Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
Таблица 1
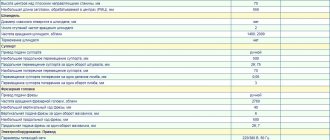
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.
Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Обзор видов
Разные инструменты с напылением могут значительно отличаться по характеристикам, несмотря на то, что все они используются для работы по металлу. Некоторые нужны для черновой обработки, другие – для финишной шлифовки или опиливания мелких деталей. Согласно ГОСТ 1513-67, надфили должны иметь маркировку с указанием основных параметров. Инструменты можно поделить на группы по ряду признаков.
По форме
Вид профиля говорит о том, для каких целей подходит тот или иной напильник. Допустимые формы установлены государственным стандартом. Их довольно много, что позволяет подобрать инструменты для разных этапов работы.
Плоские, с тупым носом:
- обладают прямоугольной формой;
- имеют 4 грани, 2 из которых широкие, а остальные узкие;
- подходят как для обработки ровных поверхностей, так и для опила пазов и других труднодоступных мест.
Существуют также плоские надфили с острым носом. Их отличает другая форма наконечника рабочей части, в остальном они обладают теми же особенностями, что и тупоугольные изделия.
Ромбические:
- верхние углы – притупленные;
- имеются ромбовидные грани;
- сфера применения – обработка деталей с разносторонними углами.
Квадратные изделия нужны для опиливания пазов прямоугольной формы. Все грани у инструмента рабочие.
Трехгранные напильники бывают двух типов:
- остроносые – подходят для обработки наружных пазов у мелких деталей, в работе задействованы все грани;
- тупоугольные – у них может быть как одна рабочая сторона, так и все три; последний вариант более популярен.
Круглые инструменты обычно имеют острый наконечник. Они подходят для обтачивания рельефных элементов. Похожие по форме – овальные модели, ими можно обрабатывать округлые детали.
По размеру
Параметры изделия обычно указываются в маркировке. Она может содержать три цифры, например, один из популярных размеров 140х70х3, где 140 мм – длина изделия, а 70х3 мм – его сечение. А также спросом пользуются напильники с параметрами 140х50х3. У некоторых форм сечение обозначается одной цифрой, например, круглый надфиль на 4 мм.
Длина изделий может быть разной, но чаще всего используются инструменты на 80 мм, 120 мм, 160 мм. При необходимости для работы можно приобрести напильник от 100 мм до 450 мм.
По уровню зернистости
В зависимости от назначения покрытие надфиля может быть разным
Стоит обратить внимание на плотность зерен. Если их мало, то после обработки изделие будет шероховатым, а с мелкозернистым напильником можно сделать поверхность гладкой. Для удобства на ручку инструментов наносят цветовую разметку:
Для удобства на ручку инструментов наносят цветовую разметку:
- красный – плотность зерен составляет от 160 до 80 единиц;
- синий – зернистость в пределах от 80 до 55;
- если разметка отсутствует, то покрытие может иметь 50-28 зерен на 1 см2.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.
Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Как выбрать резцы самому?
Резцы по дереву – обязательный инструмент для обработки древесины. Их можно изготовить самостоятельно или купить в магазине. Резцы по дереву имеют одну конструкцию, хотя различную форму.
Среди резцов по дереву наиболее популярны следующие инструменты:
- Универсальный нож-косяк, который по форме похож на сапожный нож треугольной формы.
- Клюкарза – похожий на стамеску инструмент с изогнутым лезвием.
- Ложкорез – кольцеобразный резец, который используют для вырезания посуды с глубокими углублениями.
- Стамеска, наиболее распространенный тип резца по дереву.
В свою очередь, стамески бываю всевозможных форм для выполнения множества задач.
Резцы для ручного точения древесины различают на следующие типы:
- Полукруглые.
- Плоские косые.
- Отрезные.
- Отрезные с фигурной заточкой.
- Угловые.
- Фасонные.
- Резец-крючок.
- Резец-кольцо.
- Скошенный угловой.
Специальные, могут состоять из двух металлических пластин, которые можно двигать относительно друг друга, благодаря чему можно получать уникальные рез или рисунок. Самыми востребованными резцами для токарных работ являются:
- Рейтер — инструмент с полукруглой формой режущего наконечника.
- Мейсель — инструмент со скошенным плоским лезвием.
Применяется для обработки дерева и доведения его до состояния готового изделия.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.
Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
Размеры
Общими для размеров кулачков прямых и обратных является:
- наличие одинаковых размеров по основным параметрам – по длине, ширине, высоте, шагу гребенок, размерам ступеней и т.д.;
- являются унифицированными по своей конструкции, однако, комплект кулачков одного патрона не идентичен комплекту другого (всегда требуется существенная доработка);
- кулачки, с погрешностью в размерах, неправильно крепят деталь. При этом, один из них не участвует в зажиме, образуя просвет между призмой и поверхностью детали, что легко проверяется лучом фонарика;
- изношенность поверхностей спирали диска и гребенок кулачков и реек существенно изменяет характеристики усилий зажима и точность базирования детали вращения;
- неточность линейных размеров контактных поверхностей, например, реек и накладок, приводит к смещению рабочих поверхностей, а отсюда, или чрезмерные усилия зажима, или вовсе их отсутствие, что недопустимо и опасно при работе с такими устройствами.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.
Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.
Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.
Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Технология изготовления напильника
В России для производства напильников применяют две группы инструментальных сталей: нелегированные улучшенные стали с содержанием углерода от 1 до 1,3% (УЮА – У13А) или легированные хромистые стали ШХ15 или 13Х. Аналогичные стали используют и производители напильников за рубежом. Содержание углерода от одного процента и выше позволяет закаливать насечку до высокой твердости.
Технология производства напильников может существенно отличаться в деталях от одного производства к другому, но в ней всегда присутствуют следующие этапы:
- Формообразующая обработка;
- Формирование насечки на рабочих поверхностях;
- Термическая обработка.
Последние две операции особенно важны. От того, насколько качественно выполнена насечка, зависит эффективность напильника. При использовании изношенного оборудования и инструмента можно получить напильник, внешне “совсем как настоящий”, но в котором работают, скажем, не более 30% насечки.
От качественно проведенной термической обработки зависит срок службы напильника
Здесь очень важно распределение твердости и вязкости по глубине тела напильника. Твердость должна быть максимальной на поверхности и плавно снижаться в глубину, вязкость – наоборот. Малая твердость приводит к быстрому затуплению зубьев насечки, а малая вязкость (т.е
высокая хрупкость) – к быстрому их разрушению в процессе эксплуатации
Малая твердость приводит к быстрому затуплению зубьев насечки, а малая вязкость (т.е. высокая хрупкость) – к быстрому их разрушению в процессе эксплуатации.
Большинство производителей регламентирует номинальную поверхностную твердость напильников в зависимости от их назначения следующим образом:
- Слесарные напильники: от 64 до 66 HRc.
- Заточные напильники: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Полноценно проверить качество напильника можно только в процессе его эксплуатации. Качество напильников (как эффективность, так и срок службы) особенно важны для производств, в которых ручное опиливание является частью технологического процесса. Таких много и до сих пор. Это производство некоторых разновидностей ручного инструмента, лесоразработки, где применяются цепные пилы, требующие периодической заточки режущих цепей, и много других. При использовании напильников в производстве необходимо постоянно контролировать их эффективность и срок службы, так как опыт показывает, что бракованные напильники могут быть почти у любого производителя напильников.
Под длиной напильника всегда понимается длина его рабочей части (всей, а не только насеченной), без хвостовика. Исключение составляют надфили. Для них всегда указывается общая длина, включая и хвостовик (если он есть).
В странах с метрической системой измерений используется следующий ряд размеров (в мм): 100, 125,150, 200, 250, 300, 350 и 400.
Большинство производителей используют только часть номиналов из этого ряда.
Шлифовка
Для начала убедимся, что кулачки действительно нуждаются в шлифовании. Возьмём металлический вал и поместим его часть в токарный патрон. Зажмём вал кулачками. При работе можно заметить, что кулачки бьют деталь. Следовательно, им необходим уход.
Шлифовке подвергается внутренняя плоскость кулачков. Сперва нужно зажать кольцо кулачками, чтобы они самопроизвольно не раскрутились. Считается, что самым простым методом является шлифовка с помощью резца со специальным камнем.
Устанавливаем оправу с камнем на резец, включаем токарный патрон и передвигаем деталь с камнем вдоль плоскости кулачков. За счёт вращения и соприкосновения с камнем, их поверхность приобретёт нужные характеристики.