Для общего назначения фрезерно-столярных работ подойдет отличный станок 6Р10. Он представляет собой многофункциональный агрегат, который обрабатывает древесину и металл в больших объемах.
Поэтому станок стал популярен среди крупных и мелких предпринимателей. Такое оборудование позволяет выполнять широкий спектр задач. Многозадачность фрезеров также зависит от конструктивных особенностей и специфики назначения фрезы.
Сведения о производителе фрезерного станка 6Р10
Фрезерный станок 6Р10 выпускался Вильнюсским станкостроительным .
В 1947 году станкостроительный выпустил первую продукцию — 13 настольно-сверлильных станков.
В 1949 году было начато освоение более сложной продукции – поперечно–строгальных станков, за которыми последовало производство горизонтальных, вертикальных и универсальных консольно–фрезерных станков.
Станки, выпускаемые Вильнюсским станкостроительным
- 6Е80ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - 6М80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Н10
— станок вертикальный консольно-фрезерный 200 х 800 - 6Н80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Н80Г
— станок горизонтальный консольно-фрезерный 200 х 800 - 6Н80Ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - 6П80Г
— станок горизонтальный консольно-фрезерный 200 х 800 - 6Р10
— станок вертикальный консольно-фрезерный 200 х 800 - 6Р80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Р80Г
— станок горизонтальный консольно-фрезерный 200 х 800 - 6Р80Ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - 6Т10
— станок вертикальный консольно-фрезерный 200 х 800 - 6Т80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Т80Ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - НС-12А
— станок сверлильный настольный Ø 12 - СУС-1
станок сверлильный настольный Ø 12
История производства
Станок консольно-фрезерный версии 6Р10 впервые сошел с конвейеров завода Вильнюса — станкостроительного «Жальгириса». Первые станки на заводе начали конструировать и выпускать в 1947 году.
Поначалу все агрегаты были предназначены для сверлильных и поперечно-строгательных работ, затем инженерами были выпущены модели горизонтальные, вертикальные, также начался выпуск универсальных фрезеровщиков, которые все больше походили на современные модели, в том числе и 6Р10.
Латвийские новинки «Жальгириса» фрезерные полуавтоматы, универсальные механизмы, презеционные специализированные стали узнаваемыми по всей стране, а также в СССР. С конца 70-х был налажен выпуск консольно-фрезерных агрегатов различных моделей:
- 6Р80Г — горизонтальный, базовая модель для других модификаций;
- 6Р80 — универсальная версия;
- 6Р10 — вертикально-фрезерная модификация.
СПРАВКА. На сегодня станок 6Р10 самый популярный не только у предпринимателей, но и профессиональных токарей-любителей.
6Р10 станок консольно-фрезерный вертикальный общего назначения. Назначение, область применения
Станок вертикальный консольно-фрезерный 6Р10 предназначен для фрезерования всевозможных деталей из различных материалов.
Горизонтально-фрезерный станок модели 6Р80Г — базовая модель, а универсально-фрезерный модели 6Р80 и вертикально-фрезерный модели 6Р10 — его модификации.
Особенности конструкции и принцип работы станка
На универсально-фрезерном станке модели 6Р80 при помощи универсальной делительной головки можно фрезеровать спиральные канавки на цилиндрических деталях, а также производить различные фрезерные работы, связанные с поворотом детали на заданную величину.
Поворотная фрезерная головка с выдвижной гильзой вертикально-фрезерного станка модели 6Р10 позволяет производить фрезерные работы на наклонных поверхностях детали.
Накладная поворотная фрезерная головка Н80Г.28 с вертикальным шпинделем, поставляемая по особому заказу за отдельную плату, расширяет технологические возможности станков 6Р80Г и 6Р80.
Станок предназначен для выполнения различных фрезерных работ в условиях единичного и серийного производства.
Шероховатость обработанной поверхности при чистовых режимах резания V 6.
В отличие от ранее выпускавшихся станков данного типа новый станок отличается пониженным шумом, увеличенной долговечностью основных узлов и сохранением норм точности в течение более длительного срока. Электрооборудование смонтировано в просторной нише и отвечает всем современным требованиям. Управление подачами стола раздельное. Имеются защитные устройства, предохраняющие рабочего от стружки и брызг oxлаждающей жидкости. Система охлаждения снабжена быстросъемными отстойниками. Внешний вид станка отвечает современным требованиям промышленной эстетики.
Встраивание станка в автоматическую линию не предусмотрено.
Класс точности станка Н.
Правила и инструкция по эксплуатации, паспорт
Оператор, который обслуживает станок, должен помнить, что несет ответственность за работоспособность и техническое состояние оборудования, поэтому требуется придерживаться следующих правил:
- Перед запуском оборудования провести осмотр питающего кабеля, убедиться в отсутствии дефектов.
- Осмотреть систему охлаждения и ее подключения к устройству, проверить наличие жидкости для охлаждения.
- Запустить систему аспирации до работы на станке.
- Проверить режущие инструменты (запрещается касаться фрезы голыми руками).
- Убрать из рабочей зоны посторонние предметы или не подпускать некомпетентных во фрезерном деле людей.
- Надежно закрепить на рабочем столе заготовку либо листовой материал.
Эксплуатация начинается с соблюдения требований к рабочему процессу:
- Загрузить электронный материал в память станка или запустить его на смежном компьютере.
- Выставить параметры для фрезерования, например, траектория движения шпинделя, скоростные режимы, мощность, типы обработки, точки входа и окончания.
- Проверить корректность работоспособности концевых датчиков.
- Проверить головку шпинделя, он должен находиться в нулевых координатах.
- Перед началом работы надеть специальную защитную одежду и очки.
- Фрезер контролируется электроникой, но во время работы не стоит оставлять его без присмотра.
Окончание работы также должно производиться согласно следующим правилам:
- Завершение рабочего процесса станка оканчивается уборкой материалов со стола, возвращении шпинделя в нулевые координаты (если это не указывалось в программе на компьютере).
- Перед запуском следующего рабочего цикла производства или окончания производственного процесса на оборудовании осуществляется очищение стола от мусора, пыли, отходов.
- Отключить оборудование от электропитания.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного вертикального станка 6Р10.
Консольно-фрезерный станок требует соблюдения основных правил по технике безопасности и уходу за фрезером:
| Правила соблюдения техники безопасности | Рекомендации по уходу |
| запрещается касаться руками всех подвижных элементов во время работы станка; | регулярно производить очистку реек, направляющих, шестерен от пыли, стружек и прочих отходов, после уборки смазать все элементы; |
| одежда оператора должны соответствовать рабочему процессу; | производить контроль температуры и надавать ей повышать более 60 градусов, если станок располагается в неотапливаемом помещении, то не давать охлаждающей жидкости замерзнуть; |
| производить своевременную замену режущего инструмента после выключения станка из сети электропитания; | проверять состояние электрощитка; |
| остановку осуществлять кнопкой «СТОП», той же кнопкой исключить спонтанный запуск оборудования. | производить комплексную диагностику; |
| при ремонте использовать инструменты из основного комплекта (предоставляются после покупки станка в комплекте). |
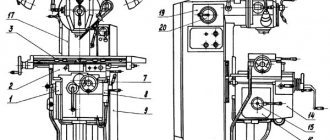
Расположение составных частей консольно-фрезерного станка 6Р10
Расположение составных частей фрезерного станка 6Р10
Перечень составных частей консольно-фрезерного станка 6Р10
- Механизм переключения перемещения консоли — 6Р80Г.42
- Салазки станков 6Р80Г и 6Р10 — 6Р80Г.50
- Стол — 6Р80Г.51
- Станина станков 6Р80Г и 6Р80 — 6Р80Г.10
- Хобот станков 6Р80Г и 6Р80 — 6Р80Г.11
- Охлаждение станков 6Р80Г и 6Р80 — 6Р80Г.60
- Гайка поперечной подачи — 6Р80Г.43
- Механизм переключения перемещения салазок — 6Р80Г.42
- Электрошкаф — 6Р80Г.70
- Главный привод станков 6Р80Г и 6Р80 — 6Р80Г.20
- Механизм переключения скоростей станков 61Р80Г и 6Р80 — 6Р80Г.22
- Подвеска станков 6Р80Г и 6Р80 — 6Р80Г.16
- Подвеска станков 6Р80Г и 6Р80 — 6Р80Г.13
- Консоль — 6Р80Г.40
- Механизм переключения подач — 6Р80Г.32
- Коробка подач — 6Р80Г.30
- Станина станка — 6Р10 — 6Р10.10
- Охлаждение станка 6Р10 — 6Р10.60
- Главный привод станка 6Р10 — 6Р10.20
- Механизм переключения скоростей станка 6Р10 — 6Р10.22
- Головка фрезерная станка 6Р10 — 6Р10.21
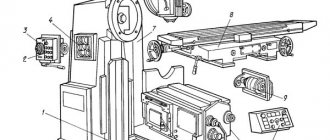
Расположение органов управления консольно-фрезерным станком 6Р10
Расположение органов управления фрезерным станком 6Р10
Перечень органов управления консольно-фрезерным станком 6Р10
- Рукоятка ручного перемещения консоли
- Рукоятка ручного перемещения салазок
- Рукоятка включения вертикальной подачи
- Кнопка включения быстрого перемещения стола, салазок и консоли
- Маховик ручного перемещения стола
- Червяк выборки люфта в паре винт-гайка стола
- Кран охлаждения
- Указатель нагрузки
- Рукоятка включения электросети
- Переключатель освещения
- Лампа сигнальная
- Кнопка «Стоп»
- Рукоятка зажима салазок
- Рукоятка включения поперечной подачи
- Кнопка «Пуск»
- Рукоятка зажима консоли
- Рукоятка включения электродвигателя подач
- Рукоятка включения электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка «Толчок шпинделя»
- Рукоятка включения перебора шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Винты зажима хобота
- Вал перемещения хобота
- Рукоятка включения продольной подачи
- Винты зажима стола
- Винты зажима поворотных салазок станка 6Р80
- Рукоятка установки величины подачи
- Рукоятка зажима гильзы шпинделя станка 6Р10
- Рукоятка перемещения гильзы шпинделя станка 6Р10
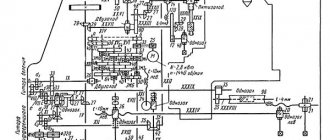
Схема кинематическая консольно-фрезерного станка 6Р10
Кинематическая схема фрезерного станка 6Р10
Пределы использования станков 6Р10
Пределы использования станков Полную величину указанных в паспорте ходов можно использовать только при отсутствии на столе станка деталей и устройств, ограничивающих перемещение стола. Например, при использовании круглого поворотного стола и при установке в шпинделе оправки с фрезой сокращается вертикальный ход стола; при установке делительной головки с гитарой сокращается продольный ход стола; при установке обрабатываемых деталей между столом и зеркалом станины сокращается поперечный ход стола.
Для использования полных механических перемещений стола необходимо установить выключающие упоры в крайние положения. При этом необходимо следить за работой перемещающихся узлов станка, чтобы исключить возможность их поломки.
При работе с механическим приводом делительная головка устанавливается на правом конце стола. Шпиндель делительной головки получает вращение от ходового винта стола через сменные шестерни гитары, для установки которых необходимо снять защитный кронштейн на правом конце стола.
Режим работы станка 6Р10
При высоких и средних числах оборотов шпинделя пределы использования станков ограничены, главным образом, допустимыми значениями скоростей резания для фрез и мощностью электродвигателя главного движения.
Если на некоторых режимах возникают вибрации, то рекомендуется изменить величину подачи на зуб или применить фрезы с неравномерным шагом и большим углом наклона стружечных канавок.
Работа торцевыми фрезами по стали
- Диаметр фрезы — 80 мм
- Число зубьев фрезы — 16
- Ширина фрезерования — 40 мм
- Глубина фрезерования — 3 мм
- Число оборотов шпинделя в минуту — 140 об/мин
- Скорость резания — 35 м/мин
- Подача — 280 мм/мин
- Подача на зуб — 0,12 мм
Для достижения высокой чистоты поверхностей и высокой точности размеров при работе фрезами из быстрорежущей стали рекомендуется работать при подаче на зуб S = 0,02..0,03 мм, при глубине фрезерования t = 0,3..0,5 мм и скорости резания V = 17..25 м/мин.
Пределы использования станков 6Р10
Пределы использования станков Полную величину указанных в паспорте ходов можно использовать только при отсутствии на столе станка деталей и устройств, ограничивающих перемещение стола. Например, при использовании круглого поворотного стола и при установке в шпинделе оправки с фрезой сокращается вертикальный ход стола; при установке делительной головки с гитарой сокращается продольный ход стола; при установке обрабатываемых деталей между столом и зеркалом станины сокращается поперечный ход стола.
Для использования полных механических перемещений стола необходимо установить выключающие упоры в крайние положения. При этом необходимо следить за работой перемещающихся узлов станка, чтобы исключить возможность их поломки.
При работе с механическим приводом делительная головка устанавливается на правом конце стола. Шпиндель делительной головки получает вращение от ходового винта стола через сменные шестерни гитары, для установки которых необходимо снять защитный кронштейн на правом конце стола.
Устройство и работа станка 6Р10
Главный привод станка 6Р10
Кинематические схемы главного привода станков 6Р80Г и 6Р80 одинаковы. Вращение шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. При перемещении блоков шестерен на валу II-II и переключении шестерен перебора на шпинделе получается 12 скоростей.
Кинематическая схема главного привода станка 6Р10 аналогична схеме станков 6Р80Г и 6Р80, только перебор размещен на отдельном валу и вместе со шпинделем встроен во фрезерную головку.
Привод подач станка 6Р10
Кинематическая схема привода подач одинакова для всех станков. Вращение валов VIII, IX, X, XI, XII, XIII привода подач осуществляется от электродвигателя.
Рабочая подача осуществляется при отключенной электромагнитной муфте. Вращение от коробки подач передается через обгонную муфту на вал консоли XIV.
Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, XIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.
Станина станка 6Р10
Станина станков состоит из основания, стойки, электрошкафа, кожуха и хобота с подвесками (на станке 6Р10 хобот и подвески отсутствуют).
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части — коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г и 6Р80 крепятся подвески, которые служат опорами для фрезерных оправок. Одна из подвесок имеет опору качения, другая — скольжения.
Особенностью станины станка 6Р10 является наличие фланца в верхней ее части для крепления фрезерной головки.
Коробка скоростей и шпиндель станка 6Р10
Коробка скоростей консольно-фрезерного станка 6р10
Привод шпинделя станков 6Р80Г и 6Р80 состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в сгонку станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники с посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники.
Привод шпинделя станка 6Р10 отличается наличием вала перебора и выдвижной гильзы, размещенных в корпусе фрезерной головки.
Консоль и коробка подач станка 6Р10
Коробка подач консольно-фрезерного станка 6р10
Привод подач размещен в консоли. Спереди, в нижнюю часть консоли, встроен фланцевый электродвигатель, с левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой — механизм перемещения салазок.
12-ступенчатая коробка кроме цепи рабочих подач имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 1 (рис. 15), исключающая возможность поломки шестерен при перегрузке.
На одном валу с предохранительной муфтой смонтированы электромагнитная муфта 2 и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
Рукоятка и маховик ручных перемещении стола в поперечном и вертикальном направлениях расположены на консоли спереди.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли. Направление движения рукоятки мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля «ласточкин хвост».
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки станка 6Р10
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт 1 (рис. 18) продольной подачи. В салазках находятся конические шестерни 2, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрен механизм выборки зазоров между резьбой ходового винта 1 и гаек 3 и 4.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
Электрооборудование фрезерного станка 6Р10
Электрооборудование, установленное на станке, рассчитано на напряжение силовой цепи 380 В, 50 Гц трехфазного переменного тока. В цепи управления применены следующие напряжения:
- цепь магнитных пускателей ~ 110 В
- цепь электродинамического торможения ~ 55 В
- цепь электромагнитной муфты — 24 В
- цепь местного освещения ~ 36 В
- цепь сигнальной лампы ~22 В
На станке установлены три трехфазных короткозамкнутых асинхронных электродвигателя. Технические данные электродвигателей приведены в перечне электроаппаратов к принципиальной электросхеме.
Описание работы электросхемы фрезерного станка 6Р10
Включением вводного автоматического выключателя А1 подается напряжение сети на зажимы А10, B10, C10, т. е. в первичные обмотки трансформаторов управления ТУ1, ТУ2, ТУЗ и на входные контакты магнитного пускателя КЛ.
Пуск станка в работу осуществляется нажатием кнопки КУ2 (символ !). При этом срабатывает магнитный пускатель КЛ, который, замкнув свои замыкающие контакты в силовой цепи, включает электродвигатели привода шпинделя ДШ, привода подачи ДП и электронасоса ДО.
Для раздельной работы электродвигателей ДШ, ДП, ДО имеются, соответственно, выключатели ПШ, ВП, ВН. Кроме того, выключатель ПШ предназначен для изменения направления вращения электродвигателя ДШ.
Останов станка осуществляется нажатием кнопки КУ1 (символ О). От нажатия последней отключается магнитный пускатель КЛ, который, в свою очередь, выключает все электродвигатели.
При нажатии кнопки КУ1 замыкающим контактом включается магнитный пускатель КТ, который совместно с промежуточным реле РП, замкнув свои замыкающие контакты в цепи торможения, подает в цепь статоров электродвигателей постоянный ток. Происходит электродинамическое торможение электродвигателей. Длительность торможения определяет нажатое состояние кнопки КУ1.
Для включения ускоренного перемещения стола имеется кнопка КУ4 (символ), от нажатия которой, при включенном магнитном пускателе КЛ, включается электромагнитная муфта МБХ.
Для кратковременного включения электродвигателей имеется кнопка КУЗ (символ Т).
Для включения местного освещения на светильниках установлены выключатели B01, B02.
Защита, блокировки и сигнализация фрезерного станка 6Р10
Защита электрооборудования станка от коротких замыканий в силовой цепи осуществляется автоматическими выключателями A1, A2 и в цепях управления — автоматическим выключателем A3 и предохранителями Пр1 — ПрЗ.
Защита от перегрузок электродвигателей привода шпинделя ДШ и электронасоса ДО осуществляется, соответственно, тепловыми реле РТ1 и РТ2. Защита от перегрузок электродвигателя привода подач ДП осуществляется автоматическим выключателем А2.
Минимальная защита электродвигателей обеспечивается магнитным пускателем КЛ.
Невозможность включения электродвигателей при открытой задней дверце станка обеспечивается концевым выключателем ВК.
При включенном положении рукоятки вводного выключателя нельзя открыть дверцу электрошкафа, а при открытой дверце — нельзя включить рукоятку вводного выключателя. Данная блокировка обеспечивается конструкцией рукоятки вводного выключателя. При необходимости включить вводной выключатель с открытой дверцей электрошкафа для ремонтных целей необходимо нажать на шток Е (рис. 5 и 6), выдвигающийся при открывании дверцы.
О наличии напряжения сети в электрических цепях станка при включенном вводном автоматическом выключателе А1 указывает сигнальная лампа ЛС.
После автоматического отключения вводного выключателя рукоятка его остается в положении «включено». Сигнальная лампа при этом гаснет. Для повторного включения необходимо отвести рукоятку в положение «Отключено» и затем переключить в положение «включено».
Технические характеристики консольного фрезерного станка 6Р10
| Наименование параметра | 6Р80г | 6Р80 | 6Р10 | 6Р80Ш |
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | П |
| Размеры рабочей поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 | 800 х 200 |
| Расстояние от оси шпинделя до поверхности стола, мм | 50..350 | 50..350 | — | 50..350 |
| Расстояние от торца шпинделя до поверхности стола, мм | — | — | 50..350 | 50..350 |
| Наибольшее расстояние от торца шпинделя до подшипника серьги, мм | 450 | 450 | — | 350 |
| Расстояние от оси шпинделя до хобота, мм | 123 | 123 | — | 123 |
| Расстояние от задней кромки стола до вертикальных направляющих станины, мм | 80..240 | 80..240 | 80..240 | 80..240 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | — | — | 265 | — |
| Шпиндель | ||||
| Частота вращения горизонтального шпинделя, об/мин | 50..2240 | 50..2240 | — | 50..2240 |
| Частота вращения вертикального шпинделя, об/мин | — | — | 50..2240 | — |
| Количество скоростей горизонтального и вертикального шпинделя | 12 | 12 | 12 | 12 |
| Перемещение пиноли (гильзы) шпинделя, мм | — | — | 60 | 60 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | — | — | 0,05 | 0,05 |
| Угол поворота фрезерной головки в продольной плоскости, град | — | — | ±45° | ±90° |
| Конец горизонтального шпинделя по ГОСТ 836-72 | 40 | 40 | — | 40 |
| Конец вертикального шпинделя по ГОСТ 836-72 | 40 | 40 | — | 40 |
| Шпиндель фрезерной головки | ||||
| Угол поворота фрезерной головки в поперечной плоскости, град | — | — | — | +30°-45 |
| Внутренний конус шпинделя фрезерной головки | — | — | — | Морзе 4 |
| Частота вращения шпинделя фрезерной головки, об/мин | — | — | — | 56..2500 |
| Количество скоростей шпинделя фрезерной головки | — | — | — | 12 |
| Стол. Подачи стола | ||||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 500 | 500 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 160 | 160 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 300 | 300 |
| Пределы поворота стола, град | — | — | ±45° | — |
| Пределы продольных подач стола (X), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы поперечных подач стола (Y), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы вертикальных подач стола (Z), мм/мин | 12,5..560 | 12,5..560 | 12,5..560 | 12,5..560 |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 12 | 12 | 12 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кг | ||||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель главного движения ДШ, кВт (об/мин) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) |
| Электродвигатель привода подач ДП, кВт (об/мин) | 0,8 (1360) | 0,8 (1360) | 0,8 (1360) | 0,8 (1360) |
| Электродвигатель насоса СОЖ ДО, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель фрезерной головки ДГ, кВт (об/мин) | — | — | — | 1,1 (1400) |
| Суммарная мощность всех электродвигателей, кВт | ||||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1525 х 1875 х 1515 | 1525 х 1875 х 1515 | 1435 х 1875 х 1750 | 1820 х 1875 х 1765 |
| Масса станка, кг | 1240 | 1260 | 1270 | 1340 |
- Фрезерные консольные станки 6Р80Г, 6Р80, 6Р10, 6Р80Ш. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1974
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации электрооборудования 6Р80Г.00.000 РЭ1, 1974
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Технические характеристики
Станок консольно-фрезерный версии 6Р10 обладает следующими техническими показателям:
| Характеристика | Измерение |
| Класс точности | Н |
| Размеры рабочей поверхности | 800 х 200 мм |
| Вес станка | 1270 кг |
| Габариты аппарата | длина — 1435 мм; |
| ширина — 1875 мм; | |
| высота — 1750 мм. | |
| Параметры пазов | число пазов — 3; |
| ширина — 14 мм; | |
| расстояние между ними 50 мм. | |
| Скорость перемещения рабочей поверхности | поперечное движение, продольное — 2300 мм/мин; |
| вертикальное -1120 мм/мин. | |
| Параметры шпинделя | 12 ступеней; |
| вертикальный шпиндель равен Морзе 4; | |
| вращение с частотой 56…2500 об/мин; | |
| цена деления лимба 0,05 мм; | |
| параметр пиноли по оси 60 мм; | |
| наибольший поворотный угол в продольной плоскости от -45 до +45 градусов. |