Жесткость конструкции и мощные приводы позволяют обрабатывать заготовки большого и среднего диаметра из металлов различной твердости с применением инструмента из инструментальной стали и твердых сплавов.
Особенности конструкции токарного станка модели 165
- Точность обработки, которая получается за счет жесткости, устойчивости к вибрациям и температурной стабильности конструкции;
- сохранение первоначальной точности в течение всего срока эксплуатации за счет двух призматических направляющих станины, а также благодаря высокой надежности остальных узлов станка;
- сокращение времени на обработку резьбы за счет разницы в частоте прямого и обратного вращения шпинделя (частота обратного вращения выше в 1,3 раза);
- длинные конуса точатся одновременным выполнением подачи резцовых салазок и продольной подачи суппорта станка при их соответствующем повороте;
- достаточная жесткость кинематической цепи коробки подач;
- имеются две электромагнитные муфты дистанционного переключения передач;
- зубчатые силовые колеса кинематической цепи изготавливаются из легированной стали и при производстве подвергаются закалке и шлифовке;
- полная безопасность работы гарантируется ограждением патрона и зоны резания и соответствующими блокировками.
Токарно-винторезный станок серии 165 снят с производства и в данное время заводом производителем не выпускается.
Так что купить станок по металлу 165 можно только б.у на специализированных площадках и досках объявлений по продаже оборудования бывшего в употреблении (бу), таких как ИЗ РУК В РУКИ, ЮЛА, АВИТО и других.
Мы предлагаем купить токарный станок 165 после капитального ремонта или новый аналог со схожими характеристиками.
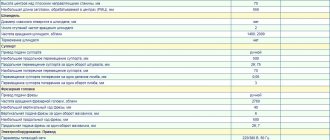
Технические характеристики станка 165
Технические характеристики станка 165 это основной показатель пригодности станка к выполнению определенных работ на станке. Для токарно-винторезных станков основными характеристиками является:
- Наибольший диаметр обрабатываемого изделия
- Расстояние между центрами
- Наибольшая длинна обрабатываемого изделия
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 165. Более подробно технические характеристики станка можно посмотреть в паспорте станка 165 расположенном ниже.
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 165
Данное руководство по эксплуатации (Паспорт станка 165) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж, установка
Технический паспорт станка
- Основные данные
- Суппорт
- Задняя бабка
- Дополнительные данные
- Привод
- Муфты трения
- Спецификация основных групп станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Механизм главного движения
- Механизм подач
- Сменные зубчатые колеса
- Механизм подач
- Насосы
- Изменения в станке
- Капитальные ремонты
- Спецификация принадлежностей и приспособлений
Краткое описание ставка
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт и каретка
- Фартук
- Коробка подач
- Гитара
- Патрон
- Люнеты
- Охлаждение
Электрооборудование станка
- Общие сведения
- Описание электропривода и схемы управления
- Включение и отключение электрооборудования станка
- Главный привод
- Привод подач
- Привод охлаждения
- Обслуживание электрооборудования станка
- Возможные неисправности электрооборудования станка и меры их устранения
- Спецификация электрооборудования
Смазка станка
- Спецификация к схеме смазки станка
- Указания по обслуживанию и краткое описание смазочной системы станка
Подготовка станка к первоначальному пуску
Техника безопасности
- Технические средства безопасности, предусмотренные в конструкции станка
- Правила техники безопасности по эксплуатации станка
Регулировка станка
- Регулировка подшипников шпинделя
- Регулировка предохранительной муфты фартука
- Регулировка зазора в направляющей верхней и нижней половинах гайки ходового винта
- Схема расположения штуцеров электромагнитных муфт и регулировка
- Регулировка натяжения ремней главного двигателя
Спецификация подшипников качения и важнейших подшипников скольжения
Спецификация быстроизнашивающихся деталей
- Символы, нанесенные на таблицах станка
- Акт приемки универсального токарно-винторезного станка
Скачать паспорт токарно-винторезного станка 165 в хорошем качестве можно по ссылкам расположенным ниже.
Паспорт станка 165. Вариант 1. Скачать бесплатно.Паспорт станка 165. Вариант 2. Скачать бесплатно.
Особенности конструкции
Любой станок включает в себя некоторые типовые компоненты. Они определяют, какой функциональностью обладает та или иная разновидность оборудования.
Станина
Станина выполняет роль несущего элемента. Остальные детали крепятся к этой части. Конструктивно данная часть выглядит как две стенки, которые соединяются друг с другом. Жёсткость в определённой степени ей придают поперечные элементы, организующие соединение. Станок снабжается отдельными частями, двигающимися по станине.
Для решения данного вопроса и предусмотрены специальные направляющие.
- Сечение в форме призмы есть у трёх из направляющих.
- Одна деталь – плоская.
Бабка передняя
Передняя бабка нужна для одновременного выполнения двух функций:
- Заготовка полностью поддерживается, пока идёт обработка.
- Чтобы деталь определённым образом вращалась.
Лицевая часть данного оборудования также вмещает рукоятки, отвечающие за управление скоростями. Благодаря этому шпиндель может вращаться с определённой частотой.
Рядом с рукояткой обычно располагают специальную схему. Её достаточно изучить один раз, чтобы понять, когда и какая деталь включается.
Бабка впереди вмещает в себя скоростную коробку, дополненную вращательным шпиндельным узлом. Внутри этой части конструкции можно использовать специальные подшипники для качения или скольжения. На конце шпинделя фиксируют патрон устройства, в процессе обязательно используется соединение с резьбами. Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Для перемещения каретки у станка применяются направляющие станины, у которых сечение призматическое. Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Токарно-винторезный станок ДИП-500 (1М65)
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
Применение и описание токарного станка МК6058 (РМЦ 1500мм):
служит для токарных работ по металлу, наибольшая длина обработки заготовки между центрами – 1,5м, наибольший устанавливаемый диаметр — 500мм. Ведется токарная обработка деталей, это внутреннее и наружное точение, проточка цилиндров, конусов, ступенчатые поверхности, нарезание метрической и дюймовой резьбы. Класс точности — П по ГОСТ 8-82, повышенный. МК6058 универсальный, время переналадки для изготовления других по форме заготовок минимальное, станок удобно эксплуатировать в мелкосерийном и серийном режиме, эксплуатируется на основном производстве.
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Конструкция насоса секционного горизонтального ЦНС 60-165
Основными конструктивными блоками насоса являются корпус и ротор.
К корпусу относятся крышки линий всасывания и нагнетания, направляющие аппараты, передний и задний кронштейны. Корпуса направляющих аппаратов, крышки всасывания и нагнетания стягиваются стяжными болтами.
Направляющий аппарат, кольцо (с уплотняющими кольцами) и рабочее колесо образуют секцию насоса. Стыки корпусов направляющих аппаратов уплотняются резиновыми кольцами, выполненными из маслобензостойкой резины.
Благодаря тому, что корпус насоса состоит из отдельных секций, имеется возможность, не меняя подачи, менять напор путем установки нужного числа рабочих колес и направляющих аппаратов с корпусами. При этом меняется только длина вала и стяжных шпилек.
Ротор насоса состоит из вала, на котором установлены рабочие колеса, кольцо, рубашка вала, дистанционная втулка, регулировочные кольца и диск разгрузки. Все детали на валу стягиваются гайкой ротора.
Опорами ротора служат два радиальных сферических подшипника, установленные в переднем и заднем кронштейнах по скользящей посадке, позволяющей ротору перемещаться в осевом направлении на величину «разбега» ротора.
Подшипниковые камеры уплотняются манжетами, установленными в крышках подшипников.
Кронштейн с наружной стороны закрыт крышкой, в которой смонтировано устройство контроля смещения ротора.
Расположение составных частей и их перечень
Пределы по инструменту
Пределы шагов резьбы:
- метрических – от 0,01 до 56 мм;
- модульных – от 0,01 до 28 модулей;
- дюймовых – от 60 до 3,0 ниток/дюйм.
Подача на одну риску лимба
Этот параметр зависит от того, какое перемещение суппорта осуществляется. При продольном направлении подача на одну риску лимба соответствует перемещению суппорта на расстояние 0,1 мм, а при поперечном – 0,02 мм.
Перемещение верхнего суппорта (резцовых салазок), соответствующее одному делению лимба, соответствует 0,02 мм. При этом цена деления лимба задней бабки составляет 0,05 мм.
Электрическая схема
Принцип работы насоса секционного горизонтального ЦНС 60-165
Работа насоса основана на взаимодействии лопаток вращающегося рабочего колеса и перекачиваемой жидкости.
Вращаясь, рабочее колесо сообщает круговое движение жидкости, находящейся между лопатками. Вследствие возникающей центробежной силы жидкость от центра колеса перемещается к внешнему выходу, а освободившееся пространство вновь заполняется жидкостью, поступающей из всасывающей трубы под действием создаваемого разрежения.
Выйдя из рабочего колеса первой секции, жидкость поступает в каналы направляющего аппарата и затем во второе рабочее колесо с давлением, созданным в первой секции, откуда — в третье рабочее колесо с увеличенным давлением, созданным во второй секции и т.д.
Вышедшая из последнего рабочего колеса жидкость через направляющий аппарат поступает в крышку нагнетания и из нее в нагнетательный трубопровод.
Во время работы насоса, вследствие давления воды на неравные по площади боковые поверхности рабочих колес, возникает осевое усилие, которое стремится сместить ротор насоса в сторону всасывания.
Для уравновешивания осевого усилия в насосе предусмотрено разгрузочное устройство, состоящее из диска разгрузки, кольца и втулки разгрузки и дистанционной втулки.
Жидкость из последней ступени проходит через кольцевой зазор между втулкой разгрузки и дистанционной втулкой и давит на диск разгрузки с усилием, равным сумме усилий, действующих на рабочие колеса, но направленным в сторону нагнетания. Ротор насоса оказывается уравновешенным, равенство усилий устанавливается автоматически.
Выходящая из разгрузочной камеры жидкость охлаждает сальник со стороны нагнетания.
Сальник со стороны всасывания омывается жидкостью, поступающей под давлением из всасывающего трубопровода. Жидкость, проходя по рубашке вала через сальниковую набивку, предупреждает засасывание воздуха в насос и одновременно охлаждает сальник. Большая часть жидкости проходит через зазор между рубашкой вала и втулкой гидрозатвора в полость всасывания, часть проходит между рубашкой вала и сальником со стороны всасывания, охлаждая его, остальная часть выходит наружу через штуцер.
Затяжка сальника должна обеспечивать возможность просачивания перекачиваемой жидкости между валом и сальниковой набивкой наружу в количестве 5-15 л/ч. Меньшее количество свидетельствует об излишнем затягивании сальника, что увеличивает потери на трение и ускоряет износ рубашки вала и гайки ротора.
Ротор насоса приводится во вращение электродвигателем, присоединенным к насосу через упругую втулочно-пальцевую муфту, состоящую из двух полумуфт (насоса и электродвигателя) и пальцев с резиновыми втулками.
Направление вращения ротора насоса по часовой стрелке, если смотреть со стороны электродвигателя.
Насос и электродвигатель устанавливаются на общей фундаментной плите так, чтобы между полумуфтами оставался зазор 10 мм при роторе насоса, сдвинутом до отказа в сторону всасывания.
Перед эксплуатацией электродвигатель агрегата должен быть заземлен.
Насос ЦНС имеет возможность самовсасывания. Данное условие достигается за счет установки внутри насоса клапана.
В составе насосного агрегата ЦНС, как правило, на насос устанавливают общепромышленные асинхронные электродвигатели. Чаще всего для этих целей применяется применяется трехфазный асинхронный двигатель с коротко замкнутым ротором.
Насосы изготавливаются как с сальниковыми, так и с торцовыми уплотнениями. Утечки через торцовые уплотнения — согласно технической документации на торцовые уплотнения.
Опорные кронштейны насоса выполнены из чугуна, материал проточной части насосов ЦНС СЧ-20, Сталь 35Л, вал сталь 40х, направляющий аппарат, кольцо и корпус направляющего аппарата, втулка сальника — из прессматериала АГ-4В . Уплотнение вала насоса осуществляется с помощью — сальниковой набивки сечением 10 мм.
Насосы ЦНС стабильно и долговечно работают с подпором 2-6 м. При отсутствии подпора на входе, кавитация быстро разрушает эти быстроходные насосы. При установке их для перекачивания воды с температурой более 45°С необходимо повышать подпор на входе в насос.
Рис. Графические Характеристики насосов ЦНС 60-165
испытанных в воде, плотностью 997 кг/м куб
при частоте вращения 2950 об/мин
Детальное описание корпуса и конструкции
Токарный станок УТ16ПМ имеет типовую конструкцию для группы оборудования, к которой он принадлежит. Она отличается прочностью всех своих частей.
На его корпусе, защищающем расположенные внутри него узлы и механизмы, закреплены алюминиевые таблицы, пользуясь которыми можно с легкостью осуществлять управление этим оборудованием. Также на корпусе имеется шильд, на котором выгравирован логотип Ульяновского машиностроительного завода.
Основой конструкции является литая станина, благодаря которой обеспечивается устойчивость токарного станка УТ16ПМ. Точность обработки повышается при использовании опор, поглощающих вибрацию. В системе охлаждения имеется небольшой электронасос, включаемый по мере необходимости. Это позволяет увеличить интервал между включениями.
В нижней части конструкции смонтирован шестиступенчатый редуктор, имеющий соответственно шесть ступеней частоты вращения. Он закреплен на задней стороне тумбы токарного станка УТ16ПМ. Редуктор позволяет обеспечивать необходимую скорость вращения от 40 до 2000 об/мин. Передача вращающего момента осуществляется с помощью клиновых ремней.
Система смазки гарантирует своевременную подачу масла в трущеюся друг об друга части. На передней бабке установлен шпиндель, поэтому ее называют шпиндельной. В целях безопасности предусмотрены возможности торможения, блокировки шпинделя и защита его от перегрузок.
Под передней бабкой расположена коробка подач, приводимая в действие выходным валом шпинделя. Этот механизм позволяет при нарезке задавать шаг резьбы. Шкаф с электрооборудованием обеспечивает подвод электричества и включение токарного станка УТ16ПМ. Суппорт служит для крепления инструментов и их перемещения. На его верхней части расположен держатель резцов.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта, а также нарезание резьбы с помощью ходового винта. С помощью задней бабки осуществляется поджим обрабатываемой детали. Ее функционирование особенно важно при обтачивании деталей большой длины.
За отдельную плату можно приобрести задний резцедержатель, закрепляемый на поперечных салазках суппорта.