal. A sign of this (for simple steel, for example) at low feed rates is usually the formation of a ribbon of chips
, which has a longitudinal roughness texture (the left chip in the photo), shiny on the outside, which, with a gradual increase in feed, increases the thickness and gradually loses shine and texture.
The edge of the cutter moves along the Archimedes spiral. This IMHO means that normal cutting (for a cutter with a cutting edge sharpness of one layer of atoms) will occur as long as
the main back surface will not become tangent to the Archimedean spiral. An ordinary chisel will stop cutting normally sooner. When the texture of the chip changes to transverse (the right chip in the photo), this probably touches the back surface. rolleyes.gif The pressure of the cutter continues, the spindle with the chuck and the rod rises, the blade of the cutter bends down and, if its strength allows, rips off another piece of metal, again and again... This is how crushing occurs.
If you feel that this moment is coming too early, and the chips are still very thin, you can increase the slope, but you should not make it too big. The main rear surface, by its contact with the Archimedean spiral, serves as a guard against an unacceptable increase in the feed of the cutter.
Obviously, it is better to cut as close to the cams as possible, but crushing may also depend on the length of the rod that hangs on the other side of the cams inside the spindle. To reduce the influence of this factor on crushing, you can wrap this part of the blank with rags and push it into the spindle at the back of the machine.
Sometimes, sharpening of the main rear surface is carried out so that the cutting edge is not parallel to the axis of the machine (usually from the more advanced right tip of the edge) and when cutting, no stump remains on the cut piece. For me, it’s better to cut off a thick stump later than to sharpen the cutter. With such sharpening, the chips go down the groove, pressing against the right end, leaving cold marks on it and trying to fall into the gap from the narrowing and break the cutter.
But, for small diameters of rods, thick cutters and large batches of identical parts, for example, screws with countersunk heads, you can also sharpen them obliquely, so that you can use one cutter, having adjusted to the first part, grind the threaded part, the head, chamfer the thread and cut off or But this is no longer quite a cut-off and a groove like a through-type one. rolleyes.gif
CHAMBERS
After sharpening the main rear surface to intersect with the side surfaces, sharp edges will be obtained, which at the intersection with the cutting edge form very sharp tips. On a material such as aluminum (and not only), microburrs can result in a shaggy surface, and on steel, due to the high concentration of heat, they can also melt, becoming concentrators for further destruction of the edge. The cutter will last longer if these edges are blunted with very small chamfers or radiuses, improving heat dissipation.
The cutting edge of victorious incisors can also be dulled to slow down the development of microchips. If you run a small diamond block 1-2 times along the edge, you can get a chamfer of 0.01-0.02 mm. No longer necessary, so as not to increase the load on the cutter. If the chamfer is visible only by reflection, it will be 0.01-0.02 (in the picture there is a very large chamfer for clarity).
The chamfers have been removed, the burrs stick out where they should. The cutter is ready for use.
When cutting, you can use an oil brush to cool the cutting surfaces. More precisely, the side surfaces will be lubricated more than cooled, but the cylindrical surface moistened with oil, under which the cutter climbs, will turn into chips with a much lower temperature
SPECIAL METHOD
There will come a time when the cutter becomes dull and, depending on wear, will need to be adjusted. Rarely does a cutter get to the point where it needs to be sharpened, but sharpening also reduces the size of the blade. The main flank surface wears out most quickly near the cutting edge and adjusting it with chamfers is common. If wear spots have formed on the side surfaces, near the tips of the cutting edge, and on the Pobedit cutters, on the tank edges of the groove there are defects visible to the eye - it is necessary to correct the groove, and since the groove, then the side faces too, in order to orient the burrs.
After each straightening of the side surfaces, the cutter will become thinner and, although the cutting edge also becomes narrower by some amount, the strength of the weakest section decreases, if I’m not mistaken, by the square of this value. (at least not directly proportional to the size).
Therefore, already during the first sharpening of the cutter blank, it is possible to sharpen the side edges in such a way as to significantly compensate for the weakening of the section in the future. When sharpening on weight, this is not difficult to do, but with thinning certain difficulties arise. With a tool rest, you can get symmetrical angles, but the tool rest must be able to lower to the desired height or tilt towards the stone.
When cutting a part, the main task of the cutter blade is to deliver the cutting edge to a certain cutting depth, while the shape of the blade can have any geometry, as long as it does this without touching anything (except for two points at the cutting edge). The maximum insertion depth is R the largest planar area for cutting the workpiece. Why not sharpen the side edges with a stone slightly larger in diameter than the workpiece, setting the cutter “in the center” of this stone?
Because you can’t get enough pebbles of different diameters and you need more revolutions. But you can achieve an approximate result if, when sharpening on a regular-sized stone, you adjust the height or tilt the tool rest so that the cutter is below the center so much that sharpening the edge ensures that it goes around the workpiece without touching it and, at the same time, strengthens the lower part of the blade.
When installing the cutter on the tool rest in this way, crushing and dragging it under the stone (undermining) can occur. Obviously, this can happen if the sharpener axis is weak and the tool rest is insufficiently rigid. But, if the edges of the stone are rounded, most likely the cutter will simply push away from the stone.
Purpose of the cutter, design, types
To obtain parts from a metal ingot when turning on lathe equipment, a special tool is used. They are made of steel, and the hardness of the material is higher than that of the workpiece being processed. The holder rod and the working head, the main structural elements of a metal cutter, are used to secure the tool on the lathe.
The function of the second component is to cut off a layer of the metal surface during processing. The holder rod or the body of the cutter has a square or rectangular cross-section. The main cutting edge of the working head is shaped (wedge) or straight in cross-section. Metal cutting parts require regular sharpening during operation. In modern conditions there is a sufficient choice of incisors.
Turning tools for metal processing with replaceable inserts
When choosing gear, you should take into account such an indicator as angles. The classification of species is as follows:
- checkpoints;
- cutting;
- pruning;
- boring;
- shaped;
- grooved:
- chamfered;
- persistent;
Pass-through, this type of device processes cylindrical blanks. A cutting tool is used for cutting rods. Trimming is performed at a given angle. A cutting-type device is also used to cut grooves for various purposes in them. Scoring, this type of device is used for trimming blanks and reducing ledges. Boring, this tool is used to machine holes of the required diameter in workpieces or parts on a lathe.
Grooving - the purpose of such a device is to form internal and external grooves on a cylindrical surface, maintaining the required angles. Sometimes a cutting-type function is required when it is necessary to remove part of the metal from the workpiece. Thread-cutting machines use this device to cut threads on lathes. Shaped - the purpose of this cutter is to form protrusions and grooves on the blank being processed, thereby obtaining angles with the required parameters.
Chamfering - with this device, after sharpening, internal and external chamfers are made on the product. The persistent one is used for turning metal parts with small ledges. To reduce vibration when working on a lathe, you need to check its position. Thrust is used for non-rigid parts.
Types of cutters are also divided according to the direction of processing of turning equipment into left and right, according to the material from which they are made, according to the method of attaching the cutting part to the holder and other parameters.
What you need to know about metal cutters to sharpen them correctly
It is impossible to properly sharpen a metal cutter if you do not know the design features of these tools.
Design of turning tools for metal
A metal cutter consists of a holder and a working part. The first serves to securely fix the tool. The second one is involved in the cutting process and gradually wears out. It is she who needs to be sharpened.
The working part of a metal cutter has front and rear surfaces. The first is where chips are removed. The rear surfaces face the workpiece. They can be main and auxiliary.
Image No. 1: design of a metal turning tool
The surfaces form cutting edges. The main one is formed by the intersection of the front and main rear planes. The secondary edge is formed at the intersection of the front and secondary rear surfaces.
Angles of metal cutters and their influence on the cutting process
As a result of sharpening metal cutters, it is important to obtain a tool with the correct geometry.
Image No. 2: geometry and basic angles of a metal cutter
Geometry is determined by angles, which are classified into three groups.
Principal angles
These are the main rake and back angles, as well as the point and cutting angles.
- Main rake angle (γ). It is formed by a plane perpendicular to the cutting plane and tangent to the front surface of the cutter. The value can be positive, negative, or zero.
- The sharpening angle (β) is between the auxiliary and main cutting edges. Measured in the main cutting plane.
- The cutting angle (δ) is formed by the cutting plane and the rake surface of the tool.
- The main clearance angle (α) is between the cutting plane and the main clearance surface. Measured in the main cutting plane.
Let's talk about the influence of principal angles on the cutting process.
The greatest importance in metalworking is the value of the main rake angle of the equipment. Thanks to metal cutters, which have large rake angles, it is easier to cut tools into workpieces. In addition, the degree of deformation of the removed layers of material is reduced, chip flow is facilitated, power consumption and cutting force are reduced.
As the main rake angle increases, the point angle decreases. This weakens the cutting wedge of the tool and reduces its strength. Cutters wear out faster due to accelerated crumbling of cutting edges and difficult heat dissipation. Therefore, when manufacturing and sharpening metal cutters, the front angles are made different.
When processing brittle metals and hard alloys, the strength of the tools is especially important. In this case, the rake angles are given reduced and even negative values. When processing soft metals, cutters with large rake angles are used.
The geometry is also influenced by the materials from which the tools are made. When sharpening carbide and metal-ceramic cutters, the rake angles are reduced. Models made of tool steels have larger rake angles.
The main clearance angle serves to reduce friction between the cutting surface and the flank surface of the metal cutter. At small values, the wear rate on the flank surface decreases. As the main relief angle increases, the strength of the tool decreases.
Auxiliary angles
Auxiliary rake and back angles are measured in the auxiliary cutting plane.
- Auxiliary rake angle (γ1). Formed during the manufacture of the cutter. Does not affect the cutting process.
- Auxiliary clearance angle (α1). Located between a plane passing perpendicular to the main plane through the auxiliary cutting edge. Serves to reduce friction between the workpiece and the back surface of the cutter.
Leading angles and inclination angle of the main cutting edge
Plan angles
measured in the main plane.
- Leading angle (φ).
It is located between the direction of longitudinal feed and the projection of the main cutting edge onto the main plane.
The strength of the tool, the processing power and the cleanliness of the resulting surface depend on the magnitude of the main angle in the plan. At a low value, the width increases and the thickness of the cut layer decreases. The cutter sharpened in this way is subjected to small thermodynamic loads. Increases wear resistance.
When the main angle in the plan decreases, the quality of processing decreases due to vibrations. The tool wears out faster. Typically the angle φ = 45°. This value is suitable for cutting most materials. When working with insufficiently rigid parts, tools with large leading angles (60, 75 and 90°) are used.
- Auxiliary plan angle (φ1).
This angle is formed by the direction of the longitudinal feed and the projection of the auxiliary cutting edge onto the main plane.
The size of the auxiliary entering angle affects the frictional force between the auxiliary flank surface and the workpiece. As the value decreases, the strength of the tool increases.
- Plane vertex angle (ξ).
It is located between the projections of the auxiliary and main cutting edges onto the main plane.
Angle of inclination of the main cutting edge (λ).
Measured in a plane that passes through the main cutting edge perpendicular to the main plane. The magnitude of this angle determines the direction of chip flow.
When is it necessary to sharpen turning tools for metal?
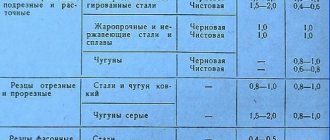
The need to sharpen metal cutters is judged by the degree of wear. There is a table of acceptable values.
Image No. 3: table with permissible wear values for metal turning tools
If the specified parameters are exceeded, the tool is sharpened, fine-tuned and polished.
Sharpening angles
The following is a list of sharpening angles for all common materials. The first fraction indicates the relief angle during roughing, the second - the relief angle during finishing. The third fraction shows the size of the front angle. The numerator indicates the angles for cutters that sharpen and bore parts, and the denominator indicates the angles for tools that plane workpieces.
- Steel (hardness less than eight hundred Megapascals) – 8/6, 12/8, 15/12.
- Steel (hardness more than eight hundred Megapascals) – 8/6, 12/8, 10/10.
- Steel (hardness more than a thousand Megapascals) – 8/6, 12/10, 10/8.
- Gray cast iron (Brinnel hardness less than two hundred and twenty) – 6/6, 10/10, 12/8.
- Gray cast iron (Brinnell hardness more than two hundred and twenty) – 6/6, 10/10, 8/5.
- Malleable cast iron – 8/8, 10/10, 8/8.
The main plan angle should be 30 - 45 degrees. The width of the chamfer depends on the cross-section of the cutting rods.
What abrasive wheels are used for sharpening turning tools? Sharpening of a tool through the holder and at an angle of 5 degrees is carried out with a wheel made of electrocorundum, having a grain size of forty - fifty, hardness CM1/2. The peripheral speed of the circle is 25 m/s.
Preparatory sharpening is carried out with products made of black silicon carbide, having a grain size of twenty-five to forty, hardness M3-SM1. The final sharpening of the cutting tool is carried out with wheels made of green silicon carbide, having a grain size of sixteen - twenty-five, hardness M3-SM1.
The parameters of grinding wheels for steel and carbide cutters are specified in the table of sharpening modes. There you can also see the circumferential torsion speeds.
Currently, final sharpening is recommended to be done using a diamond wheel. This is especially true for inserts made of hard alloys. The peripheral speed of the circle during preparatory/final sharpening should not exceed twelve to fifteen meters per second.
Summary of the practical lesson TOPIC: SHARPENING A PASSING BENT CUTTER.
Practical work 7
TOPIC: SHARPENING A PASSING BENT CUTTER.
EXERCISE.
3SHARPENING AND CHECKING THE CORRECT SHARPENING OF PASSING CUTS
Purpose of the task:
learn how to sharpen through cutters, check the sharpening values of selected angles, refill and fine-tune cutting
edges of the cutter head.
Workplace equipment:
bent cutters, a template or a universal protractor for checking the sharpening angles of the cutters, fine-grained whetstone made of green silicon carbide; protective glasses.
1. Check the technical condition of sharpening machines.
The following must be installed on the sharpening machine:
a) protective transparent screens 3
(Fig. 1) with plates inserted into them from
plexiglass;
b) hand rests / (in good condition). The correctly adjusted distance between the tool rest and the grinding stone should be no more than 2-3 mm. The height of the tool rest should be installed so that when sharpening along the plate, the cutting edge is at the height of the axis of rotation of the grinding wheel in the horizontal plane; when sharpening along a holder, the supporting surface of the holder must be located at the height of the axis of rotation of the grinding wheel;
c) grinding wheels 2,
one of which is electrocorundum (grit size - 50-40, hardness SM1-SM2, peripheral speed 25 m/s) for sharpening along the holder at an angle <x + 5° (see Fig. 4); another circle made of black silicon carbide (grit size 40-25, hardness MZ-SM-1, peripheral speed 12-15 m/s) for preliminary sharpening on the plate; the third and fourth wheels are made of green silicon carbide (grit size 25-16, hardness MZ-SM-1, peripheral speed 12-15 m/s) for final sharpening on the plate;
d) bath 5 with coolant (emulsion or 1-2% solution of soda ash in water);
e) a well-functioning suction device (fan).
f) machine grounding;
g) well-functioning buttons 4
“Start-Stop” (see Fig. 1).
2. Follow
safety
The cutter to be sharpened should be supported on a tool rest, and not suspended. The support must be installed in the necessary cases at the required angle. The periphery (working surface) of the grinding wheel must be equal. In case of runout and uneven working surface, the grinding wheel should be adjusted with artificial diamonds and special cutters with metal stars. or with a hard abrasive stone made of green silicon carbide. When sharpening, move the cutter in a reciprocating motion along the surface of the circle. The cutter should not be pressed too hard against the rotating grinding wheel. The cutter being sharpened should be cooled continuously and generously. Cooling by immersing a very hot cutter in a coolant is not allowed. If it is not possible to apply continuous cooling, it is recommended to cool the kick as often as possible. In case of damage to the protective screen, be sure to wear protective glasses: if any malfunctions or malfunctions are detected, immediately inform the foreman (mechanic, or duty mechanic
3.
Protractor device for measuring sharpening tools.
The goniometer (Fig. 2) consists of the main disk 1,
on which there are specially made graduated divisions of the rotary disk 2;
graduated scale 3,
triangular cutout
4,
locking screw 5, axial screw 6, large sector 7, small sector
8;
screw 9 MZ;
stop screw 10,
with the help of which the thumb of the left hand turns disk 2.
Sketches of individual parts of the protractor are shown in Fig. 3.
4.
Sharpen the pass-through hard -alloy bent right cutter along the main rear surface (along the holder).
It is recommended to sharpen carbide cutters according to the scheme below (Fig. 4), keeping in mind that sharpening of triple corners is carried out along the main rear surface, and double corners - along the front of it.
Turn on the sharpening machine by pressing the black button (turn off the red button). Some sharpening machines turn on when the protective screen is lowered, and turn off when raised.
Rech 1 (Fig. 5) take the rod with your right hand and place it on the tool rest 3 so that it has a slight downward slope and so that the axis of the cutter holder is with
the axis of rotation of the grinding wheel is at an angle of 45˚ (this will correspond to the main angle in the plan of the cutter).
Use the thumb of your left hand to press the cutter against the tool rest, and position the remaining fingers as shown in Fig. 5. The rear main angle along the holder should be equal to α+5˚
5. Turn off the sharpening machine,
check the size of the clearance angle:
a) with a protractor.
Installed protractor 1
(Fig. 6) to measure the value of the main rear angle equal to a + 5°, take the cutter / in the right hand in your left hand and place its head between the working measuring planes
A
and
B
of the goniometer.
The tight fit of the rear main surface of the cutter and the inclined working plane B
of the goniometer will indicate the correct sharpening of the main rear angle. If the angle is larger or smaller, repeat sharpening the cutter;
b) a special template.
Template II
take it in your left hand (Fig. 7), incisor
I
in your right hand.
Place the template and the cutter on a well-processed plane 2 and, based on the tightness of the fit of the main back surface of the cutter to the beveled side A
of the template, check the sharpening value of the main back corner. Check the grinding value of the auxiliary relief angle using the same methods as the value of the main relief angle.
6. Sharpen the cutter along the auxiliary
the holder).
Position the cutter so (Fig. 8) that the angle between the main and auxiliary surfaces (cutting edges) is approximately 90° (view along arrow A).
7. Check
the values of the sharpening angles: auxiliary rear and apex angle between the main and auxiliary rear surfaces.
Check the value of the auxiliary clearance angle as shown in Fig. 6 and 7. To check the plan angle, take cutter 1 with your right hand (Fig. 9), and take protractor 1 in your left hand to check the sharpening angles, set to measure the angle equal to 90. and check that the sharpening is correct.
8. Sharpen the cutter along the front surface.
Sharpen to a length of 3 - 5 mm at an angle y (see Fig. 4, 6).
cutter
1
(Fig. 10) by the shaft with your right hand, thumb K, and with your left hand press the cutter against grinding wheel 2. When sharpening, the cutter must be installed so that the main cutting edge a is located parallel to the plane of rotation of the grinding wheel.
9. Check the amount of sharpening
of the front corner according to the point angle.
Based on the assigned front angle y (for example, 6°), the rear angle a (for example, 8), determine the sharpening angle β:
β= 90°— (y + a2) = 90° — (6° + 13°) = 71° 0 ° 0
at α2 = α˚+5˚=8˚+5˚=13˚
a)
goniometer.
Take a universal protractor / (Fig. 11) or 1 special template I (Fig. 12) in your left hand and insert the cutter
1
with the rear main and front surfaces
in the protractor between the working measuring surfaces A
and
B
(see Fig. 1 1) or into the corresponding cutout of the template (see Fig. 12);
b)
a template.
Using the readings of the protractor or the cutout of the template, determine the correct sharpening of the cutter.
10. Final sharpen along
the main and auxiliary back surfaces (along the plate).
Techniques for sharpening rear corners on a plate at an angle a + 2° (see Fig. 4, d)
the same as shown in Fig. 5, and checking the amount of sharpening, as in Fig. 6.
11. Round the top of the cutter head
. Place cutter 1 on support 3 and hold it with both hands in a perpendicular direction to the axis of rotation of grinding wheel 2 (Fig. 13). Bring the speech to the circle and lightly press it with the edge of the head formed from the intersection of the rear main and auxiliary surfaces. To round the edge, and therefore the top of the head, swing the tail part of the river rod to the right and left.
12. Chamfer the front surface.
Maintain the selected value of the front angle of the chamfer uv by finishing on the section of the front surface adjacent to the main cutting edge along a narrow chamfer / (see Fig. 4, “) of approximately 0.2-0.5 mm; Determine the exact size of the chamfer using a reference book. Check the sharpening angle as shown in Fig. 9.
13.
Finish the main back surface along the ribbon.
The specified main relief angle a is obtained by finishing the part of the rear main surface adjacent to the cutting edge along the chamfer / (see Fig. 4, d)
3-5 mm in size (more accurately determined from the reference book).
14.
Maintain the angle of inclination of the main cutting edge relative to the top of the cutter head.
The main cutting edge / (Fig. 14, a
position
D)
when sharpening, make it obliquely* downwards relative to the top
B
of the cutter head, i.e. with a negative angle -I,.
Such a cutter is used when processing a workpiece made of soft and medium-hard viscous metal (steel, aluminum and its alloys) or if the chips need to be directed to the left, towards the surface being processed and thereby preventing it from wrapping around the workpiece.
When sharpening, make
the main cutting edge G
(Fig. 14,
b,
position
II ) B
of the cutter head, i.e. l.
= 0°. Such a cutter processes hard and low-viscosity metal (hard steel) with the formation of chips in the form of separate rings (chipping chips, Fig. 14, b,
position II
)
or
in addition, it is used in cases where the chips must be directed perpendicular to the main cutting edge, such as when cutting. the main cutting edge G
(Fig. 14,
c,
position
III )
inclined upward relative to the top
B
, i.e., with a positive angle +I. workpiece surfaces near the chuck jaws or when cutting end surfaces in order to prevent chips from falling onto the machined surface.
/5. Sharpening the cutter on special
grinding wheels.
In Fig. Fig. 15 shows sharpening of the cutter along the main rear surface (Fig. 15, a);
along the auxiliary rear surface (Fig. 15, f; along the front surface (Fig. 15, c);
rounding of the apex (Fig. 15, d); along the main rear surface with a grinding wheel consisting of a metal or plastic body and a diamond-bearing ring (Fig. 15, e).
16. Dress the cutting edges and the top of the cutter head.
The cutting edges of the cutter head / (Fig. 16 and 17) are filled with a reciprocating movement of fine-grained whetstone 2
(made of green silicon carbide) moistened with mineral oil so that the whetstone fits tightly to the corresponding surface of the cutter head.
The main cutting edge a
(Fig. 16) and the auxiliary edge should be threaded according to the main and auxiliary rear surfaces and the front surface (see Fig. 17).
When threading the top of the cutter head, press whetstone 2
(Fig. 18) close to the edge of the cutter head to avoid blunting (collapsing) of the tip. To round the top of the whetstone, shake it slightly while moving it back and forth.
17. Finish pre-sharpened carbide cutters.
Finishing should be done along the narrow chamfers formed during sharpening / on the front and main rear surfaces along the main cutting edge and along the radius of the top of the cutter head (see Fig. 4). Lapping disc 2
(Fig. 19) moisten fine-grained gray cast iron with pearlite structure (diameter 250-300 mm) with kerosene and, when turning the lap, apply abrasive powder or one of the pastes (GOI, abrasive: boron carbide • 85%, paraffin - 15%) to its surface , diamond AP40-AP28). then rub (rub, saturate) the lap surface with the specified powder or paste using a cast iron disk (75-100 mm in diameter). Secure the cutter ./ in a special tool rest and the table on which the tool rest is fixed, rotate to a given angle of the surface to be brought in and move the boom. so that the cutting edge of the cutter is at the level or slightly below the center of the finishing lap disk.
The lap must rotate at a speed of 1.5-2.5 m/s and run under the cutting edge (i.e., from the holder to the plate), otherwise the cutting edge of the cutter will scrape off the abrasive grains or paste and cut the lap. Bring the cutter to the rotating lap with light pressure against its surface and smoothly move it in the radial direction of the lap.
Quality control of finishing is controlled by standard cutters. Finishing is carried out on universal sharpening machines with fine-grained ChK (conical cup-shaped) grinding wheels made from KZ (green silicon carbide) or LS (synthetic diamond) materials.
If necessary, create chip-curling grooves using T-shaped disc-shaped grinding wheels or AP diamond flat wheels with a double-sided conical or semicircular-convex profile.
How to make wood turning tools yourself
Many people who like to work with wood themselves prefer to make homemade cutters for a wood lathe in their workshop. Having certain metalworking skills, making a turning chisel or rake according to your own drawings is not difficult. To do this you need:
- select a workpiece from a suitable metal;
- carry out pre-processing to give it the required geometric shape;
- sharpen the cutting part in compliance with all sharpening angles and directions;
- make a handle;
- assemble the entire structure.
The blank for a wood turning tool is selected from various grades of steel. The main requirement for them is the required level of rigidity and strength. The most commonly used are blanks made of carbon tool steel. Its carbon content does not exceed 0.7%. These include: U8, U10 and U12. In terms of their physical and mechanical characteristics, they fully satisfy the requirements.
In addition to pre-prepared blanks, improvised material is used, which can be found quite easily. These products include used steel tools. For example, sheets of automobile springs, files that have lost their characteristics, trimmed sheet metal. Some products have increased strength and are quite difficult to process (especially those that have undergone thermal hardening during manufacturing, especially in large-scale production conditions). To reduce labor costs, it is advisable to choose a workpiece whose geometric shape is closest to the configuration of the future product. This will eliminate the need to use complex technologies.
To work with workpieces, turning tools, made of steel grades with increased strength, it is necessary to preheat. Using the properties of the metal, give the future product the required shape. Then the cutting edge is processed to a given level. After all operations are completed, the finished cutter is hardened. The hardening procedure involves heating the cutting edge of a turning tool, followed by rapid cooling. Such heating can be done in a home workshop using a gas burner or blowtorch. Rapid cooling is carried out in a container with liquid: for example, water or machine oil. It turns out to be a kind of home heat treatment workshop.
Cooling of turning tool blanks made of high-alloy and high-carbon steels should not be done in water. This causes increased internal stress at various levels of the metal. Ultimately leads to the appearance of serious defects. After making a turning tool, I first test its capabilities on wooden blanks of simple shape, preferably made of soft wood. This will help to identify all the shortcomings and shortcomings that arose during the production process and avoid damage to the main products.
What is needed to make cutters?
Manufacturing turning tools of this class is not particularly difficult if you have three components: suitable material, sharpening equipment and certain metalworking skills.
To give the product a given shape and create a high-quality cutting edge, a sharpening machine or grinding machine is needed. In both cases, it is necessary to have several abrasive wheels of different grain sizes. The final finishing is done manually, fixing the cutter in a vice using files or needle files. At the initial stage, a stone with the largest grain is used, which makes it possible to outline the main contours of the future cutting edge. Next they move on to the stone with the finest grain. All tools must be checked and stones carefully secured.
Most often, professionals use sharpening in several stages. At the initial stage, the manufacture of the cutter is carried out on a grinding wheel. Then they gradually move on to more precise processing. To prevent overheating during processing, the metal part is poured with machine oil.
Rules for sharpening turning tools
In order for the processing of workpieces on metal lathes to be effective, high-quality and accurate, the cutters should be regularly sharpened, thereby giving their working part the required shape and obtaining angles with the required parameters. Only tools whose cutting part is made in the form of a disposable carbide plate do not need sharpening. To perform such an important procedure in large manufacturing enterprises, machines with special devices are used, and a separate structural unit is engaged in this.
In order to sharpen a turning tool with your own hands on a home machine or do it in a small enterprise, you can use various techniques. This procedure can be performed using chemical reagents or using conventional grinding wheels. It should be noted that sharpening turning tools on specialized or universal machines that use an abrasive wheel is the most inexpensive but effective method of giving cutters the required geometric parameters.
Options for sharpening cutters with cutting inserts
Of course, the highest quality metal turning tools are sharpened on a machine specially designed for this procedure. If you don’t have such equipment at your disposal, you can use a universal machine with a grinding wheel. When choosing such a circle, it is important to pay attention to the material from which the working part of the tool being processed is made. So, in order to effectively sharpen a carbide cutter, you will need a carborundum wheel, which has a characteristic green color. Tools, the working part of which is made of carbon or high-speed steel, are perfectly processed on machines with medium-hard wheels made of corundum.
Sharpening of turning tools for metal can be done without cooling or with cooling, which is more preferable. If sharpening is carried out with cooling, then cold water should be supplied evenly to the place where the turning tool comes into contact with the grinding wheel. In the case when cooling is not used during the sharpening process, after sharpening it is impossible to immediately cool the tool sharply: this can lead to cracking of its cutting part.
You can learn how to sharpen turning cutters on a sharpening machine with your own hands using an instructional video. When performing this procedure, it is important to adhere to a certain sequence. First of all, the rear main surface is processed on the grinding wheel, then the rear auxiliary surface, and lastly the front surface is sharpened. The last stage of sharpening is processing the tip of the cutter - giving it the required radius of curvature.
During the sharpening process, the cutter is constantly moved in a circle, trying not to press it too hard (this can be seen in the video). It is necessary to adhere to this recommendation so that the surface of the circle wears evenly, and also so that the cutting edge of the turning tool is as smooth as possible.
Types of jobs
Each type of work involves a certain technology and several special secrets. In addition to his work on the machine, any master must be able to understand wood, read drawings, as well as sharpen cutters and set up the machine itself.
Turning
The first step is to start the shaft. You can start turning only after the shaft picks up speed. First comes the rough processing of the product. It occurs at speeds up to 1500 rpm. The master uses a semicircular chisel with a blade and side parts. The master leans on a tool rest when working.
Rip off
Rough peeling of the workpiece is done with a semicircular chisel. The tool must be inclined towards turning and located in the axial plane of the part.
Sample
Sampling or scraping in other words is carried out using ovals or hooks. Most often, this type of work is used in the manufacture of dishes.
Cutting off
A cutting tool is used for this process. It leaves a perfectly straight cut and then does not require additional sanding. To avoid mistakes, the craftsman needs to make an initial mark with a pencil and accurately determine the location of the cut.
Making a dowel
A dowel is a cylindrical rod with which various components of the product are attached. The dowel is made of wood, metal, and plastic. You can make such a round tenon yourself if you have a lathe and simple tools.
How to sharpen using a diamond wheel (disc, stone)?
A diamond sharpening wheel is a common device when it comes to sharpening using special tools. It is primarily used for cutters made of hard metal alloys, such as drills.
The diamond wheel can be made in the form of a straight disk, plate or bowl. The choice of wheel should depend on the shape of the workpiece. For example, a disc is suitable for working with blades; for a circular saw, it is better to use a plate.
The diameter of the circle can vary from 125 to 300 mm. You need to select it according to your sandpaper. The diameter of the part that can be processed on it directly depends on the width of the diamond layer. Plus, the thicker this layer, the longer the circle will last. Due to the fine-grained structure of the diamond wheel, it can be used for finishing cutters.
Sharpening technology
The sharpening process is determined by the design of the cutter (number of surfaces, blade width) and its wear. The procedure can be carried out on the back, front or both surfaces. As a rule, if the wear is small, only the geometry of the rear surface is restored.
REFERENCE: The main work of a diamond wheel is determined by the parameters of the angles of the front and rear surfaces of the cutter. Therefore, its main angles are the front (γ) and back (α). If you increase the angle γ, chip control improves, power consumption decreases, roughness decreases, but at the same time the blade becomes thinner. This affects the rate of heat removal and its strength. The clearance angle is responsible for reducing friction when machining a cutter on a diamond wheel.
The general sharpening sequence is as follows:
- First, the back surface is sharpened. The tool is placed on the tool rest with its supporting surface so that its cutting edge is horizontal. The table is placed in a vertical plane at a given angle α. The periphery of the circle carries out sharpening. In this case, the circle should rotate towards the tool.
- Then (if necessary) the front surface is sharpened. The procedure is performed with the end of a diamond wheel. To do this, the tool is placed on the tool rest with its side plane.
- Then the radius of curvature is sharpened.
- Next, angles are measured using templates. For measurements, a standard protractor, ruler and vernier can be used.
- When finishing the diamond wheel, grinding may be required (finishing is carried out by the diamond wheel itself).
HELP: You can buy templates or make special metal stencils yourself.
Safety precautions
An important point when working with equipment such as a diamond wheel is compliance with safety precautions:
- First of all, the master must provide himself with a minimum set of equipment - safety glasses (screen) and a protective casing.
- To avoid sawed metal particles from entering the respiratory tract, care should be taken to ventilate the workspace in advance.
- You should make sure in advance that all mechanisms and equipment are in good working order, including checking the fastening of the circles. The opening angle of the wheel casing should not be more than 90°, and in relation to the horizontal line, the opening angle should not be more than 65°.
- The tool must not be suspended. A tool rest should be used as a support for the cutter. The latter should be fixed as close to the circle as possible (the distance is no more than 3 mm between the circle and the tool rest).
- In cases where the grinding equipment makes a beating or crackling noise, work should be stopped immediately.
- It is necessary to control the force of pressing the cutter against the grinding wheel. Excessive pressure can damage both the cutter and the diamond wheel.
- The circle should rotate in such a direction that when the cutter is pressed against it, sparks fly down.
Order and features
Depending on the nature of wear and the design of the equipment, sharpening is carried out on the front, back or both surfaces. The figure below shows all the surfaces of a turning tool
For standard cutters, as a rule, sharpening is used on all cutting surfaces. With minor wear, only the geometry of the rear surface is restored. Equipment for multi-cutting machines is restored only on the back surface, shaped – only on the front.
Standard sharpening order:
- Main back surface.
- Auxiliary back surface.
- Front surface.
- End radius.
The back surface sharpening parameters are shown in the figure below.
Figure (a) shows the back surface with one sharpening plane, figure (b) shows several. When brazing carbide inserts, the rear surface has three planes:
- along a chamfer with a height of not less than 1.5 mm at an angle a;
- along the remaining height at an angle a+3°;
- along the holder at an angle a+5°.
Sharpening the front surface of carbide cutters has many more varieties (see figure below).
Basic forms:
- Flat with a positive rake angle (a).
- Flat with a negative angle (b).
- Curvilinear with a negative angle (c).
- Flat with negative angle for roughing (d).
- Curved with a negative angle for stainless steels (d), and other materials (e)
During the sharpening process, it is necessary that the cutting edge of the tool being processed is located on the line of the center of the sharpening machine or below by no more than 3-5 mm. The direction of rotation of the circle should ensure that the plate is pressed against the holder, i.e., it should go towards the plate. During operation, a continuous supply of coolant is desirable. With periodic cooling, overstressing of the material structure and the appearance of microcracks is possible.
When sharpening, light pressure and constant movement along the surface of the wheel are required to form a smooth surface. After sharpening is completed, the geometry of the tool is checked using templates or special instruments.