Types of abrasive wheels are distinguished by design differences and are regulated by GOST R 52781-2007 “Grinding wheel”. The document defines the following types of products:
- ring;
- disc-shaped;
- conical;
- conical double-sided;
- with grooves on one or two sides;
- with a recessed central part;
- with cylindrical and conical recesses;
- with two grooves.
Image No. 1: Diagrams of abrasive wheels
Products of certain subtypes are used for different procedures: processing, grinding, tool sharpening. In this case, the main selection criterion is related to the type of workpiece being ground and the nature of the impact on its surface.
Grinding wheels with straight and annular profiles are used in domestic conditions and on compact machines for processing metal products, sharpening tools, and cutting edges. They are also suitable for working with glass, stone, porcelain, and ceramics.
Photo #1: Tapered abrasive wheels
The most popular are conical-type circles (double-sided and regular). With their help, planes are processed and recesses of various shapes are made.
Photo #2: Cup-shaped abrasive wheels
Cup-shaped and disc-shaped wheels with diamond coating are widely used. In addition to diamond abrasive, other materials are actively used for the manufacture of wheels: electrocorundum, silicon carbide, CBN, bakelite. We will tell you more about choosing attachments for cutting tools below.
What is indicated in the labeling
The main characteristics taken into account when choosing wheels are their type, type of abrasive, bond, hardness and grain size. In this case, hardness and structure for many types of processing play a more important role than the abrasive material.
Product labeling contains the following information:
- circle type;
- product size;
- abrasive material;
- graininess of the circle;
- product hardness;
- structure;
- binding material;
- permissible rotation speed;
- circle accuracy class;
- imbalance of the circle.
When choosing a wheel, it is necessary to take into account that the markings made in accordance with various GOSTs differ in the designations of grain size, hardness and other parameters. In addition, manufacturers use different markings for their wheels, excluding some parameters and using old and new designations. Let's give an example of decoding
1 – 25A – white electrocorundum is used as an abrasive; 2 – average abrasive grain size 370 µm (F46); 3 – medium-soft hardness, type L; 4 - middle structure (6); 5 – ceramic binder (V); 6 – maximum rotation speed 35 m/s; 7 — accuracy category B; 8 – 3rd class of imbalance.
This is interesting: How and with what to solder stainless steel at home: tips, videos, photos
Parameters characteristic of an ideal circle
The opinions of professional builders and experienced home craftsmen boil down to the following: the ideal abrasive disc is:
- a consumable tool based on a bakelite bond and reinforced with a reinforcing element;
- type of abrasive substance: white electrocorundum – scope of application – processing of “stainless steel”; simple electrocorundum - for objects made of ferrous metal;
- the optimal range of thicknesses for a cutting wheel intended for cutting metal is: 1.60 mm ≤S≤ 2.0 mm;
- a metal disc used in everyday life is characterized by a universal outer diameter of 125.00 mm;
- It is recommended to cut steel objects in a circle with fine abrasive particles.
The situation with diamond-containing consumable tools is as follows:
- The ideal blade for cutting non-slotted bricks, natural granite and high-strength concrete up to grade M1000 has a segmented cutting edge. In this case, the outer diameter of the entire product is 350.00 mm, and the width of the layer with diamond particles is 3.50 mm;
- It is better to cut reinforced concrete objects using a diamond turbo disc;
- It is preferable to process marble and ceramic tiles using a solid wheel coated with diamond. Cutting in this case must be accompanied by liquid cooling;
- To create grooves/grooves along which it is planned to lay engineering and technical communications, it is recommended to use a segmented disk with an outer diameter of 350.00 mm and a diamond-containing layer of about 3.50 mm.
Types and characteristics of grinding wheels
The grinding wheels used today have a fundamentally identical design: in general, it is a body of rotation with a different profile, formed from an array of abrasive grains with a binder, and having a mounting hole in the center for mounting on the spindle (shaft) of the machine/machine. The wheel is made by gluing abrasive grains of a certain size using bonds, which provide the necessary strength to the product and prevent it from breaking under the influence of centrifugal forces during rotation.
Wheels are classified according to their profile (section), type and grain size of the abrasives used, type of binding material and some characteristics.
The following types of grinding powders are used as abrasive materials:
- Electrocorundum (marking “A”) - normal (grades 12A – 16A), white (grades 22A – 25A), chromium (grades 32A – 34A), titanium (grades 37A) and zirconium (grades 38A, can be marked with the letter “Z”) ;
- Silicon carbide (marked “C”) - black (grades 52С – 55С) and green (grades 62 – 64С).
There are grinding wheels that use diamond, CBN and other materials as an abrasive, but they have a different design (metal base on which a layer of abrasive is applied) and characteristics, and are not discussed in this article.
The grain size of the abrasives used for the manufacture of wheels lies within the range of F36 - F220 according to GOST R 52381-2005 (corresponds to the international specification FEPA - Federation of European Producers of Abrasives, European Federation of Abrasives Manufacturers) and M63 - M10 according to GOST 3647-80 (currently time partially cancelled). In wheels with abrasives F36 - F220, the average grain size ranges from 58 - 525 microns, and with abrasives M63 - M10 - from 7 to 63 microns.
When forming a grinding wheel, the following types of bonds can be used:
- Ceramic (marking V, obsolete - K);
- Bakelite (marking B, B4, BF, obsolete - B, B4, BU);
- Vulcanite (marked R, obsolete - B).
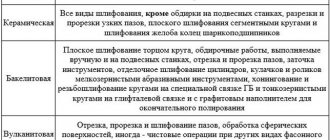
Types of Abrasive Wheel Bonds
Ceramic bonds are inorganic components based on various types of clays with the addition of feldspar, quartz and other substances. After firing, the ceramic binder provides the wheel with the necessary rigidity, wear resistance and strength (including temperature), but it has increased fragility. These types of wheels are not used in machines and machines that process shock loads.
Bakelite binder is a resin (bakelite) that can be used in its pure form, with reinforcing additives (marked BF/BU) or with graphite (marked B4/B4). Due to its elasticity, the bakelite bond is resistant to shock loads, but does not withstand high temperatures and aggressive environments (including some types of cutting fluids, coolants). Also, wheels on a bakelite bond have good self-sharpening properties - worn grain is relatively easily torn off from the bond, exposing new grain, which ensures stable abrasive properties.
Vulcanite bond is a vulcanized rubber (actually high-density rubber or ebonite) that can have various additives to increase strength and chemical resistance. Currently, this type of grinding wheel is the least used.
Grinding wheels can be molded with different ratios of abrasive grain and binder, which characterizes their structure, which can be of the following types:
- Dense (marking from 1 to 4);
- Medium (marking 5 - 7);
- Open (marking 8 - 10);
- Highly porous (marking 11, 12).
The higher the number, the less dense the structure of the circle, and the greater the distance between the grains.
Depending on the type of bond and density, the wheels can have different hardness - a characteristic indicating the strength of the bond's holding of abrasive grains. The higher the hardness, the stronger the grain is held in the bond, and the more difficult it is to break out when grinding the surface of the product. In terms of hardness, the circle can be of the following types:
- Very soft (BM1, BM2; F, G);
- Soft (M1 – M3; H, I, J);
- Medium soft (SM1, SM2; K, L);
- Middle (C1, C2; M, N);
- Medium-hard (ST1 – ST3; O, P, Q);
- Solid (T1, T2; R, S);
- Very hard (VT; T, U);
- Extremely hard (HH; V–Z).
The alphanumeric hardness marking corresponds to the old standard GOST 19202-80 (not used today), in Latin letters - to the standard GOST R 52587-2006.
Finally, grinding wheels can have accuracy classes “AA”, “A” and “B”, and unbalance classes from 1 to 4.
Grinding wheels are divided into several types according to their profile (section):
Grinding wheel profiles
- Type 1 - straight profile (PP);
- Type 2 - ring (K);
- Type 3 - with one-sided conical profile (3P);
- Type 4 - with double-sided conical profile (2P);
- Type 5 - with one-sided groove (PV);
- Type 6 - cylindrical cup (CC);
- Type 7 - with double-sided undercut (DVD);
- Type 10 - with double-sided groove and hub (PVDS);
- Type 11 - conical cup (CC);
- Type 12, 14 - disc-shaped (T, 1T);
- Type 20 - with sampling;
- Type 21 - with double-sided sampling;
- Type 22 - with recess and undercut;
- Type 23 - with recess and recess on one side (PVK);
- Type 24 - with recess and recess on one side and with a recess on the opposite side;
- Type 25 - with recess and recess on one side and recess on the opposite side;
- Type 26 - with recess and recess on both sides (PVDK);
- Type 35 - straight profile end;
- Type 36 - straight profile with pressed-in fasteners (PN);
- Type 37 - ring profile with pressed-in fasteners;
- Type 38 - with one-sided hub;
- Type 39 - with double-sided hub.
All characteristics, geometric shape and dimensions of grinding wheels for stationary electrical machines and machine tools in Russia are regulated by the GOST R 52781-2007 standard. Previously, the GOST 23182-78 standard for wheels for hand-held machines was in force, but it has now been cancelled.
A separate group includes wheels for hand-held grinding machines, made of non-woven materials with abrasive grain applied to them. These tools are manufactured according to the enterprises’ own standards; today they are presented in large quantities to perform a wide range of operations.
Best Sanding Discs (Bolt-On)
- Model 3M 57018 is distinguished by reliable fixation and increased strength. The sanding disc is suitable for long-term use under intense loads. The design of the abrasive is three-dimensional, so the disc does not deform even during high-speed rotations of the wheel. The model is characterized by increased wear resistance, elasticity and the ability to cool quickly.
- Stayer 36228-150-6.0 is made using multilayer reinforcement technology (fiberglass mesh). The disc is characterized by a long service life, strength and resistance to deformation. Aluminum grains can be used when the circle rotates over 10 thousand revolutions per minute. Stayer perfectly cleans welds and removes burrs from metal.
- ZUBR 36204-150-6.0 z02 is also produced using the reinforcement method (polyamide mesh). The grinding disc is highly durable and ready for intensive work for a long time. Abrasive – aluminum oxide. However, the grinding wheel is only suitable for rough processing of materials.
Abrasives and grit
The abrasive material is indicated by alphanumeric markings. Thus, electrocorundum is marked with the letter A. White electrocorundum - from 22A to 25A, normal from 12A to 16A, chromium from 32A to 34A. There are also titanium electrocorundum (37A), zirconium (38A) and other varieties. The higher the number, the higher the quality of the material. Silicon carbide is designated by the letter C and is divided into black (from 52C to 55C) and green (62C – 64C).
Diamond wheels are marked as follows:
- AC2 – circle of normal strength.
- AC4 – increased strength.
- AC6 is a high-strength abrasive.
- AC32 is a monocrystalline abrasive.
The grain size determines the cleanliness of the resulting surface. The marking indicates the size (width) of the grain. In accordance with the old GOST 3647-80, this parameter is indicated in units equal to micrometers divided by 10 (10 = 100 microns). Micropowders are marked with the letter M. According to the new GOST R 52381-2005, the grain size is indicated by the letter F and a numerical designation. Moreover, unlike the old standard, the larger the number, the smaller the abrasive grain size.
Hardness and other parameters
Hardness is the ability of the binder to keep the grains from being pulled out, which affects the ability to self-sharpen. There are a total of 8 hardness groups according to the table below.
The next parameter is the structure of the wheel, which implies the percentage of abrasive per unit volume. The dense structure is designated by numbers from 1 to 4, medium 5 – 7, open 8 – 10 and highly porous 11 and 12.
Next comes the link designation. Ceramic is designated by the letter V or K according to the old GOST, bakelite - V (B) and vulcanite R (B). Bakelite bond with hardener is designated BF (BU), with graphite filling B4 (B4). Accuracy class AA, A and B. The most accurate is AA, wheels of this class are used in automatic lines. And the last value is the class of tool mass imbalance. Indicated by numbers from 1 to 4. This parameter does not affect the balancing of the tool assembled with flanges.
Characteristics of grinding wheels
The ability to withstand forces that tend to break the rigid bonds between the bond and the grain of the abrasive is called the hardness of the grinding wheel. There are two ways to assess hardness - impact with a sand jet (hole method) and indentation of a steel ball under a given load. Let's consider the scale of grades assigned to an abrasive product based on the results of hardness tests:
- VM1 and VM2 are very soft;
- M1, M2 and M3 – soft;
- SM1 and SM2 – medium soft;
- C1 and C2 – average;
- ST1, ST2 and ST3 – medium-hard;
- T1 and T2 – solid;
- VT – very hard;
- CT – extremely hard.
The numbers that accompany the letter designation within most degrees indicate an increase in hardness. For example, to increase the hardness of a grinding wheel by one degree, it is necessary to increase the volume of the bond by 1.5%.
In terms of total volume, the structural ratio of abrasive grain, binder and pores in the composition of the tool is indicated by a number - from 0 to 20 (in the first case, the volume concentration of abrasive particles corresponds to 62%, in the second - 22%). As the number designation increases, the volumetric number of grains decreases - by 2% with each number. The relative concentration of grains in diamond grinding tools is also indicated as a percentage, but somewhat differently - the given number is four times higher than the actual content of grinding material in the tool - 75, 100, 150, etc.
The type of grinding wheel, brand of abrasive grain, wheel size, grit index, structure number, type and brand of bond, as well as other parameters indicate a static characteristic - the condition of the tool at the time of delivery. On circles with a diameter over 250 mm, the static characteristics data are displayed at the end; on products of smaller sizes - from 40 to 250 mm - the information is indicated on the packaging (bags or boxes).
Abrasive disc size
The marking of abrasive wheels by size is written as follows: DхТхН (where D is the outer diameter, T is the height, H is the diameter of the hole). The D parameter can reach a maximum size of 1100 mm, the H value can be up to 305 mm, and the T parameter varies from 0.18 mm to 250 mm.
The types of CBN and diamond discs are described in more detail in GOST 24747-90. The marking of the shape of such grinding wheels consists of three or four symbols indicating the cross-sectional shape of the body and layer, its location on the wheel, and also provides information about the design features of the body.
For example, 150x16x32 is the size of a 25A white electrocorundum abrasive wheel.
Reminder when choosing abrasive wheels:
- When choosing the diameter of the circle, you should take into account the number of spindle revolutions and the ability to provide optimal speed.
- The larger the diameter, the less specific wear of the circle. There are fewer grains on the working surface of small circles. So, during operation they wear out unevenly.
- When choosing a diamond wheel, you should take into account the width of the diamond-bearing layer. If used incorrectly, ledges may appear on the surface of the wheel.
This is interesting: Cold metal stamping: technology, types, equipment
Characteristics
The operating parameters of cutting wheels depend on many factors. Let's consider only the most important ones.
Bundle type
The type of bond determines the strength of cutting abrasive wheels, the level of productivity, and the quality of the cutting operation. In general, the ligament can be organic or inorganic in nature. In the first of these groups, two of its types are most widespread, and in the second - only one.
Vulcanite bond
This organic binder is a mixture of an elastomer known as rubber with sulfur. One of the stages of its production is heat treatment. Discs created on the basis of vulcanite binder have a dense structure without compromising their elasticity. The strength characteristics of these consumable tools provide the ability to cut at speeds of 50.0 m/sec, 60.0 m/sec, 80.0 m/sec.
Bakelite bond
This link is also organic in nature. It is based on phenol-formaldehyde resins, which are in a liquid state or have a powdery consistency. To improve performance characteristics, special fillers are introduced into their composition:
- pyrite. Another common name for this mineral is iron pyrite;
- alabaster. In this case, its variety is used with the chemical formula CaSO4·2H2O - diaquasulfate of the element calcium;
- cryolite. Natural fluoride. It is otherwise called sodium hexafluoroaluminate. The chemical formula is: Na3(AlF6)
Wheels of this type can operate at rotational speeds exceeding 80 m/sec. The bakelite bond has one significant drawback. It consists in low heat resistance. When the temperature of this material reaches +200°C, it will become brittle. And when heated to 250°C...300°C, the binder begins to burn out.
Ceramic bond
This bundle is of inorganic origin. The following materials are used as starting materials for its manufacture:
- feldspar. A rock-forming mineral belonging to the class of silicates;
- quartz. Another type of rock-forming mineral. In terms of hardness, quartz is surpassed only by diamond, corundum, and topaz;
- chalk. A rock sedimentary rock containing cryptocrystalline calcite;
- liquid glass. From a chemical point of view, this material is an alkaline solution of the element potassium (K) and the element sodium Na;
- talc. A type of mineral belonging to a broad class of silicic acid salts - the so-called. silicates. Its chemical formula looks like this: Мg3Sі4 О10(ОH)2;
- clay with fire-resistant properties. Its other name, which has become widespread, is fireclay.
Thanks to the special qualities inherent in the ceramic bond, the cutting tool in question acquires increased water resistance. In addition, its level of resistance to the negative effects of chemically aggressive compounds increases and the disk, moreover, becomes more fire-resistant. A disadvantage is poor susceptibility to bending loads. Another disadvantage is the low level of resistance to impacts of an impulsive nature, in other words, to impacts.
Circle diameters
The market offers cutting wheels with outer diameter values (designation Dout.) in the range of 115.00 mm ≤Dout. ≤500.00 mm.
- Elements with Dout.=115.00 mm are usually equipped with small-sized angle grinders (an abbreviation of the phrase Angle Grinder).
- Discs with Dout. = 125.00 mm, Dout. = 150.00 mm are installed on grinders of medium size and power of the same level.
- Wheels with Dout.=180.00 mm, Dout.=355.00 mm and more are used when performing work with high-performance professional tools.
The diameters of the seats are unified (designation Dp.m.). Below are the values of this parameter for disks of the above standard sizes, established by GOST 21963-2002.
- Dout.=115.0 mm – Dp.m.=22.23 mm;
- Dout.=125.0 mm – Dp.m.= 32.0 mm; 22.23 mm; 20.0 mm;13.0 mm;
- Dout.=150.0 mm – Dp.m.= 32.0 mm; 22.23 mm; 20.0 mm;13.0 mm;
- Dout.=180.0 mm – Dp.m.= 32.0 mm; 22.23 mm; 22.0 mm;
- Dout.=355.0 mm – Dp.m.= 40.0mm; 32.0 mm; 25.4 mm; 22.23 mm;
- Dout.=500.0 mm – Dp.m.= 60.0 mm; 51.0 mm;40.0 mm; 32.0 mm.
Grain
The level of grit affects the ability (from the point of view of the laws of physics) of the cutting wheel to perform its functions. The greater the numerical value of this characteristic, the higher the cutting properties of this consumable tool. The size of the abrasive mass fraction varies in the following range: minimum 100 microns; maximum 2000 µm.
However, the strength characteristics of the cutting disc are impaired by the large particles/grains present in its composition.
Abrasive mixture
The quality of work of the consumable tool under consideration is determined not only by the size of the fractions, but also by the shape and properties of the abrasive component. Thus, the grain configuration of the electrocorundum material is most suitable for cutting objects made of steel. Silicon carbide particles are intended for cutting non-ferrous metals and their alloys, as well as non-metallic products, since they are characterized by greater hardness.
A very significant quality of an abrasive is its level of heat resistance. In this regard, we present some current figures.
- The best heat resistance is inherent in corundum abrasives. They are capable of operating at temperatures (designation T) ranging from 1700°C≤T≤1900°C.
- The lowest heat resistance is characteristic of boron carbide (B4C) and abrasives containing diamond chips. The permissible maximum limits for changing their operating temperature are as follows: 700°C≤T≤800°C.
Thickness of cutting wheels
In everyday life, cutting discs are usually used, the thickness (designation S) of which does not leave the range of 1.00 mm ≤S≤ 5.00 mm. You should opt for thin circles when you have a low-power angle grinder at your disposal. This thesis is based on the laws of physics. The cutting procedure using thin discs is faster and requires less effort, since the resistance of the materials in this case is reduced.
When producing consumable tools of this type, manufacturing enterprises practice the following approach: the thickness of the circles, the outer diameter of which is usually classified as small and medium, can be any. For disks with large diameters, the value of this parameter is usually the maximum possible.
Structure and hardness index
The density of the structure of grinding wheels is indicated by the percentage of the volume of abrasive grains per unit volume of the wheel. The more abrasive, the denser the structure of the grinding wheel will be.
When sharpening a tool, a wheel with a less dense structure is better able to clean the surface of material particles, poses less risk of deformation and cools faster.
Often, specialists use disks of medium hardness, but it all depends on the type of work being performed, the coating being processed and the tool itself.
What are the structure numbers and volumes of abrasive in the grinding wheel:
- dense structures include units of measurement from 1 to 4;
- Average density includes numbers 5-8;
- to open – from 9 to 12;
- a highly porous structure is observed in circles with indicators 13, 14>.
However, do not confuse wheel hardness with abrasive hardness. According to GOST 2424, the hardness of a grinding wheel is distinguished by a capital letter.
According to GOST R 52587-2006, there are the following designations:
- very soft - letters F and G;
- to soft circles – H, I, J;
- medium softness includes markings K, L;
- averages are M, N;
- circles of medium hardness are designated by the letters O, P, Q;
- solids are designated as R and S;
- very hard – T, U;
- Extremely hard ones include V, W, X, Y, Z.
What grinding wheel hardness should I choose? This depends on many parameters - the characteristics of the material or surface being processed, physical properties, and, of course, the power of the grinding machine. If you need to maintain the exact shape of the material being processed, you should purchase a wheel with a high degree of hardness. Soft ones are used to prevent cracks and burns, also when grinding without additional liquid-lubricant cooling of the surface.
For example, let's take the same 25A grinding wheel, which has a hardness class of K and a structure of 7. This means that this disc is medium-soft and has a medium abrasive structure.
Fillers in grinding wheels
The production of products for grinding with a given porosity is accompanied by the introduction of fillers into the molding mass. The first type of fillers includes materials capable of dissolving and sublimating to form a porous structure in the manufacture of circles - sawdust, wood flour, table salt, ground coal, plastics, naphthalene. The second type of fillers leads to the appearance of pores during grinding work due to crumbling in areas adjacent to the cutting surface - marble, gypsum, limestone and quartz.
Pores are necessary for stable operation of the wheel during grinding. Taking into account the size and density of distribution of the pore-forming filler, it occupies an important place among the mandatory components of the grinding wheel, along with grain and binder.
Types of grinding wheels
According to the non-professional classification of grinding wheels, the following types are distinguished:
- Velcro discs
are made of sanding paper on a Velcro base, which is attached to the support using a self-adhesive backing. This material is considered consumable and is used in woodworking, metalworking, repair and construction. The Velcro sanding wheel is installed on a grinder or eccentric sander, as well as on a handmade drill. It is marked with a different color indicating the grain size. For example, brown is suitable for wood and metal, blue is suitable for stainless steel, and black can be used to process minerals. - The flap wheel
is fan-shaped, has good elasticity and easily adapts to any surface. It is mainly used for grinding pipes, fittings, and wood products. - A fiber grinding wheel
is a grinder equipment for processing surfaces made of ferrous and non-ferrous metals and steel. Used for cleaning weld seams and removing spatter. The fiber base for such discs is made by processing cellulose. - The diamond grinding wheel
is used for fine grinding of carbide materials, glass, ceramics, precious and semi-precious stones. The diamond blade has an optimal balance of fragility and strength and has a large working reserve.
Scope of application of abrasive grinding wheels
Polishing any elements not only makes them more attractive in appearance, but is also often a necessity from a technical point of view. In everyday life, elements of interior items are often subjected to this process, and in industrial production - parts of various machines, machine tools and other mechanisms.
For moving parts, polishing is extremely important: individual parts must be well fitted and smoothed to minimize friction. It is worth noting that a variety of materials are subjected to grinding - metal, stone, plastic, wood. Abrasive wheels are also actively used in a variety of sharpening machines.
Abrasive wheels can vary in shape as they are used for different purposes. In addition to smoothing the surface, metal parts often need to be cleaned of rust. It is almost impossible to implement this task without special circles. Using removable attachments for a grinding machine, you can make recesses and grooves of varying complexity in various materials, including non-ferrous metals, ornamental stone, concrete walls, soft alloys.
Abrasive wheels are very popular among jewelers, for whom polishing items made of precious metals is the main part of their work. Stone craftsmen who work with ornamental minerals and semi-precious stones also use this tool.
Sanding attachment for drill
There are special types of grinding attachments installed on the drill. They are actively used during repair or finishing work (for example, for cleaning the surface of walls before laying tiles or applying plaster compositions). Some sanding wheels are great for removing old paint from plumbing fixtures, cleaning pipes from corrosion, and other similar jobs.