Что указывается в маркировке
Основными характеристиками, учитываемыми при выборе кругов, является их тип, вид абразива, связка, твердость и зернистость. При этом твердость и структура для многих видов обработки играют более важную роль, чем материал абразива.
В маркировке изделий содержится следующая информация:
- тип круга;
- размер изделия;
- материал абразива;
- зернистость круга;
- твердость изделия;
- структура;
- связующий материал;
- допустимая скорость вращения;
- класс точности круга;
- неуравновешенность круга.
При выборе круга необходимо учесть, что маркировка, выполненная по различным ГОСТам, отличается обозначениями зернистости, твердости и других параметров. Кроме того, производители используют различную маркировку для своих кругов, исключая некоторые параметры и используя старые и новые обозначения. Приведём пример расшифровки
1 – 25А – в качестве абразива используется белый электрокорунд; 2 – средний размер абразивного зерна 370 мкм (F46); 3 – твердость среднемягкая, тип L; 4 — средняя структура (6); 5 – керамическое связующее вещество (V); 6 – максимальная скорость вращения 35 м/с; 7 — категория точности Б; 8 – 3-й класс неуравновешенности.
Это интересно: Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Типы и характеристики шлифовальных кругов
Применяемые сегодня шлифовальные круги имеют принципиально одинаковое устройство: в общем случае это тело вращения с различным профилем, сформированное из массива абразивных зерен со связующим, и имеющее в центре посадочное отверстие для монтажа на шпинделе (валу) машины/станка. Круг изготавливается склеиванием абразивных зерен определенного размера с помощью связок, которые обеспечивают необходимую прочность изделия и предотвращают его разрыв под действием центробежных сил при вращении.
Круги классифицируются по профилю (сечению), типу и зернистости используемых абразивов, типу связующего материала и некоторым характеристикам.
В качестве абразивного материала используются следующие типы шлифовальных порошков:
- Электрокорунд (маркировка «А») — нормальный (марок 12А – 16А), белый (марок 22А – 25А), хромистый (марок 32А – 34А), титанистый (марки 37А) и циркониевый (марки 38А, может маркироваться буквой «Z»);
- Карбид кремния (маркировка «C») — черный (марки 52С – 55С) и зеленый (марки 62 – 64С).
Существуют шлифовальные круги, в которых в качестве абразива используются алмаз, эльбор и другие материалы, однако они имеют иную конструкцию (металлическое основание, на которое нанесен слой абразива) и характеристики, и в данной статье не рассматриваются.
Зернистость абразивов, используемых для изготовления кругов, лежит в пределах F36 – F220 по ГОСТ Р 52381-2005 (соответствует международной спецификации FEPA — Federation of European Producers of Abrasives, Европейской федерации производителей абразивов) и М63 – М10 по ГОСТ 3647-80 (в настоящее время частично отменен). В кругах с абразивами F36 – F220 средний размер зерна лежит в пределах 58 – 525 микрон, а с абразивами М63 — М10 — от 7 до 63 микрон.
При формовании шлифовального круга могут использоваться следующие типы связок:
- Керамическая (маркировка V, устаревшая — К);
- Бакелитовая (маркировка B, B4, BF, устаревшая — Б, Б4, БУ);
- Вулканитовая (маркировка R, устаревшая — В).
Типы связок абразивных кругов
Керамические связки — это неорганические компоненты на основе различных типов глин с добавками полевого шпата, кварца и других веществ. Керамическая связка после обжига обеспечивает кругу необходимую жесткость, износостойкость и прочность (в том числе и температурную), однако она имеет повышенную хрупкость. Данные типы кругов не используются в станках и машинах, ведущих обработку с ударными нагрузками.
Бакелитовая связка — это смола (бакелит), которая может использоваться в чистом виде, с упрочняющими добавками (маркировка BF/БУ) или с графитом (маркировка B4/Б4). Бакелитовая связка благодаря эластичности устойчива к ударным нагрузкам, однако плохо противостоит высоким температурам и агрессивным средам (в том числе некоторым типам смазочно-охлаждающих жидкостей, СОЖ). Также кругам на бакелитовой связке присуща хорошая самозатачиваемость — изношенное зерно относительно легко отрывается от связки, обнажая новое зерно, что обеспечивает стабильные абразивные свойства.
Вулканитовая связка — это вулканизированный каучук (фактически — резина высокой плотности или эбонит), который может иметь различные присадки для повышения прочности и химической стойкости. В настоящее время данный тип шлифовальных кругов используется реже всего.
Шлифовальные круги могут формоваться с различным соотношением количества абразивного зерна и связки, что характеризует их структуру, которая может быть следующих видов:
- Плотная (маркировка от 1 до 4);
- Средняя (маркировка 5 — 7);
- Открытая (маркировка 8 — 10);
- Высокопористая (маркировка 11, 12).
Чем выше число, тем менее плотной структурой обладает круг, и тем большее расстояние в нем между зернами.
В зависимости от типа связки и плотности круги могут иметь различную твердость — характеристику, указывающую на прочность удерживания связкой абразивных зерен. Чем выше твердость, тем прочнее зерно удерживается в связке, и тем сложнее оно вырывается при выполнении шлифовки поверхности изделия. По твердости круг может быть следующих типов:
- Весьма мягкий (ВМ1, ВМ2; F, G);
- Мягкий (М1 – М3; H, I, J);
- Среднемягкий (СМ1, СМ2; K, L);
- Средний (С1, С2; M, N);
- Среднетвердый (СТ1 – СТ3; O, P, Q);
- Твердый (Т1, Т2; R, S);
- Весьма твердый (ВТ; T, U);
- Чрезвычайно твердый (ЧТ; V – Z).
Цифробуквенная маркировка твердости соответствует старому стандарту ГОСТ 19202-80 (сегодня не используется), латинскими буквами — стандарту ГОСТ Р 52587-2006.
Наконец, шлифовальные круги могут иметь класс точности «АА», «А» и «Б», и классы неуравновешенности от 1 до 4.
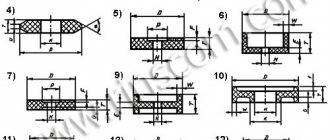
Шлифовальные круги делятся на несколько типов по профилю (сечению):
Профили шлифовальных кругов
- Тип 1 — прямого профиля (ПП);
- Тип 2 — кольцевые (К);
- Тип 3 — с односторонним коническим профилем (3П);
- Тип 4 — с двухсторонним коническим профилем (2П);
- Тип 5 — с односторонней выточкой (ПВ);
- Тип 6 — цилиндрические чашечные (ЧЦ);
- Тип 7 — с двухсторонней выточкой (ПВД);
- Тип 10 — с двухсторонней выточкой и ступицей(ПВДС);
- Тип 11 — конические чашечные (ЧК);
- Тип 12, 14 — тарельчатые (Т, 1Т);
- Тип 20 — с выборкой;
- Тип 21 — с двухсторонней выборкой;
- Тип 22 — с выборкой и выточкой;
- Тип 23 — с выборкой и выточкой на одной стороне (ПВК);
- Тип 24 — с выборкой и выточкой на одной стороне и с выточкой на противоположной стороне;
- Тип 25 — с выборкой и выточкой на одной стороне и выборкой на противоположной стороне;
- Тип 26 — с выборкой и выточкой на обеих сторонах (ПВДК);
- Тип 35 — торцевые прямого профиля;
- Тип 36 — прямого профиля с запрессованными крепежными элементами (ПН);
- Тип 37 — кольцевого профиля с запрессованными крепежными элементами;
- Тип 38 — с односторонней ступицей;
- Тип 39 — с двухсторонней ступицей.
Все характеристики, геометрическая форма и размеры шлифовальных кругов для стационарных электрических машин и станков в России регламентируются стандартом ГОСТ Р 52781-2007. Ранее действовал стандарт ГОСТ 23182-78 на круги для ручных машин, однако в настоящее время он отменен.
В отдельную группу выделяются круги для ручных шлифовальных машин, изготовленные из нетканых материалов с нанесенным на них абразивным зерном. Данные инструменты изготавливаются по собственным стандартам предприятий, они сегодня представлены в большом количестве для выполнения самого широкого круга операций.
Классификация абразивных кругов
Классифицируются диски на такие типы:
- с выточкой (ПВ – для круглой шлифовки);
- двухсторонние конические (ПВДК);
- прямого профиля (ПП – универсальный круг);
- с конической односторонней либо двухсторонней выточкой;
- кольцевые (К – подходят для плоского шлифования);
- тарельчатые (Т);
- чашечные конические или цилиндрические;
- с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Абразивы и зернистость
Материал абразива обозначается цифробуквенной маркировкой. Так, электрокорунд маркируется литерой А. Белый электрокорунд – от 22А до 25А, нормальный от 12А до 16А, хромистый от 32А до 34А. Также есть титанистый электрокорунд (37А), циркониевый (38А) и другие разновидности. Чем выше номер, тем выше качество материала. Карбид кремния обозначается литерой С и подразделяется на черный (от 52С до 55С) и зеленый (62С – 64С).
Алмазные круги маркируются следующим образом:
- АС2 – круг обычной прочности.
- АС4 – повышенная прочность.
- АС6 – абразив высокой прочности.
- АС32 – монокристаллический абразив.
Зернистость определяет чистоту получаемой поверхности. В маркировке обозначается размер (ширина) зерна. В соответствии со старым ГОСТ 3647-80 данный параметр обозначается в единицах равных микрометрам поделенным на 10 (10 = 100 мкм). Микропорошки маркируются буквой М. Согласно новому ГОСТ Р 52381-2005 зернистость обозначается литерой F и числовым обозначением. При этом, в отличие от старого стандарта, чем больше число – тем меньше размер абразивного зерна.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Твердость и другие параметры
Твердость – это способность связующего вещества удерживать зерна от вырывания, что влияет на возможность самозатачивания. Всего существует 8 групп твердости в соответствии с приведенной ниже таблицей.
Следующий параметр – структура круга, что подразумевает процент абразива в единице объёма. Плотная структура обозначается цифрами от 1 до 4, средняя 5 – 7, открытая 8 – 10 и высокопористая 11 и 12.
Далее идёт обозначение связки. Керамическая обозначается буквой V или К по старому ГОСТу, бакелитовая — В (Б) и вулканитовая R (В). Бакелитовая связка с упрочнителем обозначается BF (БУ), с графитовым наполнением В4 (Б4). Класс точности АА, А и Б. Наиболее точным является АА, круги данного класса используются в автоматических линиях. И последнее значение – класс неуравновешенности массы инструмента. Обозначается цифрами от 1 до 4. Данный параметр не влияет на балансировку инструмента в сборе с фланцами.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Это интересно: Холодная штамповка металла: технология, виды, оборудование
Особенности маркировки шлифовальных изделий
Производство кругов выполняется согласно ГОСТу, соответственно их маркировка также регулируется нормативными актами. Обычно основными критериями для маркировки абразивных кругов являются:
- Шлифматериал – это крошка особого материала, которая отличается высокой прочностью и хорошими шлифовочными свойствами.
- Величина диска – характеризирует диаметр круга.
- Размер зерен – от него напрямую зависит степень обработки. Чем зерна крупнее, тем интенсивнее и грубее стирается обрабатываемая поверхность. Крупная зернистость применяется, когда необходимо быстро снять большое количество материала и отрезать большой кусок от детали. Мелкая обычно используется для тонкой обработки, шлифовки и сглаживания углов.
- Тип диска – зависит от особенностей профиля нового наждачного круга. На сегодняшний день выделяют 39 различных видов профилей.
- Степень твердости – этот показатель никак не связан с твердостью абразивной крошки, он характеризирует способность связующего материала удерживать на своей поверхности зерна и препятствовать их отрыванию в процессе обработки.
- Связующее вещество – указывает на материал, выступающий в качестве основы круга. Связующее вещество необходимо для формирования круга из крошки.
- Класс неустойчивости – от него зависит точность обработки поверхности. Чем неустойчивость выше, тем ниже качество работы. Причиной этого чаще всего выступает неправильная форма круга, неравномерное распределения связующего материала и смещение посадочного места относительно геометрического центра круга.
- Структура – указывает на соотношение количества абразива и связующего материала, наличием пор в составе, характер расположения зерен и однородность их распределения.
- Оптимальная скорость вращения – рассчитывается зависимо от предназначения наждака, его структуры, особенностей используемого материала и формы. Ее рекомендуется придерживать для достижения оптимального результата.
Чтобы правильно подбирать инструмент, важно разбираться в особенностях маркировки шлифовальных дисков.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
Виды шлифкругов
Согласно непрофессиональной классификации шлифовальных кругов выделяют следующие разновидности:
- Диски на липучке
изготавливаются из шлифовальной шкурки на велкро-основе, которая крепится на опору при помощи самоклеящейся подложки. Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы. - Лепестковый шлифкруг
выполнен в форме веера, обладает хорошей эластичностью и легко адаптируется под любую поверхность. Используется в основном для шлифовки труб, фасонины, изделий из дерева. - Фибровый шлифовальный круг
– это оснастка болгарки для обработки поверхностей из черных и цветных металлов, стали. Применяется для зачистки сварочных швов и удаления брызг. Фибровая основа для таких дисков изготовлена путем обработки целлюлозы. - Алмазный шлифкруг
используется для чистовой шлифовки твердосплавных материалов, стекла, керамики, драгоценных и поделочных камней. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.