Включение, выключение и торможение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель KM1 и реле времени KT1, KT2. Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Для выключения шпинделя необходимо нажать кнопку SB4, отключаются пускатель KM1 и реле времени KT1, KT2. Через 1, 2 с включится пускатель K2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5, 6 с замыкающие контакты реле времени KT2 выключают пускатель K2, а K2 соответственно отключит динамическое торможение шпинделя.
Видео работы станка
Всё начинается с приобретения подходящего электрического моторчика. Однозначно, что предпочтение стоит отдать однофазному электродвигателю с напряжением питания 220 вольт переменного тока. Данные о напряжении питания электродвигателя, его мощности, ёмкости конденсатора и схема подключения берутся из технического паспорта. В данном случае был использован асинхронный однофазный электродвигатель ДКВ-4-2 с напряжением питания 220 вольт, мощностью 4 вата и скоростью вращения 2450 об/мин (ёмкость конденсатора марки МБГО 0,5 мкф на 600V). Его официальное предназначение – приводы кинопроекторов, светокопировальных машин прошлого века. В настоящее время встречается на воскресных «барахолках». Схема подключения ниже:
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SB9, включается пускатель K3 и электромагнит быстрого хода YA. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
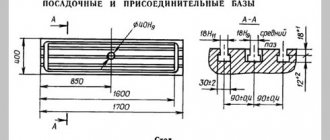
Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | П |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 |
| Рабочий стол | |
| Максимальная нагрузка на стол (по центру), кг | 140 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее продольное перемещение стола (по си X), мм | 250 |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 |
| Число ступеней рабочих подач стола | 9 |
| Число ступеней рабочих подач шпиндельной бабки | 9 |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 |
| Горизонтальный шпиндель | |
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 |
| Количество скоростей горизонтального шпинделя | 12 |
| Внутренний конус горизонтального шпинделя. | Морзе 4 |
| Диаметр оправок, мм | |
| Диаметр отверстия горизонтального шпинделя, мм | |
| Диаметр переднего подшипника горизонтального шпинделя, мм | |
| Торможение шпинделя | есть |
| Предохранение шпинделя от перегрузки (муфта) | есть |
| Сверлильно-фрезерная поворотная головка | |
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | |
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 |
| Фрезерно-расточная поворотная головка | |
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | |
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 |
| Привод | |
| Количество электродвигателей на станке | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Функциональное назначение
KM1 — подключает напряжение 380 В к приводу главного движения M1 и двигателю насоса охлаждения M2; KM2, KM3 — подключают напряжение 380 В к приводу подач M3; KM4, KM5 — подключают напряжение 380 В к двигателю механизма крепления инструмента; K2 — включает динамическое торможение шпинделя; K3 — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя; K5 — подготавливает цепь включения привода главного движения после зажима инструмента: KT1 — задает время вращения шпинделя после его выключения до включения торможения. KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
Особенности станка
Для аппарата предусмотрен довольно мощный двигатель, позволяющий устанавливать на нем режущий инструмент из быстрорежущей стали. Фрезерный агрегат может использоваться на линиях производств, в состав которых входит большое количество аппаратов.
Агрегат работает как в автоматическом, так и в полуавтоматическом режимах при настройке его главных узлов.
Популярность станка на небольших предприятиях обусловлена простотой его эксплуатации. Устройство имеет механизмы, которые легко поддаются регулировке при необходимости. Это позволяет использовать аппарат в жестких условиях. ВМ127 отличается неприхотливостью в использовании и быстро ремонтируется любым квалифицированным мастером.
Среди особенностей станка выделяются:
- оборудование аппарата смазывается автоматически;
- надежность агрегата в тяжелых эксплуатационных условиях;
- наличие сервоконтролерного привода подач, имеющего обратную связь;
- наличие возможности оснастить аппарат устройством цифровой индикации;
- возможность выполнять фрезерование при разных условиях за счет плавного регулирования скорости подач и мощного привода;
- функционирование системы смазывания элементов аппарата, работающей в полуавтоматическом режиме.
В устройстве аппарата имеются механизмы, существенно упрощающие процесс его применения. Это обеспечивают следующие элементы:
- автоматическая подача продольно-прерывистого типа;
- защитная муфта от перегрузок;
- упоры подачи, выключающие рабочие элементы агрегата;
- система блокирования включения подач;
- блокировка ручной и механической подач;
- система, осуществляющая торможение шпинделя.
Зажим инструмента
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим» и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально. Примечание: Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5 При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4 При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
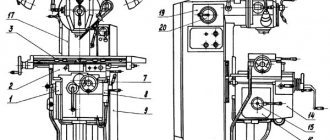
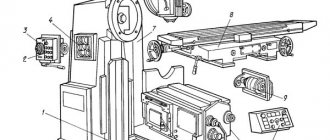
Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо: подать питание на станок включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах. Руководствуясь ими, можно будет выбрать требуемый режим работы
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.