Самодельный мини токарный станочек из профтрубы (почти как заводской)
В сегодняшнем обзоре автор с нами поделится личным опытом изготовления самодельного мини токарного станка.
Основой станка является квадратная профильная труба 60х60 мм (толщина стенки — 3 мм).
Размеры профтрубы выбран неслучайно — в нее идеально входит зажимной патрон диаметром 16 мм. В результате у нас получится довольно компактная передняя бабка.
Если использовать для изготовления передней бабки сверлильный патрон диаметром 13 мм, то в данном случае надо будет использовать профиль 50х50 мм.
Советуем также прочитать: как изготовить простой и компактный станочек для изготовления хомутов для арматурных каркасов .
Длина станины токарного станка составляет 22 мм, но при необходимости можно сделать ее и длиннее.
Способы крепления
Изготовление самодельного станка предполагает крепление специальными держателями двух типов, с разницей в том, как они крепятся непосредственно к раме. Если у двигателя шаговый тип, применяют безлюфтовые гайки и гибкие муфты, но народные умельцы придумывают и свои собственные приспособления из подручных материалов. Люфт гайки может устраняться специальными болтиками или соединителями. Необходимость разного рода креплений определяется и диаметром вала.
Свинцовый винт с гайкой
Производители предлагают несколько вариантов креплений. Целесообразность применения самодельного крепежа, учитывая наличие и низкую стоимость заводских крепежных деталей, не только низка, но и небезопасна.
Изготовление передней бабки токарного станка
Начинаем с изготовления передней бабки. В качестве шпинделя выступает сверлильный патрон.
К задней части сверлильного патрона нужно будет приварить стальную бобышку длиной 30 мм и диаметром 32 мм (внутренний диаметр — 17 мм).
Наружную поверхность бобышки автор проточил на токарном станке до диаметра 30 мм под подшипник 6906.
Выступающая часть стальной бобышки имеет диаметр 20 мм, и служит посадочным местом под шестеренку.
Переднюю часть сверлильного патрона необходимо проточить на токарном станке до диаметра 35 мм — под подшипник 6907.
Собираем все детали вместе, и получаем довольно компактный патрон-шпиндель (для нашего станка — это именно то, что нужно).
Корпус передней бабки состоит из трех основных деталей:
- фланец диаметром 80 мм;
- кусок профтрубы длиной 65 мм;
- квадратная пластина толщиной 8 мм.
Фланец имеет центрирующий ободок под профиль 60х60 мм, который имеет посадочное место под подшипник 6906.
Металлическая квадратная пластина забивается в торец профильной трубы (корпуса), и обваривается.
В этой пластине нужно будет сначала высверлить, а потом — расточить отверстие под передний подшипник.
К корпусу передней бабки привариваются пластины из толстого металла, в которых сверлятся крепежные отверстия.
Основные этапы работ
В станине токарного станка автор прорезал паз длиной чуть больше 10 см и шириной около 8 мм. Также по разметке надо просверлить крепежные отверстия.
Внутри станины с помощью винтов М6 крепится полоса металла толщиной 8 мм.
В профильной трубе и самой полосе мастер просверлил ряд отверстий с шагом 20 мм. В них нарезается резьба М8.
Передняя бабка крепится к станине с помощью четырех винтов М6. Для их затяжки снизу станины просверлены отверстия под шестигранник.
Также снизу станины необходимо просверлить отверстия под винты М4. С помощью винтов к станине крепится основание (стальная пластина толщиной 6 мм).
Размеры основания — 220х95 мм. В основании сверлим крепежные отверстия для крепления к столу или иной рабочей поверхности.
Следующую деталь автор изготовил из токарного резца (ее ширина — 17 мм). Данная деталь вставляется в станину, и крепится четырьмя винтами М4.
Изготовление продольной и поперечной подачи
Основная деталь продольной подачи изготовлена из профильной трубы 80х80 мм (с толщиной стенки — 4 мм).
От профильной трубы отрезается часть стенки с бортиками высотой 10 мм, к которой приваривается щечка с одной стороны. В щечке сверлим отверстие диаметром 8 мм — для прохода резьбы М8.
В детали, изготовленной из токарного резца, автор сверлит отверстие, соосное отверстию в щечке.
После этого просверленное отверстие нужно будет рассверлить до диаметра 14 мм и нарезать резьбу М16.
Резьбу М16 автор использовал для того, чтобы шаг подачи был побольше (1 оборот — 2 мм).
К подвижной площадке (с внутренней стороны) автор крепит квадратный пруток (регулируемый прижим).
Из куска профильной трубы 40х20 мм автор изготовил основу поперечной подачи. Прорезь в ней сделана под винт М6. Внутрь вставляется и приваривается удлиненная гайка М8.
Винтом поперечной подачи служит кусок шпильки М16. На конце сделана проточка диаметром М8 под ручку от старой швейной машинки.
Продольная подача прижимается к станине при помощи самодельного прижима, который располагается внутри станины.
Устанавливаем продольную подачу на основание, и крепим ее. Далее по тому же принципу изготавливается поперечная подача, но уже из куска профиля 50х50 мм (толщина стенки — 2,5 мм).
Сверху поперечной подачи крепится металлическая пластина толщиной 6 мм (служит для крепления резцедержателя).
Ходовой винт поперечной подачи сделан из шпильки М8. С одной из сторон сделана проточка и нарезана резьба М6 — для самодельного маховика.
Обработка винта
Основными деталями, на которых базируется винт в станке, стали опорные шейки и буртики. Исполнительной поверхностью у винта считается его резьба. Наибольшая точность в настольных тисках и любых других станках, имеющих такой винт, должна быть обеспечена между исполнительной поверхностью детали, а также основной базирующей поверхностью. Технологической базой при производстве ходового винта считается его центровое отверстие. По этой причине, для того чтобы избежать деформации, обработку всех этих поверхностей осуществляют с использованием подвижного люнета. Применение этой детали определяет специфику обработки ходового винта.
Здесь также важно отметить, что винт с разным классом точности, обрабатывается до различных величин. Детали, которые будут принадлежать к 0,1 и 2 классу точности обрабатывают до 5-го квалитета. Винты, принадлежащие к 3-му классу точности, проходят обработку до 6-го квалитета. Винты, относящиеся к 4-й категории, обрабатываются также до 6-го квалитета, но при этом у них имеется поле допуска по наружному диаметру.
Сборка всех элементов конструкции
Станину прикручиваем к основанию. Устанавливаем переднюю бабку, а затем продольную и поперечную передачу.
В качестве привода используется электромотор 775 на 80W.
На последнем этапе останется только изготовить заднюю бабку, и закрепить ее на станине токарного станка.
Подробный обзор можно посмотреть в авторском видеоролике (с YouTube канала I.V. Мне интересно).
Как использовать токарный станок по металлу
Современный промышленный станок обладает рядом характеристик, которые позволяют совершать множество различных операций. Такое устройство оснащается числовым программным устройством и имеет сложную конструкцию. Для токарного станка своими руками не нужно такое количество функций. Достаточно сделать универсальную механическую установку, которая будет удобно размещаться на столе в гараже.
Основные работы, выполняемые на самодельном фрезерном оборудовании:
Памятка по технике безопасности при работе на токарных станках
- обработка внутренней поверхности, рассверливание заготовки;
- вытачивание конуса, канавки;
- нарезка резьбы;
- фасонная обточка;
- подрезка уступов и острых краев;
- обточка цилиндров.
Токарный станок по металлу применяется для обработки гаек, втулок, муфт, шкивы, валов и зубчатых колес. Из таких деталей получаются заготовки, которые позволяют создавать или усовершенствовать различные механизмы. В зависимости от применяемого оборудования, на агрегате модно обрабатывать изделия не только из металла, но и деревянные или пластиковые заготовки.
Показатели качества винта
Винт, как очень важная деталь, должен соответствовать множеству требований. Для того чтобы его можно было использовать, к примеру, в настольных тисках, он должен подходить по таким параметрам, как: диаметральный размер, точность профиля и точность шага резьбы, соотношение резьбы винта с его опорными шейками, износостойкость, толщина нитки резьбы. Также важно отметить, что в зависимости от степени точности перемещения, которую обеспечивают винты, их можно разделить на несколько классов точности от 0 до 4. К примеру, ходовые винты металлорежущих станков должны соответствовать классу точности от 0 до 3. 4 класс точности не подходит для использования в таком оборудовании.
Читать также: Станок дип 300 схема
Конструкция токарного станка
Токарный станок по металлу своими руками является полноценным оборудованием с силовым агрегатом, он имеет большой вес и создает вибрацию. Прежде, чем мастерить такое устройство, необходимо тщательно продумать конструкцию всех деталей.
Мини-станок для домашнего использования имеет 4 основных элемента:
- Рама.
- Суппорт и резцедержатель.
- Передняя и задняя бабка.
Этот узел предназначен для фиксации всего оборудования в жестком положении. Являясь основой, станина должна быть прочной и не давать перекоса. Станок можно размещать на столе или изготовить напольный вариант, увеличив длину опоры. Выполняют такую литую станину из швеллеров и металлических уголков. Соединение элементов каркаса производят сваркой или крепят болтами.
Суппорт
Такой элемент удерживает режущее устройство и способен перемещаться в заданном направлении и плоскости для эффективной обработки заготовок. При необходимости создания сложных и нестандартных поверхностей следует уделить особое внимание креплению этого узла. Для плавного движения в горизонтальном направлении применяют винтовой механизм в фартуке. Суппорт остается подвижным, но при необходимости его можно зафиксировать. Резцы в резцедержателе должны плотно зажиматься, люфты увеличивают травмоопасность во время работы.
Устройство фартука токарно-винторезного универсального станка
Фартук токарно-винторезного станка жестко крепится к переднему торцу каретки суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение суппорта (подачу) вдоль направляющих станины. Движение от ходового валика используется также для механического перемещения поперечных салазок.
Ходовой винт используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта (движение подачи) с помощью разъемной маточной гайки. Скорость вращения ходового винта, следовательно, скорость подачи, регулируется коробкой подач токарного станка.
Ходовой валик используется при выполнении всех остальных токарных работ. Вращательное движение ходового валика преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке, зубчатой рейки закрепленной на станине и сцепленного с рейкой зубчатого колеса. Это колесо может получать вращение либо механически – от ходового вала, либо вручную от вращения рукоятки (маховичка).
Механизмы в фартуке могут преобразовывать вращательное движение ходового валика в поступательное движение (механическую подачу) поперечных салазок суппорта.
Для ускоренного движения суппорта используется отдельный электродвигатель, который вращает ходовой валик с повышенной скоростью.
Смазку всех приводных частей, подшипниковые опоры и направляющие суппорта и каретки обеспечивает плунжерный насос. Он смонтирован и нижней крышке фартука и приводится в действие от вала червячной шестерни.
Смазка ходового винта производится при помощи ручной масленки при включенной маточной гайке.
Пошаговая сборка токарного оборудования своими руками
Самодельный токарный станок состоит из деталей, которые можно найти в гараже или мастерской. Прежде чем приступать к обработке и сборке аппарата, необходимо тщательно продумать конструкцию и характеристики агрегата, его расположение в мастерской.
Необходимые материалы
В качестве материалов можно использовать подручные средства:
- сварная рама (заменит литую станину);
- силовой агрегат – любой двигатель с электроприводом мощностью 800-1500 Вт от бытовой техники (хороший вариант – асинхронный двигатель);
- в качестве приводного камня можно использовать ремни разной длины;
- винты и гайки для крепления конструкции;
- направляющие, салазки из стального прута;
- шпиндель и задняя бабка (лучше найти готовые детали, но можно изготовить их из профильной трубы или куска металлического листа);
- винты подачи — для токарного станка своими руками подойдут длинные пруты с резьбой продольного и поперечного направления;
- подшипники качения в качестве элементов вращения;
- шквалы разного диаметра;
- стальная пластина толщиной не менее 8 мм — для суппорта и резцедержателя.
Где взять проект токарного станка
Стандартные размеры токарного оборудования: 115x62x18 см. Такие параметры считаются оптимальными для работы.
Чертеж самодельного токарного станка
Процесс изготовления
Изготовление токарного станка по металлу своими руками проводят в соответствии с пошаговым руководством для основных узлов:
На рисунке показано где и на каком месте должны быть расположены детали правильно
- Формирование рамы по данным чертежа. Трубы нарезают и сваривают между собой, важно чтобы углы были ровными.
- Создание боковых стоек (для этого лучше воспользоваться другим фрезерным станком).
- Сбор опорной установки, соединение стоек с направляющими, монтаж дистанционных втулок по бокам.
- Фиксация втулок для задней бабки. Если использовать эти детали разного размера, можно добиться большего хода.
- Создание площадки для суппорта.
- Монтаж ходового винта, крепление на него штурвала и нониуса.
- Монтаж площадки передней бабки.
- Крепление к станку бабок.
- Создание суппорта и резцедержателя.
- Формирование подрамника двигателя.
- Установка силового агрегата и его подключение к электросети.
- Пробный запуск на холостом ходу.
Токарный станок по металлу своими руками довольно легко сделать. Важно сохранить параметры конструкции, обеспечить жесткое соединение и выбрать подходящий электродвигатель.
Из чего изготавливают гайки и их износ?
Наиболее распространенными материалами для производства этого вида деталей стали алюминиево-железистые бронзы, по нормам станкостроения МТ 31-2. Кроме этого материала, может также использоваться антифрикционный чугун, как заменитель для неответственных винтовых передач.
Здесь важно добавить, что гайка изнашивается намного быстрее, чем непосредственно ходовой винт. Для этого есть несколько причин:
- резьба гайки плохо защищена от любого вида загрязнений, а также ее довольно трудно очищать от этих ненужных элементов;
- часто случается так, что этот элемент изначально плохо смазывается и это сильно сказывается на сроке службы;
- при зацеплении гайки с винтом получается так, что у второго элемента работают одновременно все витки, а вот у винта лишь те, что находятся в сцепке с гайкой.
По этим причинам винты с гайкой должны проверяться чаще, поскольку износ гайки наступает довольно быстро.
Как сделать самодельный суппорт для токарного станка своими руками?
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
§ 21. Приемы работы на токарно-винторезном станке
Одна из наиболее распространенных токарных работ — это обработка наружных цилиндрических поверхностей. Ее выполняют проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7. 12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на глубину резания, равную 0,025 мм (т. е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба α подачи резца определяют по формуле: αпоперечное = (D — d) : 0,05, где D — диаметр заготовки, d — диаметр детали.
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезание торца заготовки. Для этого применяют различные резцы.
При подрезании торца проходным (рис. 72, а, б, в) или подрезным (рис. 72, г) резцом его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1. 2 мм влево (т. е. устанавливают глубину резания 1. 2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1. 2 мм или любую другую величину можно с помощью лимба продольной подачи. Цена деления этого лимба — 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: αпродольное = l : 0,5, где i — необходимая длина перемещения каретки.
Рис. 72. Подрезание торцов проходными (а, б, в) и подрезным резцами
Если на торце детали есть отверстие, то подрезку торца можно проводить от центра детали при подаче резца на себя (рис. 72, в).
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в четыре-пять раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2. 3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла переходит в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты. Эти брикеты вместе с металлоломом используют при выплавке стали и других металлов и сплавов.
Правила безопасной работы
- Измерить размеры детали, убирать стружку, чистить и смазывать станок можно только после его полного отключения.
- Стружку нужно убирать только при помощи крючка и щетки.
Практическая работа №21
Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6
- Установите и закрепите заготовку в патроне и проходной резец в резцедержателе.
- Подведите резец к заготовке таким образом, чтобы его вершина находилась левее торца заготовки на 8. 10 мм и на расстоянии 2. 3 мм от ее поверхности.
- Включите вращение шпинделя и аккуратно подведите резец к заготовке до появления на ее поверхности чуть приметной круговой риски. Переместите резец вправо на расстояние 8. 10 мм от торца заготовки и выключите станок.
- Придерживая левой рукой рукоятку поперечного перемещения суппорта, правой поверните кольцо лимба до совмещения его нулевого штриха с риской на неподвижной втулке.
Двумя руками поверните рукоятку поперечного перемещения суппорта на необходимое (предварительно подсчитанное вами) число делений лимба.
- Включите вращение шпинделя. Обточите заготовку на длине 3. 5 мм с ручной подачей суппорта. Отведите резец от заготовки, повернув рукоятку поперечной подачи против часовой стрелки на пол-оборота, и переместите его вправо в исходное положение.
- Выключите станок и измерьте полученный диаметр заготовки штангенциркулем. Если диаметр больше требуемого, подсчитайте, на сколько делений нужно подать резец, чтобы получить требуемый диаметр. Включите станок и снимите стружку на пробном участке. Действия повторите до получения заданного размера.
- При получении нужного диаметра обточите заготовку по всей длине с ручной или механической подачей резца. Отведите резец от обрабатываемой поверхности на себя и вправо в исходное положение.
Практическая работа № 22
Подрезание торца и сверление заготовки на станке ТВ-б
- Установите и закрепите резец в резцедержателе.
- Включите станок и подрежьте торец заготовки (см. рис. 72) с помощью поперечной подачи резца. Выключите станок, снимите деталь, закрепите ее в тисках и зачистите получившийся в центре торца уступ. Проверьте прямолинейность торца, приложив к нему линейку.
- Установите деталь в трехкулачковый патрон станка. Закрепите центровое сверло (или короткое сверло малого диаметра) в патроне, установленном в пиноли задней бабки. Включите станок и, вращая маховик задней бабки, просверлите (зацентруйте) торец на глубину 2. 3 мм. Извлеките патрон из пиноли задней бабки.
- Установите и закрепите спиральное сверло в пиноли задней бабки. Отметьте мелом на сверле требуемую глубину сверления. Включите вращение шпинделя и просверлите в заготовке отверстие на заданную глубину, вращая маховик задней бабки по часовой стрелке. Выведите сверло из отверстия и выключите станок.
- Измерьте глубину просверленного отверстия.
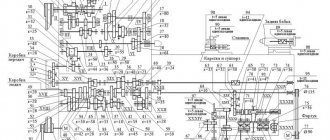
Описание режимов работы фартука станка
Рис 9. Схема фартука токарно-винторезного станка
Продольная подача каретки суппорта
Продольная подача суппорта станка при выполнении всех токарных работ, кроме нарезания резьбы резцом, осуществляется при помощи закрепленной на станине зубчатой рейки 14 и катящегося по ней зубчатого колеса 17. Это колесо может получать вращение либо механически – от ходового вала 1, либо вручную от вращения рукоятки. Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка сидящего на нем червяка 9. Вращаясь, червяк приводит в движение червячное колесо 8. Для включения механической продольной подачи нужно рукояткой 11 соединить (с помощью муфты) червячное колесо с колесом 10. Последнее сообщит вращение колесу 15, а вместе с ним будет вращаться сидящее на том же валике реечное колесо 17. Это колесо катится по неподвижной рейке 14, приводя в движение фартук и каретку суппорта вдоль станины.
Ручная продольная подача производится рукояткой 13 через колеса 12, 15, 17 и рейку 14.
Поперечная подача салазок суппорта
Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом валу сидит коническое зубчатое колесо 7, шпонка которого также скользит в длинной шпоночной канавке 2 ходового вала 1. Вращаясь вместе с валом, колесо 7 приводит во вращение другое коническое колесо 4 и цилиндрические колеса 5, 3, 6 и 21. Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18.
Ручная поперечная подача производится рукояткой 16.
Нарезание резьбы на токарно-винторезном станке
Рис. 10. Устройство разъемной гайки (маточной гайки) токарно-винторезного станка
Для продольного перемещения суппорта при нарезании резьбы пользуются ходовым винтом 22, с которым связана разъемная гайка (маточная гайка) 23, установленная в фартуке.
Устройство разъемной гайки показано на рис. 10. При нарезании резьбы обе половины гайки 23 сближают при помощи рукоятки 25; сближаясь, они захватывают нарезку винта 22, при вращении которого фартук, а вместе с ним и суппорт с резцом получают продольное перемещение. Для сдвигания и раздвигания половин разъемной гайки на валике рукоятки 25 закреплен диск 24 с двумя спиральными прорезями 26, в которые входят пальцы 27 нижней и верхней половины гайки 23. При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
§ 21. Приемы работы на токарно-винторезном станке
Одна из наиболее распространенных токарных работ — это обработка наружных цилиндрических поверхностей. Ее выполняют проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7. 12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на глубину резания, равную 0,025 мм (т. е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба α подачи резца определяют по формуле: αпоперечное = (D — d) : 0,05, где D — диаметр заготовки, d — диаметр детали.
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезание торца заготовки. Для этого применяют различные резцы.
При подрезании торца проходным (рис. 72, а, б, в) или подрезным (рис. 72, г) резцом его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1. 2 мм влево (т. е. устанавливают глубину резания 1. 2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1. 2 мм или любую другую величину можно с помощью лимба продольной подачи. Цена деления этого лимба — 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: αпродольное = l : 0,5, где i — необходимая длина перемещения каретки.
Рис. 72. Подрезание торцов проходными (а, б, в) и подрезным резцами
Если на торце детали есть отверстие, то подрезку торца можно проводить от центра детали при подаче резца на себя (рис. 72, в).
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в четыре-пять раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2. 3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла переходит в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты. Эти брикеты вместе с металлоломом используют при выплавке стали и других металлов и сплавов.
Правила безопасной работы
- Измерить размеры детали, убирать стружку, чистить и смазывать станок можно только после его полного отключения.
- Стружку нужно убирать только при помощи крючка и щетки.
Практическая работа №21
Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6
- Установите и закрепите заготовку в патроне и проходной резец в резцедержателе.
- Подведите резец к заготовке таким образом, чтобы его вершина находилась левее торца заготовки на 8. 10 мм и на расстоянии 2. 3 мм от ее поверхности.
- Включите вращение шпинделя и аккуратно подведите резец к заготовке до появления на ее поверхности чуть приметной круговой риски. Переместите резец вправо на расстояние 8. 10 мм от торца заготовки и выключите станок.
- Придерживая левой рукой рукоятку поперечного перемещения суппорта, правой поверните кольцо лимба до совмещения его нулевого штриха с риской на неподвижной втулке.
Двумя руками поверните рукоятку поперечного перемещения суппорта на необходимое (предварительно подсчитанное вами) число делений лимба.
Практическая работа № 22
Подрезание торца и сверление заготовки на станке ТВ-б
- Установите и закрепите резец в резцедержателе.
- Включите станок и подрежьте торец заготовки (см. рис. 72) с помощью поперечной подачи резца. Выключите станок, снимите деталь, закрепите ее в тисках и зачистите получившийся в центре торца уступ. Проверьте прямолинейность торца, приложив к нему линейку.
- Установите деталь в трехкулачковый патрон станка. Закрепите центровое сверло (или короткое сверло малого диаметра) в патроне, установленном в пиноли задней бабки. Включите станок и, вращая маховик задней бабки, просверлите (зацентруйте) торец на глубину 2. 3 мм. Извлеките патрон из пиноли задней бабки.
- Установите и закрепите спиральное сверло в пиноли задней бабки. Отметьте мелом на сверле требуемую глубину сверления. Включите вращение шпинделя и просверлите в заготовке отверстие на заданную глубину, вращая маховик задней бабки по часовой стрелке. Выведите сверло из отверстия и выключите станок.
- Измерьте глубину просверленного отверстия.
Принципы токарной обработки материалов
Токарная обработка материалов заключается в обработке тел вращения режущим инструментом, движущимся вдоль оси вращения заготовки. При поступательном движении резца, с поверхности заготовки снимается слой материала. Исторически сложилось так, что обработка «круглых» деталей требовалась практически во всех отраслях народного хозяйства. Первые токарные станки были очень примитивные: заготовку вращали при помощи ножного привода, а режущий инструмент держали в руках с упором на подставку. На таких станках можно было обрабатывать только мягкие материалы, например, такие как дерево. Токарный станок Петра I.
В конце 19 века, с появлением машин, стали использовать паровые, а затем и электрические двигатели для вращения обрабатываемых деталей. Важным достижением того времени явилось то, что были разработаны и внедрены держатели режущего инструмента. Инструмент закреплялся в специальной обойме, а обойму оператор мог перемещать как параллельно, так и перпендикулярно заготовке, вращая определённые ручки. Такие приспособления стали называться «суппорт токарного станка».
Токарный станок начала 20 века.
Современные токарные станки позволяют в автоматическом режиме перемещать режущий инструмент в заданных направлениях. К достоинствам современных токарных станков относится так же возможность нарезания резьбы практически любого профиля и заданной точности. Поэтому современные станки называются «Токарно-винторезные станки».
Устройство и основные узлы токарного станка.
Большинство токарных станков имеют практически одинаковую конструкцию и различаются только габаритами и расположением органов управления. На рисунке показан типовой токарный станок и его основные узлы. Ось токарного станка
— виртуальная ось, проходящая через ось вращения заготовки параллельно станине.
Передняя тумба и задняя тумба
— литые чугунные тумбы, служащие подставками для узлов и механизмов станка. В настольных станках тумбы не используются.
Станина
— основная часть, остов токарного станка. Станину, обычно, изготавливают цельнометаллической путём отливки из чугуна. Станина крепится к тумбам станка. Большой вес станины снижает вибрации от электропривода станка и вибрации, возникающие в процессе обработки деталей. В нижней части станины, внутри или сзади токарного станка устанавливается двигатель электропривода.
Электрический шкаф
— шкаф, внутри которого расположены элементы электрической схемы станка, а на наружной панели включатели главного электродвигателя, компрессора для охлаждающих жидкостей, вольтметр и индикаторные лампочки.
Передняя бабка
— заключает в себя набор шестерён, рычагов, валов и механизмов для изменения скорости вращения заготовки и скорости подачи режущего инструмента.
Гитара
— составная часть передней бабки, в которой расположены сменные шестерни для настройки привода инструмента при нарезании резьбы (в современных станках смена шестерён не требуется).
Шпиндель
— основной вал вращения заготовки. На шпинделе могут устанавливаться крепёжные приспособления, такие как патрон, центр, цанга и тому подобные.
Патрон
— наиболее распространённое крепёжное приспособление для заготовок.
Суппорт
— приспособление для крепления обрабатывающего инструмента и перемещения инструмента в заданных направлениях.
Фартук
— передняя крышка суппорта.
Задняя бабка
— приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы и прочих приспособлений.
Передняя бабка
На фронтальной поверхности передней бабки расположены рычаги переключения скорости вращения шпинделя и скорости подачи режущего инструмента. Шильдики
— пояснительные таблички. На токарных станках, на шильдиках указаны зависимость скорости перемещения или вращения узлов станка от выбранных положений рукояток установки.
Рукоятки установки скорости шпинделя
— в зависимости от положения этих рукояток изменяется скорость вращения шпинделя. Рукоятки можно перемещать только на остановленном станке.
Делительный рычаг
— Рычаг переключения скорости вращения шпинделя. Рычаг имеет три положения. В крайнем левом положении шпиндель станка вращается с нормальной скоростью установленной рукоятками установки скорости шпинделя. В вертикальном (нейтральном) положении шпиндель не вращается. В крайнем правом положении шпиндель вращается со скоростью в 10 раз ниже заданной. Переключать этот рычаг можно только на остановленном станке.
Рукоятки установки скорости подачи
— этими рукоятками устанавливается скорость перемещения режущего инструмента при обработке деталей, а так же перемещение режущего инструмента за один оборот шпинделя при нарезании резьбы. Рукоятки можно перемещать только на остановленном станке.
Шпиндель
— стальная толстостенная труба. Шпиндель служит для передачи вращения от электропривода, через систему шестерён, к обрабатываемой детали. Входная часть шпинделя на поверхности имеет резьбу для установки крепёжных патронов, а входное отверстие имеет форму конуса для установки центров или других крепёжных приспособлений. Следует заметить, что у разных моделей станков, число и положение рукояток настройки скорости вращения и перемещения могут отличаться от показанных на рисунке. Для конкретной модели токарного станка следует внимательно ознакомиться с обозначениями на шильдиках или прочитать инструкцию по эксплуатации станка.
Задняя бабка
Задняя бабка
— приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы; свёрл или сверлильного патрона при сверлении отверстий.
Основание
— деталь задней бабки, её остов. Основание а, следовательно, и вся задняя бабка, может свободно перемещаться в горизонтальной плоскости по станине вдоль оси станка. На основании крепится корпус задней бабки.
Корпус задней бабки
— узел, содержащий в себе функциональные механизмы задней бабки.
Винт регулировки положения задней бабки
— предназначен для небольшого перемещения корпуса задней бабки в горизонтальной плоскости в поперечных направлениях. Используется в случаях, когда нужно совместить центр заготовки с центром задней бабки (сделать соосными) или при обработке конических деталей.
Пиноль
— подвижной стальной цилиндр. Входное отверстие пиноли имеет коническую форму и предназначено для крепления оправок, приспособлений, центров и тому подобное, в зависимости от выполняемой работы.
Рукоятка фиксации пиноли.
При работе токарного станка могут возникать вибрации, которые приводят к самопроизвольному перемещению пиноли. Чтобы зафиксировать пиноль в заданной позиции и служит ручка фиксации.
Колесо перемещения пиноли
— при вращении этого колеса по часовой стрелке, пиноль выезжает из корпуса задней бабки, а при вращении колеса против часовой стрелки, пиноль заходит внутрь корпуса задней бабки.
Рукоятка фиксации задней бабки.
Для перемещения задней бабки вдоль станины рукоятку фиксации следует отпустить (сдвинуть рукоятку назад). Для фиксации задней бабки, после её перемещения, ручку фиксации следует потянуть на себя до упора. При этом задняя бабка будет зафиксирована в нужном положении и не сможет самопроизвольно перемещаться по станине вследствие нагрузок на пиноль или паразитных вибраций.
Суппорт
Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента. Поворотный резцедержатель
— приспособление для закрепления и смены режущего инструмента.
Ручка крепления резцедержателя
— предназначена для смены режущего инструмента. Для смены инструмента ручку поворачивают против часовой стрелки (от себя), при этом затяжная головка ослабляет фиксацию резцедержателя и происходит его поворот. Для фиксации резцедержателя следует повернуть ручку крепления резцедержателя по часовой стрелке (на себя) до упора.
Верхние салазки
— механизм перемещения резцедержателя в заданном направлении. Верхние салазки можно поворачивать (в параллельной плоскости) относительно оси станка на заданный угол. Об этом будет подробно рассказано в теме «Обработка конических поверхностей».
Рукоятка перемещения верхних салазок
— вращение этой рукоятки перемещает верхние салазки в горизонтальной плоскости.
Поперечные салазки
— предназначены для перемещения режущего инструмента в горизонтальной плоскости строго перпендикулярно оси станка.
Рукоятка перемещения поперечных салазок
— вращение этой рукоятки по часовой стрелке приводит к перемещению поперечных салазок вперёд (к оси станка), а против часовой стрелки назад (от оси станка).
Продольные салазки
— устройство перемещения режущего инструмента строго параллельно оси станка.
Колесо перемещения продольных салазок
— вращение этого колеса против часовой стрелки приводит к горизонтальному перемещению режущего инструмента справа налево, а по часовой стрелке — слева направо.
Включатель винтовой подачи
— используется только при нарезании резьбы резцом. Во всех остальных режимах обработки деталей этот включатель заблокирован.
Переключатель подач
— многопозиционный рычаг для включения автоматического перемещения режущего инструмента в заданном направлении. В положении 0 — (нейтраль) суппорт стоит на месте; в положениях 1 или 2 перемещаются поперечные салазки (вперёд или назад соответственно); в положении 3 или 4 перемещаются продольные салазки (влево или вправо соответственно). Переключатели подач могут иметь и другую конструкцию, например, иметь два рычага. Один включает продольную, а другой поперечную подачи.
Приводные валы и механизмы
Для автоматического перемещения элементов суппорта, а так же для оперативного включения и выключения вращения шпинделя в токарном станке предусмотрено несколько приводных валов и соответствующих механизмов. Механизмы включения — выключения различных приводов находятся в суппорте под фартуком.
Вал включения шпинделя
— имеет на себе две ручки включения шпинделя. Одна ручка расположена слева от оператора станка, а вторая справа. Обе ручки жёстко закреплены на валу. При перемещении любой из этих ручек вверх происходит включение станка, и шпиндель начинает вращаться против часовой стрелки (рабочее, прямое вращение). В среднем положении ручек — станок выключен. При перемещении ручек вниз шпиндель начинает вращаться по часовой стрелке (обратное вращение).
Зубчатая рейка
— составная часть механизма ручного перемещения суппорта в продольном направлении. При вращении колеса перемещения продольных салазок происходит зацепление зубчатого колеса связанного с осью вращения колеса и зубчатой рейкой, при этом происходит перемещение суппорта.
Вал подачи
— Этот вал предназначен для автоматического перемещения режущего инструмента. Вал по всей рабочей длине имеет продольный паз, служащий для зацепления с механизмом перемещения. При работающем станке этот вал постоянно вращается. Ручкой переключения подач включается механизм выбранного перемещения.
Вал резьбовой (Винт)
— предназначен для привода суппорта в продольном направлении при нарезании резьбы резцом. Вращение этого вала происходит только в режиме нарезания резьбы.
Лимбы
Лимб — это кольцо (или плоская шайба) с нанесёнными на его поверхности рисками, расположенными на равных расстояниях друг от друга. На определённом интервале, например через каждые 10 рисок, нанесены цифры, указывающие определённую величину градуировки лимба. Лимб может быть отградуирован в миллиметрах, градусах или других метрических величинах.
На рисунке показан лимб, расположенный на механизме перемещения поперечных салазок. Вращение лимба происходит совместно с вращением рукоятки перемещения инструмента. Каждая десятая риска на лимбе пронумерована 0, 1, 2 ..19. Всего лимб имеет 200 рисок. В данном случае при повороте рукоятки, например, на 10 делений (от 0 до 1) рабочий инструмент переместится на 1 миллиметр. Разные станки имеют разную градуировку лимбов, поэтому следует справляться в инструкции по эксплуатации конкретного станка. Если нет возможности узнать эту информацию, то можно определить величину перемещения самостоятельно. Для этого следует проточить деталь и измерить полученный размер, затем снова проточить деталь, повернув рукоятку на десять делений и снова измерить размер, полученный после проточки. Разница между предыдущим и последним измерением как раз и будет величина перемещения инструмента при повороте на 10 делений. Кольцо лимба можно поворачивать на оси механизма, удерживая рукоятку перемещения. Это бывает необходимо для установки точки отсчёта при обработке, обычно устанавливается значение 0.
Основные типы и характеристики токарных станков
Токарные станки имеют определённые характеристики, которые следует учитывать при изготовлении на них тех или иных деталей: Диаметр обработки над станиной D
— максимальный диаметр заготовки, которую можно установить и обработать на станке.
| Расстояние между центрами L — максимальная длина заготовки, которую можно установить и обработать на станке. |
| Диаметр отверстия шпинделя d — диаметр отверстия, через которое может пройти заготовка (пруток). |
Подробно о типах современных станков можно посмотреть на сайте