Токарный станок 1Е61М согласно классификации установок по нарезанию различных типов резьбы относят к высокоточной группе подобного оборудования. Если произвести полную настройку и детально отрегулировать каждый параметр узловых модулей производительность, точность и функциональность этого станка существенно повысится. В умелых руках на установке можно нарезать практически любой тип резьбы.
Модификации модели
Стандартная модель 1Е61М была модернизирована и выпущена в нескольких вариациях. Каждая модификация станка имеет свои особенности по проведению операций и качеству работы.
1Е61М
Добавление символа «М» означает, что станок имеет повышенную точность. Данная модификация используется при черновой и чистовой обработке заготовки.
1Е61МТ
Это агрегат повышенной точности, который используется исключительно для финишных обработок.
1Е61МС
Еще одна модификация стандартного оборудования 1 Е61М. Применяется также при финишной обработке болванки и для нарезания резьбы.
Токарный С1Е61ПМ
Давненько я ничего не писал о своем станке… прошло вот уже 5 лет с момента покупки данного станочка… что я о нем скажу, даже в том состоянии в котором он мне достался — очень добротный станочек… чего только стоит резцедержка с 4 болтами на посадочный паз, а не с 3 (кто в теме тот поймет, как иногда нужно зажать какой-то мелкий резец), да и РМЦ в 710 мм покрывает практически весь диапазон хоббийных работ.
Все хвалят ИЖ, но мне вот этот станочек ближе по характеристикам, РМЦ больше (РМЦ 750 только в одного ИЖ ИТВМ.03), диаметры обработки над станиной 320 мм. против 240 в ИЖ ИТВМ 250.
Брал я его специально для постройки автомобиля, надоело бегать к токарям заказывать какие-то втулочки, переходники, кронштейны…
За все время эксплуатации станочек, даже в таком состоянии, не подводил… при всех износах режет 4 мм отрезным на расстоянии в 100 мм от патрона легко, без поджатия центром, но это не штатные режимы, просто проводил испытания, из интереса…. одним словом радует меня
Но все это время меня терзали сомнения по поводу состояния, потому как станочек трудился на заводе, и явно его не жалели, на суппорте что-то ровняли, он весь покоцан… долго собирался я сбросить суппорт… и вот подвернулась масштабная работа, где станочку придется попыхтеть и я все же решил разобрать и посмотреть что там, промыть, продуть каналы… одним словом сделать генеральную капиталку суппорту.
И так, сбросил суппорт
Думал там будет грязь, а нет меня приятно впечетлило состояние всего кроме станины, но об этом позже
Вот трубочка через которую плунжерный насос качает масло по суппорту
На фото она сидит не очень плотно, но это так кажется, по диаметру она посажена на герметик, поэтому соединение достаточно герметично. Но при этом при всем, забегая в перед, мне не удалось прокачать масло через весь суппорт вплоть до слива опять в фартух. Виной сему, думаю, малый ход эксцентрика, который давит на плунжер, Это тоже потом переделаю, ход у плунжера около 15 мм, а этот эксцентрик давит только где-то на 5 мм…
Вот суппорт со стороны призм, видим отсутствие задиров, но поношен он изрядно
Пока суппорт откисал немного в смеси солярки с бензином я бегло пробежался по станине микрометром, по плоской направляющей, той что сразу над зубчатой рейкой продольных перемещений суппорта… износ станины около 0,4 мм, ну это и не странно, конусит станок прилично, вот фото измерений на длине 400 мм (фото не ахти какого качества, но какое есть)
Продуваем все каналы, моем суппорт, моем прижимные планки, протираем привалочные плоскости на фартухе, протираем и отчищаем, от скопившейся за годы, масляно-стружечной массы
Как вижу поперечная подача отшабренна, вся кроме клина, следы предыдущих ремонтов…
Собираю все в обратном порядке…
А теперь дело за подвижной частью поперечного суппорта… вот его немного модернизируем. В недалеком будущем на этот суппор будет установлена фрезерная приставка, да и другие приспособы можно будет ставить… для расширения возможностей сверлю 6 отверстий и режу в них резьбу М10.
Для того, чтобы в отверстия не попадала стружка и резьба не ржавела, заполняю отверстия маслом и закручиваю туда гужоны. Гужоны выдавливают масло и получается и от грязи защита и от коррозии
Так же была доработана перпендикулярная сторона этого суппорта, просверлил и нарезал 5 резьбу М5, винты взял в потай нержавейку. Потом изготовлю из 3 мм стального листа полосу и прижму к суппорту резиновую маслостойкую резину, которая будет прикрывать ластохвост, потому как именно вот он и изнашивается первый, потому как на него летит вся грязь, в то время как «задний» ластохвост на всех станках почти в идеале…
Ну пока прерву запись и так много букофф написал, будет время завтра еще напишу как я боролся с фиксатором резцедержки
Технические характеристики применения токарно-винторезного станка
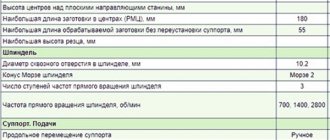
Технические характеристики токарного станка, определяют возможности мастера при проведении токарных операций. В рассматриваемом оборудовании основные характеристики, следующие:
- максимальный диаметр заготовки, которая обрабатывается над станиной – 32 см;
- те же показатели над суппортом – 18.8 см;
- диаметр прутка, который проходит в шпиндель – 32 мм;
- максимальная длина устанавливаемой детали РМЦ – 71 см;
- частота вращения шпинделя – 35-1600 об/мин.
Максимальная длина хода суппорта при продольном перемещении каретки – 64 см. При поперечном перемещении каретки – 20 см.
Описание передней бабки станка
Шпиндельный шкив приводится во вращательное движение посредством редуктора индивидуальным электродвигателем. Клиноременная передача обеспечивается ремнями “Б” типа. Сквозь перебор либо обходя его, непосредственно к шпинделю.
Конструктивное исполнение с двумя подшипниками качения обеспечивает центровку и отсутствие биений клиновидному шкиву привода, ориентированному по центру шпиндельной бабки. Этот шкив исключает негативное влияние натяжения клиновидных ремней на нагрузки шпинделя.
Шпиндельная бабка обладает шестью скоростными ступенями. Шпиндельное вращение регулируется передвижением по шлицам блок-шестерен 11-12, 9-10 и 7-8.
Смазывание передней бабки выполняется отдельным насосом с приводом от электродвигателя. Системы, включающие электродвигатель привода и смазочный механизм сблокированы, тем самым не допуская вероятность пуска вращения шпинделя с отсутствием подачи смазочной жидкости.
Конструкционные особенности
Особенности конструкции обусловлены небольшим весом самого станка по сравнению с аналогами, а также его повышенной точностью при обработке заготовок. Все нюансы конструкции кроются во отдельных узлах оборудования.
Общий вид модели
Габариты и модели
Масса оборудования без дополнительного оснащения – 1650 кг. По размеру, оборудование имеет следующие параметры:
- длина – 219 см;
- ширина – 93 см;
- высота – 150 см.
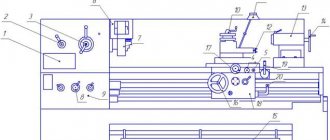
Расположение основных узлов
Основные узлы станка расположены по стандартной схеме. Но в конструкции все же есть свои особенности, которые позволяют работать в более безопасном режиме без потери уровня производства.
Устройство органов управления
К органам управления относят следующие узлы станка 1Е61М:
- узел, включающий основной электронасос и соединенный с внешней электросетью;
- подключение эмульсионного электронасоса;
- переключатель числа скоростей шпинделя;
- включатель перебора передней бабки;
- механизм для увеличения шага резьбы;
- включение продольных и поперечных передач;
- маховик, предназначенный для продольного перемещения каретки;
- быстрый отвод резца от изделия.
Передняя бабка
Передняя бабка располагается с левой стороны и с таким расчетом, что деталь можно развернуть на несколько градусов, если у мастера есть такая необходимость. Сюда же включена и коробка скоростей. Рычаги управления расположены снаружи. Сам шпиндель способен вращаться со скоростью до 2000 об/мин. Смазка передней бабки проводится от отдельного масляного насоса.
Задняя бабка
Этот узел расположен справой стороны. Она легко продвигается по станине и ход пиноли имеет в 100 мм. Конус задней бабки – Морзе 3.
Кинематическая схема
Электрическая схема
Производительность и точность
Поскольку машина ориентирована преимущественно на конечную обработку и получистовые операции, то мастеру следует избегать больших производственных нагрузок на узловые модули установки.
Производительность первой базовой модели этой серии была на достаточном уровне, но чрезмерная нагрузка быстро выводила из строя коробку скоростей, привод и механизм переключения операций.
Для повышения точности была снижена общая мощность, устранены негативные воздействия нагрузки на основные агрегаты, сохранилась возможность присоединения дополнительных модулей, которые обеспечивают повышенную точность.
При разработке установки использовались передовые, на то время технологии безопасности. Станок для защиты работника оборудован несколькими системами.
Надежная функция контроля перегрузок не допускает разрушительных процессов в механизме переключения скоростей и приводе.
Система полной блокировки, которая может активироваться собственноручно работником либо автоматически при наступлении определенных опасных условий.
Имеет противооткатная блокировка главного шпинделя, что исключает возможность повреждения рук мастера.
Автоматический выключатель упоров.
Такая высокоточная установка используется практически в каждом строительном учреждении, в частном ремонтном деле, небольших мастерских, часто находятся такие установки в частном пользовании.
Работать на модели 1Е61М несложно, безопасно, а, главное, результат не требует сильных производственных затрат. Время обработки деталей, нарезка резьбы при предварительной настройке выполняется практически за считаные секунды, что позволяет экономить электроэнергию.
Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарно-винторезного станка 1Е61М
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.
Затем следует настроить шпиндельные ремни токарного оборудования.
Следующие технические параметры модели 1Е61М, на которые следует обратить внимание
Массо-габаритные характеристики станка (в миллиметрах):
- Ширина 2 190.
- Глубина 930.
- Высота 1 500.
- Масса станка (без учета электрооборудования) 1650 кг.
Электрические двигатели:
- главное движение осуществляется двигателем мощностью 4,5 кВт;
- мощность двигателя насоса системы охлаждения 125 Вт;
- мощность двигателя насоса смазочной системы 125 Вт.
Рассматриваемая модель из ряда токарного оборудования имеет системы:
- Защищающие от перегрузок.
- Гарантирующие блокировку.
- Обеспечивающие противотоковое стопорение шпинделя.
- Отключающих упоров.
Обслуживание и ремонт
При необходимости ремонта или некоторых обслуживающих работах нужно правильно осуществить разбор станка:
- В первую очередь отключить агрегат от электросети.
- Отсоединить нагнетательную и сливную трубки от масляной системы.
- Перед снятием шпиндельной бабки отсоединить клиновые ремни.
В автоматическом режиме происходит смазка токарно-винторезного станка. Агрегат снабжен для этого центробежным вертикальным насосом. Токарный станок 1Е61М был произведен для небольших частных цехов, для мелкосерийных предприятий, а также для использования в бытовых мастерских. Отличается повышенной точностью обработки и относительной безопасностью операций.
Смазочный механизм
Станок токарно-винторезный 1Е61М смазывается при помощи высокоэффективного масляного насоса, электрического вида, его модификация ПА-22. Этот механизм функционирует благодаря последовательному погружению в смазку основных элементов станка.
Специальный индикатор позволяет осуществлять контроль уровня масла перед каждым запуском установки, при его недостаче требует осуществить долив.
Типы масляных насосов в токарных станках
Поступление масляного раствора на направляющие для плавного передвижения салазок происходит через небольшую трубку. Присутствие системы отверстий позволяет распределять поступившее количество масла равномерно.
Необходимо систематически очищать эти отверстия от загрязнений и частичек мусора. Если токарный агрегат смазывает хорошо, то величина его срока эксплуатации приближается к десяткам лет.