Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 187 — 207 НВ.
(Измененная редакция, Изм. № ).
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
4.3.1. Приемочные значения средней наработки до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в табл. 9.
(Измененная редакция, Изм. № ).
4.4. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
Таблица 8
| Диаметр сверловочной части сверла, мм | Подача, мм/об, для типов | Глубина сверления, мм, для типов | Скорость резания, м/мин | Количество обработанных отверстий при испытаниях на работоспособность | ||
| А, В, С | R | А, С, R | В | |||
| 0,50 | 0,01 | 0,02 | 1,3 | — | 8 … 10 | 13 |
| 0,63 | 1,5 | — | ||||
| 0,80 | 1,9 | 2,1 | ||||
| 1,00 | 2,3 | 2,6 | ||||
| 1,40 | 0,02 | 2,8 | 3,2 | 25 | ||
| 1,60 | 3,5 | 4,0 | ||||
| 2,00 | 0,04 | 4,4 | 5,0 | |||
| 2,50 | 0,07 | 5,5 | 6,3 | 11 … 13 | 30 | |
| 3,15 | 7,0 | 8,0 | ||||
| 4,00 | 0,08 | 8,9 | 10,1 | 24 | ||
| 5,00 | 0,10 | 11,2 | 12,7 | 14 | ||
| 6,30 | 0,12 | 14,0 | 15,4 | 18 | ||
| 8,00 | 17,9 | 19,5 | 15 | |||
| 10,00 | 22,5 | 24,5 | ||||
Таблица 9
| Диаметр сверловочной части сверла, мм | Приемочные значения наработки сверлом типа | |||
| A, R, С | В | |||
| средняя | 95 %-ная | средняя | 95 %-ная | |
| 0,5, 0,63, 0,8, 1,0 | 150 | 45 | 105 | 32 |
| 1,25, 1,6 | 190 | 56 | 140 | 42 |
| 2,0 | 270 | 77 | 170 | 50 |
| 2,5, 3,15 | 290 | 88 | 190 | 56 |
| 4,0, 5,0 | 175 | 53 | 120 | 35 |
| 6,3, 8,0, 10,0 | 150 | 45 | 95 | 28 |
(Измененная редакция, Изм. № ).
4.6. Твердость сверл измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют визуально.
4.8. Параметры шероховатости поверхностей сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости поверхностей которых не более указанных в п. 2.3.
Сравнение осуществляют визуально с помощью лупы ЛП-2 — 4´ по ГОСТ 25706-83.
4.9. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров — значений, указанных в ГОСТ 8.051-81;
при измерении углов — 35 % значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм. № 2).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм | ||
| » » св. 3,15 мм | 0,25 мм | ||
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм | ||
| » » св. 3,15 мм | 0,04 мм | ||
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм | ||
| » » св. 6,0 мм до 10,0 мм | 0,13 мм | ||
| » » св. 10,0 мм | 0,15 мм | ||
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм | ||
| » » св. 3,15 мм | 0,10 мм | ||
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм | ||
| » » св. 3,15 мм | 0,10 мм | ||
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
ПРИЛОЖЕНИЕ 1 (рекомендуемое)
ПРИЛОЖЕНИЕ 1 Рекомендуемое
Конструкция, размеры и геометрические параметры сверл указаны на черт.1-4 и в табл.1-4.
Черт.1. Тип А
Тип А
Форма 1. Сверло с косой канавкой
Для диаметров до 0,8 мм
Для диаметров св. 0,8 мм
Форма 2. Сверла с винтовой канавкой
Черт.1
Примечание. Угол 100° и радиус даны в сечении, перпендикулярном к наклону канавки.
Таблица 1
Размеры в мм
| (0,50) | 5 | 0,10 | 0,03 | 0,10 | — |
| (0,63) | 6 | 0,10 | 0,04 | 0,24 | |
| (0,80) | 7 | 0,15 | 0,05 | ||
| 1,00 | 8 | 0,20 | 0,06 | 0,30 | 15° |
| (1,25) | 9 | 0,25 | 0,07 | ||
| 1,60 | 11 | 0,30 | 0,10 | ||
| 2,00 | 12 | 0,40 | 12° | ||
| 2,50 | 15 | 0,45 | 0,16 | 0,50 | |
| 3,15 | 17 | 0,55 | |||
| 4,00 | 20 | 0,70 | 0,25 | 0,80 | |
| 5,00 | 24 | 0,85 | |||
| 6,30 | 27 | 1,10 | 0,40 | ||
| 8,00 | 34 | 1,40 | 1,00 | ||
| 10,00 | 38 | 1,70 | 0,60 |
Черт.2. Тип В
Тип В Форма 1. Сверла с косой канавкой
Форма 2. Сверла с винтовой канавкой
Черт.2
Примечание. Угол 100° и радиус даны в сечении, перпендикулярном к наклону канавки.
Таблица 2
Размеры в мм
| (0,80) | 9 | 0,15 | 0,05 | 0,2 | — |
| 1,00 | 10 | 0,20 | 0,06 | 0,3 | 28° |
| (1,25) | 11 | 0,25 | 0,07 | 26° | |
| 1,60 | 13 | 0,30 | 0,10 | 24° | |
| 2,00 | 16 | 0,40 | |||
| 2,50 | 19 | 0,45 | 0,16 | 0,5 | |
| 3,15 | 21 | 0,55 | 21° | ||
| 4,00 | 24 | 0,70 | 0,25 | 0,8 | 19° |
| 5,00 | 27 | 0,85 | |||
| 6,30 | 31 | 1,10 | 0,40 | ||
| 8,00 | 35 | 1,25 | 1,0 | ||
| 10,00 | 39 | 1,40 | 0,60 |
Черт.3. Тип С
Тип С Для диаметра =0,8 мм
Для диаметра св. 0,8 мм
Черт.3
Таблица 3
мм
| 0,8 | 8 | 0,15 | 0,05 | 0,2 |
| 1,0 | 0,20 | 0,06 | 0,3 | |
| 1,6 | 11 | 0,30 | 0,08 | |
| 2,0 | 14 | 0,40 | 0,10 | |
| 2,5 | 16 | 0,45 | 0,14 | 0,5 |
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.
Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
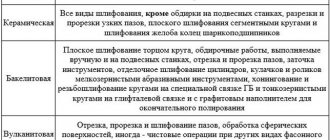
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Выбираем сверла по металлу в зависимости от их вида и назначения
Выбирая сверло по металлу, мастер, в первую очередь, смотрит на его вид.
Спиральные сверла
Самый популярный вид. Эти простые дешевые сверла предназначены для проделывания глухих и сквозных отверстий определенных диаметров. Рабочая часть представляет собой цилиндрический стержень с двумя режущими кромками. Канавки служат для отвода стружки.
Фотография №1: спиральные сверла по металлу
Конусные сверла
Рабочие части имеют форму конусов. В быту такие сверла по металлу применяют редко. Они лучше всего подходят для специальных станков и двуручных дрелей. С их помощью проделывают отверстия с диаметрами от 6 до 60 мм.
Фотография №2: конусное сверло по металлу
Как выбрать ступенчатое сверло по металлу
Конические ступенчатые сверла по металлу лучше всего подходят для проделывания отверстий в тонких листах. Выглядят эти инструменты так.
Фотография №3: ступенчатое сверло по металлу
Как видите, при проделывании отверстий различных диаметров в тонколистовом металле инструмент не нужно менять.
Центровочные сверла по металлу
Центровочные сверла по металлу предназначены для проделывания в заготовках центровочных отверстий. Они необходимы для фиксации изделий на различных специальных станках.
Фотография №4: центровочные сверла по металлу
Левосторонние сверла
Левосторонние сверла по металлу специально предназначены для высверливания болтов и винтов со сломанными головками. С помощью обычных сверл сделать это не получится. Болт или винт будет прокручиваться.
Фотография №5: левостороннее сверло по металлу
Корончатые сверла по металлу
Корончатые сверла или кольцевые фрезы применяют для быстрого просверливания в металлических заготовках отверстий больших диаметров (от 15 до 100 мм). Принцип работы таких инструментов основан на корончатом фрезеровании. На него тратится в 4–12 раз меньше энергии, чем при использовании обычных сверл.
Фотография №6: корончатые сверла по металлу
Такие сверла предназначены для установки на сверлильные, фрезерные и токарные станки. Для ручной работы используют специальные инструменты с зажимами типа QuickIN Plus.
Перовые сборные сверла
Перовые сборные сверла отлично подходят для обработки чугуна, конструкционной стали и твердых поковок. С помощью этих инструментов проделывают фасонные и ступенчатые отверстия больших диаметров. Перовые сборные сверла состоят из державок, к которым крепят пятигранные режущие пластины различных размеров. Для отвода стружки на них имеются специальные канавки.
Фотография №7: сборные перовые сверла с пластинами
Твердосплавные сверла
Твердосплавные сверла изготовлены с применением особо прочных материалов. Существуют следующие разновидности таких инструментов.
- Монолитные.
- Сварные.
- Со специальными пластинами.
Фотография №8: твердосплавные сверла с пластинами
Такие инструменты покупают для обработки заготовок из жаропрочных сталей и сплавов титана. Далее расскажем, как выбрать качественное спиральное сверло по металлу.
Советы по выбору
Выбор центровочного сверла будет зависеть от того, какие размеры отверстия необходимо выполнить
Во внимание также принимается и вес рабочей заготовки, которая закрепляется в металлообрабатывающем станке. Типоразмеры, зависящие от веса заготовки, регламентируются ГОСТом – чем больше масса детали, тем крупнее нужен диаметр сверла
Каждый диаметр сверла имеет 2 варианта исполнения, поэтому его тип выбирают в зависимости от требований к шероховатости стенок отверстия.
Комбинированное центровочное сверло выбирают согласно указанным в конструкторских чертежах требованиям к виду отверстий. Для определения качества инструмента существует ряд позиций, по которым его необходимо проверять.
Соответствие нормам твердости по Роквеллу. Данные центровочного сверла указаны в его технических характеристиках. Качественный инструмент имеет показатель не ниже 63-66 HRC. Превышение этих норм ведет к тому, что сверло будет хрупким и недолговечным. Заниженные нормативы станут причиной того, что инструмент будет очень быстро затупляться.
Соответствие сверла заявленному диаметру. Проверить это можно при помощи микрометра. Измерению подлежит удлиненное рабочее перо сверла – и если его диаметр превышает допустимые нормы погрешности, получить отверстие заданного размера при помощи этого инструмента не получится.
Определяют целостность изделия
Особенно важно это для его режущей части, а также для конусовидной в виде коронки. На инструменте не должно быть трещин или выбоин на месте рабочих поверхностей.
Сверлильный инструмент в процессе эксплуатации постепенно изменяет угол режущих пластин. Это приводит к снижению скорости выполнения реза и избыточному нагреву сверла. Со временем любое сверло требует заточки, которая должна быть выполнена с сохранением угла наклона режущей части.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.