Типы абразивных кругов выделяются по конструктивным различиям и регламентируются ГОСТ Р 52781-2007 «Круг шлифовальный». Документ определяет следующие разновидности изделий:
- кольцевые;
- тарельчатые;
- конические;
- конические двусторонние;
- с выточками на одной-двух сторонах;
- с утопленной центральной частью;
- с цилиндрической и конической выточками;
- с двумя выточками.
Изображение № 1: Схемы абразивных кругов
Изделия определенных подвидов используются для разных процедур: обработки, шлифования, заточки инструмента. При этом главный критерий выбора связан с типом шлифуемой заготовки и характером воздействия на ее поверхность.
Шлифовальные круги с прямым и кольцевым профилями используются в бытовых условиях и на компактных станках для обработки металлических изделий, заточки инструмента, нарезания кромок. Также они подходят для работ со стеклом, камнем, фарфором, керамикой.
Фотография № 1: Конические абразивные круги
Наиболее востребованы круги конического типа (двусторонние и обычные). С их помощью обрабатывают плоскости и делают выемки различных форм.
Фотография № 2: Чашевидные абразивные круги
Широкое применение получили чашевидные и тарельчатые круги с алмазным напылением. Кроме алмазного абразива для изготовления кругов активно используют другие материалы: электрокорунд, карбид кремния, эльбор, бакелит. Подробнее о выборе насадок на режущий инструмент расскажем далее.
Что указывается в маркировке
Основными характеристиками, учитываемыми при выборе кругов, является их тип, вид абразива, связка, твердость и зернистость. При этом твердость и структура для многих видов обработки играют более важную роль, чем материал абразива.
В маркировке изделий содержится следующая информация:
- тип круга;
- размер изделия;
- материал абразива;
- зернистость круга;
- твердость изделия;
- структура;
- связующий материал;
- допустимая скорость вращения;
- класс точности круга;
- неуравновешенность круга.
При выборе круга необходимо учесть, что маркировка, выполненная по различным ГОСТам, отличается обозначениями зернистости, твердости и других параметров. Кроме того, производители используют различную маркировку для своих кругов, исключая некоторые параметры и используя старые и новые обозначения. Приведём пример расшифровки
1 – 25А – в качестве абразива используется белый электрокорунд; 2 – средний размер абразивного зерна 370 мкм (F46); 3 – твердость среднемягкая, тип L; 4 — средняя структура (6); 5 – керамическое связующее вещество (V); 6 – максимальная скорость вращения 35 м/с; 7 — категория точности Б; 8 – 3-й класс неуравновешенности.
Это интересно: Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Параметры, характерные идеальному кругу
Мнения строителей-профессионалов и опытных домашних мастеров сводятся к следующему: идеальный абразивный диск представляет собой:
- расходный инструмент, в основе которого находится бакелитовая связка, и усиленный упрочняющим элементом;
- тип абразивного вещества: белый электрокорунд – сфера применения – обработка «нержавейки»; простой электрокорунд – для объектов из черного металла;
- оптимальный диапазон толщин отрезного круга, предназначенного для нарезки металла, такой: 1,60 мм ≤S≤ 2,0мм;
- диск по металлу, используемый в быту, характеризуется универсальным наружным диаметром, составляющим 125,00 мм;
- резку стальных объектов рекомендуется проводить кругом с абразивными мелкофракционными частицами.
Ситуация же с алмазосодержащим расходным инструментарием выглядит следующим образом:
- идеальный диск, применяемый с целью резки нещелевого кирпича, природного гранита и высокопрочного бетона вплоть до марки M1000, имеет сегментированную режущую кромку. При этом внешний диаметр всего изделия составляет 350,00 мм, а ширина слоя с частицами алмаза равна 3,50 мм;
- резать Ж/Б-объекты лучше посредством алмазного турбо-диска;
- обработку мрамора и кафельной керамической плитки предпочтительнее вести с использованием сплошного круга, у которого имеется алмазное напыление. Резка в данном случае должна сопровождаться жидкостным охлаждением;
- для создания борозд/канавок, по которым предполагается осуществлять прокладку инженерно-технических коммуникаций, рекомендуется применять диск сегментированный с внешним диаметром 350,00 мм и алмазосодержащим слоем порядка 3,50 мм.
Типы и характеристики шлифовальных кругов
Применяемые сегодня шлифовальные круги имеют принципиально одинаковое устройство: в общем случае это тело вращения с различным профилем, сформированное из массива абразивных зерен со связующим, и имеющее в центре посадочное отверстие для монтажа на шпинделе (валу) машины/станка. Круг изготавливается склеиванием абразивных зерен определенного размера с помощью связок, которые обеспечивают необходимую прочность изделия и предотвращают его разрыв под действием центробежных сил при вращении.
Круги классифицируются по профилю (сечению), типу и зернистости используемых абразивов, типу связующего материала и некоторым характеристикам.
В качестве абразивного материала используются следующие типы шлифовальных порошков:
- Электрокорунд (маркировка «А») — нормальный (марок 12А – 16А), белый (марок 22А – 25А), хромистый (марок 32А – 34А), титанистый (марки 37А) и циркониевый (марки 38А, может маркироваться буквой «Z»);
- Карбид кремния (маркировка «C») — черный (марки 52С – 55С) и зеленый (марки 62 – 64С).
Существуют шлифовальные круги, в которых в качестве абразива используются алмаз, эльбор и другие материалы, однако они имеют иную конструкцию (металлическое основание, на которое нанесен слой абразива) и характеристики, и в данной статье не рассматриваются.
Зернистость абразивов, используемых для изготовления кругов, лежит в пределах F36 – F220 по ГОСТ Р 52381-2005 (соответствует международной спецификации FEPA — Federation of European Producers of Abrasives, Европейской федерации производителей абразивов) и М63 – М10 по ГОСТ 3647-80 (в настоящее время частично отменен). В кругах с абразивами F36 – F220 средний размер зерна лежит в пределах 58 – 525 микрон, а с абразивами М63 — М10 — от 7 до 63 микрон.
При формовании шлифовального круга могут использоваться следующие типы связок:
- Керамическая (маркировка V, устаревшая — К);
- Бакелитовая (маркировка B, B4, BF, устаревшая — Б, Б4, БУ);
- Вулканитовая (маркировка R, устаревшая — В).
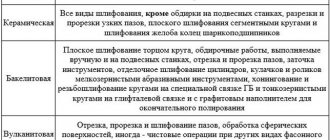
Типы связок абразивных кругов
Керамические связки — это неорганические компоненты на основе различных типов глин с добавками полевого шпата, кварца и других веществ. Керамическая связка после обжига обеспечивает кругу необходимую жесткость, износостойкость и прочность (в том числе и температурную), однако она имеет повышенную хрупкость. Данные типы кругов не используются в станках и машинах, ведущих обработку с ударными нагрузками.
Бакелитовая связка — это смола (бакелит), которая может использоваться в чистом виде, с упрочняющими добавками (маркировка BF/БУ) или с графитом (маркировка B4/Б4). Бакелитовая связка благодаря эластичности устойчива к ударным нагрузкам, однако плохо противостоит высоким температурам и агрессивным средам (в том числе некоторым типам смазочно-охлаждающих жидкостей, СОЖ). Также кругам на бакелитовой связке присуща хорошая самозатачиваемость — изношенное зерно относительно легко отрывается от связки, обнажая новое зерно, что обеспечивает стабильные абразивные свойства.
Вулканитовая связка — это вулканизированный каучук (фактически — резина высокой плотности или эбонит), который может иметь различные присадки для повышения прочности и химической стойкости. В настоящее время данный тип шлифовальных кругов используется реже всего.
Шлифовальные круги могут формоваться с различным соотношением количества абразивного зерна и связки, что характеризует их структуру, которая может быть следующих видов:
- Плотная (маркировка от 1 до 4);
- Средняя (маркировка 5 — 7);
- Открытая (маркировка 8 — 10);
- Высокопористая (маркировка 11, 12).
Чем выше число, тем менее плотной структурой обладает круг, и тем большее расстояние в нем между зернами.
В зависимости от типа связки и плотности круги могут иметь различную твердость — характеристику, указывающую на прочность удерживания связкой абразивных зерен. Чем выше твердость, тем прочнее зерно удерживается в связке, и тем сложнее оно вырывается при выполнении шлифовки поверхности изделия. По твердости круг может быть следующих типов:
- Весьма мягкий (ВМ1, ВМ2; F, G);
- Мягкий (М1 – М3; H, I, J);
- Среднемягкий (СМ1, СМ2; K, L);
- Средний (С1, С2; M, N);
- Среднетвердый (СТ1 – СТ3; O, P, Q);
- Твердый (Т1, Т2; R, S);
- Весьма твердый (ВТ; T, U);
- Чрезвычайно твердый (ЧТ; V – Z).
Цифробуквенная маркировка твердости соответствует старому стандарту ГОСТ 19202-80 (сегодня не используется), латинскими буквами — стандарту ГОСТ Р 52587-2006.
Наконец, шлифовальные круги могут иметь класс точности «АА», «А» и «Б», и классы неуравновешенности от 1 до 4.
Шлифовальные круги делятся на несколько типов по профилю (сечению):
Профили шлифовальных кругов
- Тип 1 — прямого профиля (ПП);
- Тип 2 — кольцевые (К);
- Тип 3 — с односторонним коническим профилем (3П);
- Тип 4 — с двухсторонним коническим профилем (2П);
- Тип 5 — с односторонней выточкой (ПВ);
- Тип 6 — цилиндрические чашечные (ЧЦ);
- Тип 7 — с двухсторонней выточкой (ПВД);
- Тип 10 — с двухсторонней выточкой и ступицей(ПВДС);
- Тип 11 — конические чашечные (ЧК);
- Тип 12, 14 — тарельчатые (Т, 1Т);
- Тип 20 — с выборкой;
- Тип 21 — с двухсторонней выборкой;
- Тип 22 — с выборкой и выточкой;
- Тип 23 — с выборкой и выточкой на одной стороне (ПВК);
- Тип 24 — с выборкой и выточкой на одной стороне и с выточкой на противоположной стороне;
- Тип 25 — с выборкой и выточкой на одной стороне и выборкой на противоположной стороне;
- Тип 26 — с выборкой и выточкой на обеих сторонах (ПВДК);
- Тип 35 — торцевые прямого профиля;
- Тип 36 — прямого профиля с запрессованными крепежными элементами (ПН);
- Тип 37 — кольцевого профиля с запрессованными крепежными элементами;
- Тип 38 — с односторонней ступицей;
- Тип 39 — с двухсторонней ступицей.
Все характеристики, геометрическая форма и размеры шлифовальных кругов для стационарных электрических машин и станков в России регламентируются стандартом ГОСТ Р 52781-2007. Ранее действовал стандарт ГОСТ 23182-78 на круги для ручных машин, однако в настоящее время он отменен.
В отдельную группу выделяются круги для ручных шлифовальных машин, изготовленные из нетканых материалов с нанесенным на них абразивным зерном. Данные инструменты изготавливаются по собственным стандартам предприятий, они сегодня представлены в большом количестве для выполнения самого широкого круга операций.
Лучшие диски для шлифовки (крепление на болтах)
- Модель 3M 57018 отличается надежностью фиксации и повышенной прочностью. Шлифовальный диск подходит для применения в течение длительного времени с интенсивными нагрузками. Конструкция абразива трехмерная, поэтому диск не деформируется даже при скоростных вращениях круга. Модель отличается повышенной износостойкостью, эластичностью и способностью к быстрому остыванию.
- Stayer 36228-150-6.0 сделан по технологии многослойного армирования (сетка из стекловолокна). Диск характеризуется долгим сроком службы, прочностью и стойкостью к деформации. Зерна из алюминия могут использоваться при вращении круга свыше 10 тыс. оборотов в минуту. Stayer прекрасно чистит сварные швы и снимает заусенцы с металла.
- ЗУБР 36204-150-6.0 z02 также производится методом армирования (полиамидная сетка). Диск для шлифовки обладает высокой прочностью, готовностью к интенсивной работе длительное время. Абразив – оксид алюминия. Однако шлифовальный круг подходит только для грубой обработки материалов.
Абразивы и зернистость
Материал абразива обозначается цифробуквенной маркировкой. Так, электрокорунд маркируется литерой А. Белый электрокорунд – от 22А до 25А, нормальный от 12А до 16А, хромистый от 32А до 34А. Также есть титанистый электрокорунд (37А), циркониевый (38А) и другие разновидности. Чем выше номер, тем выше качество материала. Карбид кремния обозначается литерой С и подразделяется на черный (от 52С до 55С) и зеленый (62С – 64С).
Алмазные круги маркируются следующим образом:
- АС2 – круг обычной прочности.
- АС4 – повышенная прочность.
- АС6 – абразив высокой прочности.
- АС32 – монокристаллический абразив.
Зернистость определяет чистоту получаемой поверхности. В маркировке обозначается размер (ширина) зерна. В соответствии со старым ГОСТ 3647-80 данный параметр обозначается в единицах равных микрометрам поделенным на 10 (10 = 100 мкм). Микропорошки маркируются буквой М. Согласно новому ГОСТ Р 52381-2005 зернистость обозначается литерой F и числовым обозначением. При этом, в отличие от старого стандарта, чем больше число – тем меньше размер абразивного зерна.
Твердость и другие параметры
Твердость – это способность связующего вещества удерживать зерна от вырывания, что влияет на возможность самозатачивания. Всего существует 8 групп твердости в соответствии с приведенной ниже таблицей.
Следующий параметр – структура круга, что подразумевает процент абразива в единице объёма. Плотная структура обозначается цифрами от 1 до 4, средняя 5 – 7, открытая 8 – 10 и высокопористая 11 и 12.
Далее идёт обозначение связки. Керамическая обозначается буквой V или К по старому ГОСТу, бакелитовая — В (Б) и вулканитовая R (В). Бакелитовая связка с упрочнителем обозначается BF (БУ), с графитовым наполнением В4 (Б4). Класс точности АА, А и Б. Наиболее точным является АА, круги данного класса используются в автоматических линиях. И последнее значение – класс неуравновешенности массы инструмента. Обозначается цифрами от 1 до 4. Данный параметр не влияет на балансировку инструмента в сборе с фланцами.
Характеристики кругов для шлифовки
Способность противостоять силам, стремящимся нарушить жесткие связи между связкой и зерном абразива, называется твердостью круга для шлифовки. Существует два способа оценки твердости – воздействие песчаной струей (метод лунки) и вдавливание под заданной нагрузкой стального шарика. Рассмотрим шкалу марок, присваиваемых абразивному изделию по результатам испытаний на твердость:
- ВМ1 и ВМ2 – весьма мягкие;
- М1, М2 и М3 – мягкие;
- СМ1 и СМ2 – среднемягкие;
- С1 и С2 – средние;
- СТ1, СТ2 и СТ3 – среднетвердые;
- Т1 и Т2 – твердые;
- ВТ – весьма твердые;
- ЧТ – чрезвычайно твердый.
Цифры, которыми сопровождается буквенное обозначение внутри большинства степеней, указывают на возрастание твердости. К примеру, чтобы повысить твердость шлифовального круга на одну степень, необходимо на 1,5% повысить объем связки.
По общему объему структурное соотношение абразивного зерна, связки и пор в составе инструмента указывается номером – от 0 до 20 (в первом случае объемная концентрация абразивных частиц соответствует 62%, во втором – 22%). По мере роста номерного обозначения объемное количество зерен снижается – на 2% с каждым номером. Относительная концентрация зерен в алмазных шлифовальных инструментах обозначается также в процентах, но несколько иначе – приведенный номер четырехкратно превышает действительное содержание в инструменте шлифовального материала – 75, 100, 150 и т.п.
Тип круга для шлифовки, марка абразивного зерна, размеры круга, индекс зернистости, структурный номер, тип и марка связки, а также прочие параметры обозначают статическую характеристику – состояние инструмента в момент поставки. На кругах диаметром свыше 250 мм данные статической характеристики выставляются на торце, на изделиях меньших размеров – от 40 до 250 мм – сведенья указываются на упаковке (пакетах или коробках).
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Это интересно: Холодная штамповка металла: технология, виды, оборудование
Характеристики
Рабочие параметры отрезных кругов зависят от многих факторов. Рассмотрим лишь наиболее важные.
Тип связки
Тип связки определяет показатель прочности отрезных абразивных кругов, уровень производительности, качество операции резки. В общем случае связка может иметь органическую или неорганическую природу. В первой из этих групп наибольшее распространение получили два ее типа, а во второй – только один.
Вулканитовая связка
Такая связка органического происхождения представляет собой смесь эластомера, известного под названием каучук, с серой. Одним из этапов ее производства является термообработка. Дискам, созданным на базе вулканитовой связки, присуща плотная структура не в ущерб их эластичности. Прочностные характеристики этих расходных инструментов предоставляют возможность осуществлять нарезку со скоростью 50,0 м/сек, 60,0 м/сек, 80,0 м/сек.
Бакелитовая связка
Эта связка тоже имеет органическую природу. Ее основой являются смолы фенолформальдегидного типа, находящиеся в жидком состоянии, или имеющие порошкообразную консистенцию. Для улучшения эксплуатационных характеристик в их состав вводятся специальные наполнители:
- пирит. Иное распространенное наименование этого минерала – железный колчедан;
- алебастр. В данном случае применяется его разновидность с химической формулой СаSО4·2H2О – диаквасульфат элемента кальций;
- криолит. Природный фторид. По-иному он называется гексафторалюминат натрия. Химическая формула такая: Nа3(АlF6)
Работать круги данного типа могут при скорости вращательного движения, превышающей 80 м/сек. У бакелитовой связки имеется один существенный недостаток. Заключается он в малой теплостойкости. Когда температура этого материала достигнет отметки +200°С, он станет хрупким. А при нагреве до 250°С…300°С связка начинает выгорать.
Керамическая связка
У этой связки неорганическое происхождение. В качестве исходных, для ее изготовления выступают следующие материалы:
- полевой шпат. Породообразующий минерал, относящийся к классу силикатов;
- кварц. Еще одна разновидность породообразующего минерала. По твердости кварц превосходят только алмаз, корунд, а также топаз;
- мел. Горная осадочная порода, в состав которой входит скрытокристаллический кальцит;
- жидкое стекло. С точки зрения химии, этот материал является щелочным раствором элемента калий (К) и элемента натрий Nа;
- тальк. Разновидность минерала, относящаяся к обширному классу солей кремниевых кислот – т.н. силикатов. Его химическая формула выглядит так: Мg3Sі4 О10(ОH)2;
- глина с огнеупорными свойствами. Другое ее наименование, получившее широкое распространение, – шамот.
Благодаря особым качествам, присущим керамической связке рассматриваемый режущий инструмент обретает повышенную водостойкость. Кроме того, возрастает его уровень сопротивляемости к негативному воздействию химически агрессивных соединений и диск, к тому же, становится более огнеупорным. К недостатку можно отнести плохую восприимчивость изгибающих нагрузок. Еще один минус – низкий уровень устойчивости к воздействиям, отличающимся импульсным характером, проще говоря, к ударам.
Диаметры кругов
На рынке предлагаются круги отрезные со значениями наружного диаметра (обозначение Dнар.), находящимися в диапазоне 115,00 мм ≤Dнар. ≤500,00 мм.
- Элементами с Dнар.=115,00 мм обычно комплектуются небольшие по габаритам УШМ (аббревиатура словосочетания Углошлифовальная Машинка).
- Диски с Dнар.= 125,00 мм, Dнар.=150,00 мм устанавливаются на болгарках, характеризующихся средними размерами и мощностью такого же уровня.
- Круги с Dнар.=180,00 мм, Dнар.=355,00 мм и больше задействуются при выполнении работ с высокопроизводительным профессиональным инструментом.
Унифицированы диаметры посадочных мест (обозначение Dп.м.). Ниже представлены значения данного параметра для дисков вышеуказанных типоразмеров, установленные нормами ГОСТа 21963-2002.
- Dнар.=115,0 мм – Dп.м.=22,23 мм;
- Dнар.=125,0 мм – Dп.м.= 32,0 мм; 22,23 мм; 20,0 мм;13,0 мм;
- Dнар.=150,0 мм – Dп.м.= 32,0 мм; 22,23 мм; 20,0 мм;13,0 мм;
- Dнар.=180,0 мм – Dп.м.= 32,0 мм; 22,23 мм; 22,0 мм;
- Dнар.=355,0 мм – Dп.м.= 40,0мм; 32,0 мм; 25,4 мм; 22,23 мм;
- Dнар.=500,0 мм – Dп.м.= 60,0 мм; 51,0 мм;40,0 мм; 32,0 мм.
Зернистость
Уровень зернистости сказывается на способности (с точки зрения законов физики) отрезного круга выполнять свои функции. Чем больше численное значение данной характеристики, тем режущие свойства этого расходного инструмента выше. Размер фракции абразивной массы варьируется в таком диапазоне: минимум 100 мкм; максимум 2000 мкм.
Однако, прочностные характеристики отрезного диска ухудшают присутствующие в его составе крупные частицы/зерна.
Абразивная смесь
Качество работы рассматриваемого расходного инструмента определяется не только лишь размером фракций, но также формой и свойствами абразивного компонента. Так, к нарезанию объектов, выполненных из стали, наиболее подходит конфигурация зерен материала электрокорунд. Для нарезки цветных металлов и их сплавов, а также неметаллических изделий предназначены частицы кремния карбида, поскольку они характеризуются большей твердостью.
Весьма значимым качеством абразива является его уровень теплостойкости. В этом плане приведем несколько актуальных цифр.
- Лучшая термостойкость присуща корундовым абразивам. Они способны работать при температуре (обозначение Т), колеблющейся в диапазоне 1700°С≤Т≤ 1900°С.
- Наименьшая теплостойкость характерна карбиду бора (В4С) и абразивам, содержащим алмазную крошку. Допустимые максимальные пределы изменения их рабочей температуры следующие:700°С≤Т≤ 800°С.
Толщина отрезных кругов
В быту обычно применяются отрезные диски, толщина (обозначение S) которых, не покидает диапазон 1,00 мм ≤S≤ 5,00 мм. Останавливать свой выбор на тонких кругах следует, когда в распоряжении имеется маломощная УШМ. В основе этого тезиса лежат законы физики. Процедура нарезания с помощью тонких дисков выполняется быстрее и с небольшими затратами сил, поскольку сопротивление материалов в данном случае уменьшается.
При изготовлении расходных инструментов данного типа предприятия-производители практикуют следующий подход: толщина кругов, внешний диаметр которых принято относить к группе малых и средних, может быть любой. У дисков с большими диаметрами величина этого параметра обычно максимальная из всех возможных.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Наполнители в составе шлифовальных кругов
Производство изделий для шлифовки, обладающих заданной пористостью, сопровождается вводом наполнителей в формовочную массу. Первый тип наполнителей включает в себя материалы, способные к растворению и возгонке с образованием пористой структуры при изготовлении кругов – опилки, древесная мука, поваренная соль, молотый уголь, пластмассы, нафталин. Второй тип наполнителей приводит к появлению пор в процессе шлифовальных работ за счет крошения в участках, сопредельных режущей поверхности – мрамор, гипс, известняк и кварц.
Поры необходимы для стабильной работы круга во время шлифовки. С учетом размеров и плотности распределения порообразующего наполнителя, он занимает важное место среди обязательных компонентов шлифовального круга, наряду с зерном и связкой.
Виды шлифкругов
Согласно непрофессиональной классификации шлифовальных кругов выделяют следующие разновидности:
- Диски на липучке
изготавливаются из шлифовальной шкурки на велкро-основе, которая крепится на опору при помощи самоклеящейся подложки. Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы. - Лепестковый шлифкруг
выполнен в форме веера, обладает хорошей эластичностью и легко адаптируется под любую поверхность. Используется в основном для шлифовки труб, фасонины, изделий из дерева. - Фибровый шлифовальный круг
– это оснастка болгарки для обработки поверхностей из черных и цветных металлов, стали. Применяется для зачистки сварочных швов и удаления брызг. Фибровая основа для таких дисков изготовлена путем обработки целлюлозы. - Алмазный шлифкруг
используется для чистовой шлифовки твердосплавных материалов, стекла, керамики, драгоценных и поделочных камней. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Сфера применения абразивных шлифовальных кругов
Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов.
Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина. Также абразивные круги активно используются в разнообразных заточных станках.
Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы.
Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент.
Шлифовальная насадка для дрели
Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.