По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Передняя бабка
Задняя бабка
Суппорт
Приводные валы
Рычаг переключения скоростей
Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Основные детали и узлы токарно-винторезного станка
Несмотря на разнообразие типов, конструкций и размерив станков токарной группы, они имеют общие узлы, и детали которые рассмотрим на примере современного токарно-винторезного станка, изображенного на рис.
Основными узлами токарно-винторезного станка являются станина, передняя
бабка, задняя бабка, коробка подач, фартук и суппорт.
Станина служит для монтажа на нее основных узлов станка, причем суппорт и задняя бабка могут перемещаться вдоль станины по направлению.
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей
вращения. В передней бабке смонтирована коробка скоростей и шпиндель.
Задняя бабка служит для поддержания другого конца обрабатываемой детали; используется также для установки сверла, зенкера, развертки и других инструментов.
Коробка подач станка предназначена для передачи вращения ходовому винту или ходовому валу, а также для изменения числа их оборотов.
Фартук служит для преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта.
Суппорт предназначен для перемещения резца, закрепленного в резцедержателе, в продольном, поперечном и наклонном направлениях.
Изображенный на рис. станок имеет ходовой вал и ходовой винт и называется токарно-винторезным. Свое название он получил потому, что на нем, помимо всех обычных токарных работ, можно нарезать резьбу резцом.
Станок без ходового винта называется просто токарным. На токарном станке можно производить различные токарные работы, кроме нарезания резьбы резцом.
СТАНИНА
Станина изготовляется из чугуна и состоит из двух продольных стенок соединенных для большей жесткости поперечными ребрами. На одном конце станины закрепляют переднюю бабку, а на другом устанавливают заднюю бабку. Заднюю бабку можно перемещать по направляющим вдоль станины и закреплять в требуемом положении. По направляющим станины перемещается также нижняя плита суппорте, называемая кареткой. Крайние направляющие станины , по которым перемещается каретка, обычно имеют призматическую форму. Одна из внутренних направляющих, по которой передвигают заднюю бабку имеет плоскую поверхность. Направляющие станины должны быть точно обработаны и строго прямолинейны и параллельны, так как от этого зависит точность обработки деталей.
ПЕРЕДНЯЯ БАБКА
Назначение передней бабки — закреплять обрабатываемую деталь и передавать ей вращательное движение.
Наиболее ответственной частью передней бабки является шпиндель. Шпинделем называется основной вал коробки скоростей. Шпиндель передает вращение обрабатываемой детали при помощи кулачкового или поводкового патрона, навертываемого на правый нарезанный конец шпинделя. Для приведения шпинделя во вращение, а также для изменения числа его оборотов в минуту в корпусе передней бабки имеется особый механизм.
В современных токарных станках таким механизмом является коробка скоростей. Она расположена внутри чугунного корпуса передней бабки и состоит из ряда
зубчатых колес, валов и других деталей.
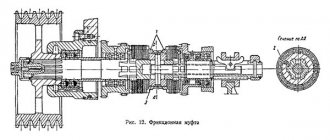
От электродвигателя при помощи ремня вращение передается на приводной шкив. Шкив свободно сидит на валу коробки скоростей. Внутри шкива находится муфта включения. Если посредством пусковой рукоятки включить муфту, то шкив соединится с валом коробки скоростей и приведет его во вращение.
На валу сидит блок зубчатых колес, который может перемещаться по шпонке вдоль вала при помощи рукоятки. В правом положении блока колесо сцепляется с колесом; в среднем положении — колесо с колесом и в левом положении — колесо с колесом. Колеса, сидящие на валу, жестко скреплены с этим валом. Заметим, что числа зубьев сцепляемых зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то, что вал имеет постоянное число оборотов, валу можно сообщить три различных числа оборотов в минуту в зависимости от того, какая пара зубчатых колес находится в сцеплении.
Колеса оцеплены соответственно с колесами , свободно сидящими на шпинделе. Чтобы шпиндель получил вращение, нужно сцепить находящуюся на нем двустороннюю зубчатую муфту с одним из зубчатых колес, для чего торцы их снабжены зубьями (кулачками). Муфта, перемещаемая рукояткой по шпонке шпинделя всегда соединена со шпинделем. Следовательно, соединение муфты с любым из двух колес вызывает соединение этого колеса со шпинделем.
Допустим, что муфта включена вправо. Это значит, что, вращение шпинделю передается через зубчатые колеса. При этом в соответствии с тремя положениями рукоятки шпиндель получает три различных числа оборотов. Если муфта включена влево, то передача происходит через другие колеса. В соответствии с теми же тремя положениями рукоятки шпиндель получает три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток, расположенных на наружной стенке передней бабки.
Как надо повернуть рукоятки для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной, к стенке передней бабки.
ЗАДНЯЯ БАБКА
Корпус задней бабки расположен на плите, передвигаемой по направляющим станины. В отверстии корпуса может продольно перемещаться пиноль с закрепленной в ней гайкой. С переднего конца пиноль снабжена коническим отверстием, в которое вставляется центр, а иногда хвостовая часть сверла или развертки. Перемещение пиноли производится посредством маховичка, вращающего винт; винт при вращении перемещает гайку, а вместе с ней и пиноль.
Чтобы при вращении маховичка пиноль не проворачивалась, она имеет (внизу) шпоночную канавку, в которую входит шпонка, заложенная в корпус задней бабки. Рукоятка служит для закрепления пиноли в корпусе бабки. Оси шпинделя станка и пиноли задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт. (Посредством винта можно смещать корпус относительно плиты в поперечном направлении, к чему прибегают иногда при точении пологих конусов.
Для обтачивания в центрах деталей разной длины перемещают плиту вместе с корпусом задней бабки вдоль станины и закрепляют в нужном положении зажимными болтами или с помощью эксцентрикового зажима и скобы. Рукояткой поворачивают эксцентриковый валик и отпускают или затягивают скобу, Отпустив скобу, передвигают заднюю бабку и, установив её в нужном положении, снова затягивают скобу.
Чтобы удалить задний центр из конического отверстия пиноли, вращают
маховичок таким образом, чтобы втягивать пиноль в корпус задней бабки до
отказа. В крайнем положении конец винта выталкивает центр.
МЕХАНИЗМ ПОДАЧИ
Движение подачи сообщается режущему инструменту с целью распространить
постепенно процесс резания на всю обрабатываемую поверхность детали.
Продольная подача направлена вдоль оси шпинделя станка; поперечная —перпендикулярно этой оси. Величиной подачи называется длина перемещения резца за один оборот шпинделя; измеряется она в миллиметрах.
Механическое движение подачи суппорт получает от ходового винта или ходового вала. Они, в свою очередь, приводятся в движение от шпинделя станка через ряд зубчатых колес.
На конце шпинделя закреплено зубчатое колесо, с которым посредством рычага можно сцеплять либо зубчатое колесо, либо зубчатое колесо. Зубчатое колесо находится постоянно в зацеплении с колесом и с колесом. Если, повернув рычаг вниз, сцепить с зубчатым колесом колесо, то вращение колесу будет передаваться через два промежуточных колеса. Повернув рычаг вверх, сцепляют колес непосредственно с колесом. В этом случае колесо 4 получит вращение только через одно промежуточное зубчатое колесо, следовательно, оно будет вращаться в ином направлении, чем в первом случае.
Рассмотренный механизм носит название трензеля. Он широко распространен в токарных станках старых типов и предназначен для изменения направления подачи. Если рычаг закрепить в среднем положении, то зубчатые колеса не сцепляются с колесом, и механизм подачи будет выключен.
Трензель обычно помещается внутри корпуса передней бабки. Конец вала, на котором сидит зубчатое колесо, выступает наружу. На него можно насадить колесо другое колесо, от которого вращение передается колесам иным колесам. От колеса получает вращение ходовой, винт или ходовой вал. Эти четыре зубчатых колеса являются сменными, т. е. их можно снимать со станка и заменять другими с иными числами зубьев.
Подбивая соответственным образом числа зубьев этих колес, можно получить требуемую скорость вращения ходового вала или ходового винта. Чтобы установленные зубчатые колеса могли сцепляться между собой, сначала передвигают ось колес вдоль прямого паза приклона гитары, пока колесо не войдет в зацепление с колесом. Затем закрепляют эту ось в пазу болтом и, поворачивая приклон, сцепляют колеса. Наконец, закрепляют гитару болтом. При установке сменных колес нужно оставлять возможно малый, но ясно ощущаемый при покачивании зазор между их зубьями. Плотное соединение может привести к поломке зубьев.
В станках, не имеющих коробки подач, зубчатое колесо обычно расположено на ходовом винте, сообщающем подачу суппорту. В более совершенных станках это колесо устанавливают на первом валике коробки подач.
Коробка подач служит для изменения скорости вращения ходового винта и ходового вала, т. е. для изменения величины подачи. Если станок не имеет коробки подач, то изменение величины подачи производят только сменой зубчатых колес на гитаре. Это весьма неудобно, так как отнимает много времени, но применяется этот способ и в современных токарных станках при нарезании точных резьб, помимо коробки подач.
Первый валик коробки подач получает вращение от сменных зубчатых колес гитары. Этот валик имеет длинную шпоночную канавку, в которой скользит шпонка зубчатого колеса, расположенного в рычаге. Рычаг несет ось, на которой свободно вращается зубчатое колесо, постоянно сцепленное с колесом (Посредством рычага колесо вместе с колесом можно перемещать вдоль валика; поворачивая рычаг, можно сцепить колесо с любым из десяти зубчатых колес, закрепленных на валике. Рычаг может занимать десять различных положений по числу зубчатых колес. В каждом из этих положений рычаг удерживается штифтом, входящим в одно из отверстий передней стенки
коробки подач.
При каждом положении рычага 4, благодаря сцеплению колеса 6 с каким-либо колесом из комплекта, получает другую скорость вращения валик. На правом конце этого валика, на шпонке, расположено передвижное зубчатое колесо имеющее на правом торце ряд выступов. В левом положении колесо сцеплено с колесом, закрепленным на ходовом валу. Если колесо сместить вправо вдоль валика, то оно выйдет из зацепления с колесом и торцовыми выступами сцепится с кулачковой муфтой, жестко сидящей на ходовом винте. При этом валик будет непосредственно соединен с ходовым винтом. При включении ходового винта ходовой вал остается неподвижным; наоборот, при включении ходового вала остается неподвижным ходовой винт.
На стенке коробки подач обычно имеется табличка, указывающая, какая подача или какой шаг резьбы получается при каждом из десяти положений рычага при определенном подборе зубчатых сменных колес гитары
СУППОРТ
Нижняя плита суппорта, называемая кареткой, или продольными салазками, может перемещаться по направляющим станины механически или вручную и дает резцу движение в продольном направлении. На верхней поверхности каретки имеются направляющие в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. По направляющим каретки могут перемещаться механически или вручную поперечные салазки, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На верхней поверхности поперечных салазок расположена поворотная часть суппорта. Отвинтив гайки, можно повернуть эту часть суппорта под нужным углом относительно направляющих станины и затем снова затянуть гайки. На верхней поверхности поворотной части имеются направляющие в форме ласточкина хвоста, по которым при вращении рукоятки могут перемещаться верхние салазки суппорта.
Резцедержатели. На верхних салазках суппорта установлен резцедержатель или резцовая головка, в которой винтами можно закрепить резец.
Резцедержатели бывают различных конструкций. На легких станках применяется одноместный резцедержатель. Он представляет собой цилиндрический корпус, в прорезь которого вставляется резец и закрепляется болтом. Резец опирается на подкладку, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно; поэтому его применяют главным образом для мелких работ. Более прочно закрепляют резец в резцедержателе. Резцедержатель, снабженный Т-образным сухарем, закрепляют на верхней части суппорта гайкой. Для регулирования положения режущей кромки резца по высоте в резцедержателе имеется подкладка, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец двумя болтами. Резцедержатель этого типа применяется как на малых, так и на крупных станках.
На средних токарных станках применяют преимущественно четырехгранную поворотную резцовую головку, позволяющую закрепить сразу четыре резца, которыми можно работать поочередно. Для этого нужно повернуть резцовую головку и поставить требуемый резец в рабочее положение. Перед поворотом резцовой головки необходимо ее открепить, повернув рукоятку, связанную с гайкой, сидящей на винте. После каждого поворота резцовую головку снова нужно зажать с помощью той же рукоятки.
На крупных токарных станках применяют одноместные резцедержатели. В этом случае резец устанавливают на плоскость верхней части суппорта и закрепляют планкой, затягивая гайку. Для предохранения винта от изгиба планка поддерживается винтом, опирающимся на башмак. При отвертывании гайки пружина приподнимает планку.
ФАРТУК
К нижней поверхности каретки прикреплен фартук, в котором находятся механизмы для преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта.
Поперечная подача резца производится перемещением поперечных салазок суппор-
та. Для этого рукояткой вращают винт, гайка которого скреплена с поперечными салазками. Маховичок служит для сообщения суппорту продольной подачи (вручную) по направляющим станины. Для более точного механического продольного перемещения суппорта пользуются ходовым винтом, с которым связана маточная гайка, установленная в фартуке суппорта. При нарезании резьбы обе половины гайки сближают при помощи рукоятки они захватывают нарезку винта, при вращении которого фартук, а вместе с ним и суппорт получают продольное перемещение.
Механизм для сдвигания и раздвигания половин разъемной гайки устроен следующим образом. На валике рукоятки закреплен диск с двумя спиральными прорезями, в которые входят пальцы нижней и верхней половин гайки. При повороте диска прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться, Обе половины гайки скользят по направляющим фартука, имеющим форму ласточкина хвоста. Ходовой винт и маточную гайку используют только при нарезании резьбы
При всех токарных работах, кроме нарезания резьбы резцом, продольная подача осуществляется при помощи жестко скрепленной со станиной зубчатой рейки и катящегося по ней зубчатого колеса, установленного в фартуке. Реечное колесо может получать вращение либо вручную, либо от ходового вала. В длинную шпоночную канавку вала входит шпонка сидящего на нем червяка. Вращаясь, червяк приводит в движение червячное колесо. Для включения механической продольной подачи нужно рукояткой соединить (с помощью муфты) червячное колесо с колесом. Последнее сообщит вращение сцепленному с ним колесу, а вместе с ним будет вращаться сидящее на том же валике реечное колесо. Это колесо катится по неподвижной рейке, приводя в движение фартук и супорт вдоль станины.
Рядом с червяком на ходовом валу, сидит коническое зубчатое колесо, шпонка которого также скользит в длинной шпоночной канавке ходового вала. Вращаясь вместе с валом, колесо приводит во вращение другое коническое колесо и цилиндрические колеса. Посредством кнопки можно колесо сцепить с колесом. Вместе с колесам приходам во вращение винта, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо выводят из зацепления с колесом, пользуясь той же кнопкой.
Ручная поперечная подача производится рукояткой, а ручная продольная — рукояткой через колеса и рейку.
Если включить механизм продольной подачи от ходового вала одновременно с замыканием маточной гайки на ходовом винте, то произойдет поломка механизма фартука или коробки подач. Чтобы предотвратить возможность такого неправильного включения, в станке имеется специальный механизм, называемый механизмом блокировки. Он исключает возможность поворота рукоятки и замыкания гайки, когда включена подача от ходового вала, или поворота рукоятки включения механической продольной подачи от
вала, если замкнута маточная гайка на ходовом винте.
3
Назначение задней бабки токарного оборудования
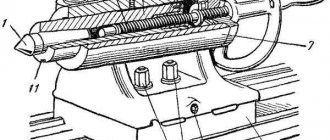
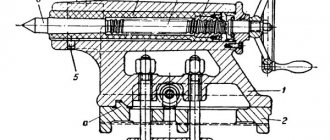
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Устройство станка
Если рассматривать чертеж домашнего токарного устройства, то, очевидно, что передняя бабка его состоит из таких элементов:
- клинообразного ремня;
- двухступенчатого шкива;
- шпинделя;
- шарикового подшипника.
Задняя бабка в токарном станке содержит следующие детали:
- корпус;
- центр;
- две рукоятки;
- пиноль;
- три винта;
- маховик;
- тяга;
- рычаг;
- гайка.
Нужно иметь в виду, что ведомый центр расположен на задней бабке и может быть как динамическим, так и стационарным. Такой центр можно выполнить из простого болта, заточенного на одном конце, придав конусообразную форму. Обрабатывают техническим маслом (солидолом), вставляют внутрь.Задняя бабка токарного станка по дереву делается аналогичным способом, используя такой же конусообразный болт с контргайкой.
Деталировка задней бабки
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.