Универсальные фрезеровочные станки с широким профилем очень выгодны для самого разного рода крупных предприятий. Агрегат 6Т13 относится к вертикально-фрезерному оборудованию, позволяющему обрабатывать прямые, угловые, рамочные детали.
На станке можно производить обработку по горизонтальной, вертикальной поверхности, а также под углом в 45°, и не только, болле подробно о всех возможностях агрегата.
Назначение и область применения
Применяется в серийном и единичном производстве для фрезерования деталей из самого разного материала. Оборудование обрабатывает:
- вертикальные и горизонтальные поверхности;
- пазы;
- углы;
- рамки;
- зубчатые колеса.
На агрегате есть возможность работать в трех режимах. На станке используются торцевые, фасонные, угловые, цилиндрические, дисковые фрезы. Есть возможность получить дополнительные винтовые поверхности с применением универсальной делительной головки.
Как устроена поворотная головка станка?
На изображении выше представлен актуальный чертеж поворотной головки, которая используется в станке 6Т12. Ее центрируют в кольцевой выточке, расположенной в горловине станины, фиксируя 4-мя болтами, которые входят в 1-разный паз станинного фланца.
Шпиндель состоит из двухопорного вала, который интегрируется в выдвижную гильзу. Регулировка осевых люфтов сводится к необходимости подшлифовки колец 4 и 3. Устранение повышенного люфта в переднем подшипнике становится возможным за счет подтягивания гайки и подшлифовки кольца 5. От владельца требуется соблюдение правильного порядка проведения обслуживания. Чтобы избавиться от радиального люфта, величина которого составляет одну сотую миллиметра, требуется подшлифовка приблизительно на 0.12 миллиметров.
Шпиндель вращается через пару цилиндрических и конических колес, которые устанавливаются в головке. Шестерни и подшипники, установленные в поворотной головке, смазываются с помощью насоса в станине. Подшипники, отвечающие за правильную работу механизма движения гильзы и вращения шпинделя – методом шприцевания.
Конструкционные особенности консольно-фрезерного станка
Конструкционные особенности станка помимо высокой производительности направлены на обеспечение безопасности оператора, работающего с оборудованием. На агрегате имеется подвижное ограждение. Также безопасность обеспечивается:
- дублированием стоп-кнопок агрегата;
- система блокировок;
- механизм пропорционального уменьшения подачи при выходе и врезании.
Есть и другие особенности конструкции, которые делают работу более эффективной.
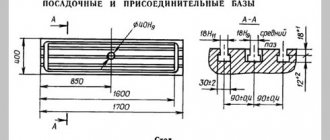
Габариты и масса
Станок относится к крупному оборудованию. Его вес составляет 4200 кг. Габариты агрегата:
- длина – 256 см;
- ширина – 226 см;
- высота – 212 см.
Поверхность стола имеет размеры 1600х400 мм.
Перечень составных частей
Основные узлы агрегата те же, что и в большинстве фрезерных станков. Но все составные части имеют некоторые особенности конструкции, которые позволяют выполнять необходимые функции:
- Литая станина. Это широкая прямоугольная платформа, на штифтах с вертикальной горловиной.
- Шпиндельная головка с гильзой. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. В его состав входит электропривод шпинделя, а также коробка скоростей, пульт управления и несколько важных переключателей.
- Передняя консоль. Движок направляющих элементов стола, и приборы регулировки их перемещения.
Также к особенностям конструкции относятся:
- Механизированное крепление инструмента. Это повышает параметры точности обработки детали.
- Стол станка способен поворачиваться вокруг вертикальной оси на 45°. Так можно фрезеровать винтообразные спирали.
- Автоматическое торможение шпиндельной головки.
- Три режима работы: ручной, автоматический и толчковый.
- Ограничение зазора в винтовой паре.
Дополнительная жесткость станка позволяет обрабатывать пластины из твердых и сверхтвердых синтетических материалов.
Описание и расположение органов управления
Одним из основных органов управления является коробка скоростей, которая содержит 18 частот вращения шпиндельного узла. Для этого имеется специальная головка с делениями. Отдельно установлена рукоятка для зажима гильзы.
Управление приводом подач осуществляется при помощи фрикционов обычного и быстрого хода. Также имеются механические зажимы салазок, а также консоли на направляющих частях станины. Все рабочие элементы имеют отдельные маховики для ручного управления.
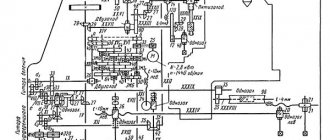
Кинематическая схема
Схема электрическая
Особенности строения поворотной головки
Станина служит базой для поворотной головки агрегата. Сама головка оснащена механизмом ручного и осевого перемещения. Это позволяет проводить обработку поверхностей, которые расположены под углом в 45°.
Центрируется поворотная головка в кольцевой выточке, к которой крепится 4 болтами. Сама шпиндельная головка – двухопорный вал, который смонтирован в выдвижной гильзе. От насоса станины происходит смазка подшипников и шестерен поворотной головки.
Электрическая и кинематическая схема
Вертикальные станки, оснащенные электроприводами подобной мощности, позволяют использовать сверхтвердые фрезы и максимальную скорость резки. Высокий коэффициент трения компенсируется смазкой, подаваемой плунжерным маслонасосом на элементы привода и основные винты перемещения. Кинематическая система представляет собой передачу импульса с вала двигателя через шарико-винтовые передачи на функциональные оси. Соединения оснащены сменными эластичными муфтами.
Работу с агрегатом облегчают электромагнитное устройство принудительного замедления движения стола и вращения шпинделя при выключении.
Остановка происходит за 5 – 6 сек. Тормозная муфта также предохраняет систему от поломки в случае перегрузки. Стандартное электромеханическое строение и универсальная оснастка допускают расширение возможностей за счет модернизации отдельных узлов, применение большого ряда подходящих запчастей при ремонте.
Технические характеристики
Агрегат 6Т13 имеет следующие технические характеристики:
- наибольший ход стола вдоль – 1 метр;
- поперечный – 30 см;
- вертикальный – 42 см;
- от торца шпиндельной головки до стола расстояние – 30–500 мм;
- частота вращения шпинделя до 2000 об/мин;
- пиноль шпинделя перемещается на 80 мм;
- одно деление лимба – 0.05 мм.
Станок снабжен четырьмя электродвигателями. Мощность движка основного составляет 10 кВт.
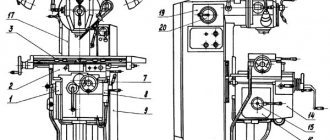
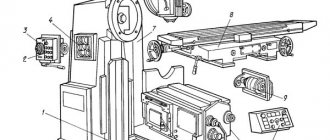
Расположение составных частей
На представленном выше изображении указывается схема расположения всех составных частей станка 6т12. В общей сложности, представленный вертикальный станок применяется состоит из таких узлов и агрегатов.
- Система запуска насоса для подачи охлаждающей жидкости.
- Система управления направлением, по которому вращается шпиндель – правое или левое.
- Электрический двигатель для привода стола.
- Лимб, поверхность которого имеет шкалу с указанием величины подачи.
- Грибок для переключения подачи.
- Рукоять для перемещения стола в ручном режиме и вертикальном направлении.
- Маховик для перемещения стола в ручном режиме и поперечном направлении.
- Рукоять, прижимающая салазок к консоли.
- Рукоять, предназначенная для управления работой продольного хода стола.
- Электрический двигатель для шпиндельного приаода.
- Дублирующая рукоять, включающая продольный ход стола.
- Маховик для перемещения стола в ручном режиме и поперечном направлении.
- Кулачки для выключения системы продольной подачи стола в автоматическом режиме.
- Кран для подачи охлаждающей жидкости.
- Пусковая кнопочная панель, установленная на передней части салазок.
- Дублирующая рукоять для включения вертикальной или поперечной передачи.
- Выключатель для системы освещения рабочего пространства.
- Выключатель для всего станка.
- Рукоять для выбора скорости вращения шпинделя.
- Лимб, шкала которого указывает на количество оборотов.
- Указатель для коробки скоростей.
- Пусковая кнопочная панель на коробке для шпинделя.
- Кулачки, автоматически выключающие вертикальную подачу стола.
- Кулачки, автоматически выключающие поперечную подачу стола.
- Рукоять, включающая вертикальную и поперечную подачу стола.
Расположение органов управления
Схема размещения всех управляющих органов приведена на изображении выше. Стоит отметить, что конструкция, которую имеет рассматриваемое оборудование, характеризуется удобным расположением кнопок и прочих элементов управления. Это способствует быстрому переходу к выполнению требуемых операций. Даже специалист, имеющий минимальный практический опыт, благодаря комфортному размещению элементов управления, сможет интуитивно разобраться в основном перечне функций.
Эксплуатация и ремонт, паспорт
Сам механизм требует установки на бетонный фундамент толщиной не меньше 30 см. При этом поверхность должна быть идеально ровной. Тогда снизится риск неточностей при тонком фрезеровании.
При первоначальном пуске обязательно следует заполнить маслом резервуар смазочной системы. Раз в год нужно осуществлять промывку масляного резервуара. При любой неисправности следует отключить станок и его должен осмотреть мастер. Любая деталь в станке подлежит замене при износе, поэтому сам агрегат не имеет срока эксплуатации.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально консольно-фрезерного станка 6Т13.
Модификации 6Т13Ф1 с УЦИ:
— вертикально-фрезерный станок 6Т13Ф1 с УЦИ. Обычное исполнение. Имеет класс точности по ГОСТ – Н, нормальный. Пульт управления на консоли. Поворотную фрезерную головку.
— станок фрезерный вертикальный 6Т13ПФ1 с УЦИ. Дополнительно имеет повышенный класс точности, шпиндель установлен на высокоточные подшипники, направляющие другого класса. Пульт управления вынесен, для удобства, на поворотном кронштейне, вместе с УЦИ.
Станок вертикально-фрезерный консольный 6Т13Ф1 с УЦИ цена – 2050000 рублей.
Класс точности Н. Гарантия 1 год.
Станок фрезерный вертикальный 6Т13ПФ1 с УЦИ цена – 3240000 рублей.
Класс точности П, станина литье чугун – новая, пульт управления и УЦИ на кронштейне, гарантия 2 года.
Техника безопасности при работе с устройством
Станок является объектом повышенной опасности. Поэтому при работе с ним следует соблюдать определенные правила. Новички обязательно проходят инструктаж по технике безопасности.
При работе оператор должен быть в спецодежде. Запрещено подходит к станку в нетрезвом виде. Перед работой следует проверить заземление. Скорости и режимы переключать при вращающейся головке также запрещено. Дверца шкафа управления и доступ к электроприводам запирается на ключ.
Система смазки станка
Смазка станка обеспечивается следующими системами.
1. Централизованная система смазки зубчатых колес, подшипников коробки скоростей, ПОДШИПНИКОВ И шестерен поворотной головки и элементов коробки переключения скоростей.
Эта система включает в себя резервуар 2, расположенный в станине, фильтр 4, плунжерный насос 6 и маслораспределитель 7. Насос системы работает от эксцентрика, смонтированного на одном из валов коробки скоростей (рис.24 ).
Контроль за подачей смазки и ее уровнем в резервуаре осуществляется визуально по маслоуказателям 1 и 9.
2. Централизованная система смазки зубчатых колес, подшипников консоли, направляющих консоли, салазок и стола.
Эта система включает в себя резервуар 24, расположенный в консоли, предохранительный клапан 26, шестеренчатый насос 25, золотник 15, маслораспределители 11,12,14. Конструкция золотникового распределителя приведена на рис.
Наличие масла в резервуаре проверяется по маслоуказателю 20, контроль работы насоса – по маслоуказателю 19.
Смазка направляющих консоли производится периодически нажатием кнопки 16, направляющих стола – кнопки 17.
Быстродействующие сухие муфты выбора направления перемещения стола размещены в отсеке консоли, защищенном от попадания масла сальниками и уплотнениями. Попадание масла в этот отсек приводит к утере передаваемого момента и быстродействия муфт, а также к недопустимой потере точности позиционирования стола.
Отзывы
В большинстве своем крупные предприятия с удовольствием приобретают оборудование 6т13. На таком станке легко обрабатывать крупногабаритные детали, весом до 630 кг. При этом оборудование снабжено дополнительными элементами безопасности и поворотным столом, который позволяет обрабатывать заготовку под углом. Также пользователи отмечают долгий срок службы данного оборудования.
Консольно-фрезерный станок 6Т13 начал выпускаться в 1985 году и с тех пор успешно используется на серийном производстве. Жесткость конструкции позволяет обрабатывать наиболее твердые материалы и использовать фрезы из быстрорежущей стали.
Общие сведения
В середине 80-х в Горьком освоили выпуск фрезерных станков новых марок: 6Т12, 6Т13, представляющих развитие поколения Р. Назначение и сфера применения остались прежними: фрезерование всевозможных деталей преимущественно из чёрных металлов и сплавов в цехах с типом производства от единичного до среднесерийного.
Расшифровка названия станка согласно кодировке ЭНИМС:
- 6- фрезерный (группа);
- Т- модификация (серия);
- 1- вертикальный (подгруппа);
- 3- типовой размер (исполнение);
- нормальной точности (в обозначении не указывается класс Н).