ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Гаечные ключи должны изготовляться в соответствии с требованиями настоящего стандарта и стандартов, устанавливающих основные размеры ключей, а для продажи через розничную торговую сеть и по образцам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 3).
1.2. Твердость гаечных ключей должна соответствовать указанной в табл. .
Таблица 1
| Размер зева, мм | Твердость HRCэ | |
| Ряд 1 | Ряд 2 | |
| £ 36 | 45,5 … 51,5 | 41,5 … 46,5 |
| > 36 | 40,5 … 46,5 | 36,5 … 41,5 |
Примечание. Допускается понижение твердости рукояток ключей на 5 единиц HRCэ, по сравнению с нижним пределом твердости, указанным в табл. .
(Измененная редакция, Изм. № 1).
1.3. Прочность гаечных ключей определяется крутящими моментами, приведенными в табл. .
Таблица 2
| Размер зева ключа, мм | Испытальный крутящий момент, Н × м, не менее | Размер зева ключа, мм | Испытальный крутящий момент, Н × м, не менее | ||||||
| Группа А | Группа В | Группа С | Группа D | Группа А | Группа В | Группа С | Группа D | ||
| 2,5 | 2,27 | 0,63 | 0,51 | 0,25 | 22,0 | 370,00 | 281,00 | 225,00 | 112,50 |
| 3,2 | 4,04 | 1,27 | 1,02 | 0,51 | 24,0 | 451,00 | 359,00 | 287,00 | 143,50 |
| 4,0 | 6,81 | 2,37 | 1,20 | 0,95 | 27,0 | 594,00 | 499,00 | 399,00 | 199,00 |
| 5,0 | 11,50 | 4,44 | 3,55 | 1,77 | 30,0 | 760,00 | 670,00 | 536,00 | 268,00 |
| 5,5 | 14,40 | 5,80 | 4,64 | 2,32 | 32,0 | 884,00 | 804,00 | 642,00 | 321,00 |
| 6,0 | 17,60 | 7,37 | 5,90 | 2,95 | 34,0 | 1019,00 | 951,00 | 761,00 | 380,00 |
| 7,0 | 25,20 | 11,40 | 9,12 | 4,56 | 36,0 | 1164,00 | 1117,00 | 894,00 | 447,00 |
| 8,0 | 34,50 | 16,60 | 13,30 | 6,65 | 41,0 | 1579,00 | 1442,00 | 1154,00 | 577,00 |
| 9,0 | 45,40 | 23,00 | 18,40 | 9,20 | 46,0 | 2068,00 | 1816,00 | 1453,00 | 726,00 |
| 10,0 | 58,10 | 36,80 | 24,70 | 12,40 | 50,0 | 2512,00 | 2145,00 | 1716,00 | 858,00 |
| 11,0 | 72,70 | 40,70 | 32,60 | 16,35 | 55,0 | 3140,00 | 2596,00 | 2077,00 | 1038,00 |
| 12,0 | 89,10 | 51,50 | 41,20 | 20,60 | 60,0 | 3847,00 | 3089,00 | 2471,00 | 1235,00 |
| 13,0 | 107,30 | 64,40 | 51,60 | 25,80 | 65,0 | 4641,00 | 3625,00 | 2900,00 | 1450,00 |
| 14,0 | 127,60 | 79,80 | 63,00 | 31,90 | 70,0 | 5520,00 | 4205,00 | 3364,00 | 1682,00 |
| 15,0 | 150,10 | 96,20 | 77,00 | 38,50 | 75,0 | 6487,00 | 4831,00 | 3865,00 | 1932,00 |
| 16,0 | 175,00 | 115,00 | 92,20 | 46,10 | 7544,00 | 5491,00 | 4393,00 | 2196,00 | |
| 17,0 | 201,00 | 136,00 | 109,00 | 54,00 | 85,0 | 8694,00 | 6200,00 | 4960,00 | 2480,00 |
| 18,0 | 230,00 | 160,00 | 128,00 | 64,00 | 90,0 | 9938,00 | — | — | — |
| 19,0 | 261,00 | 186,00 | 149,00 | 74,50 | 95,0 | 11270,00 | — | — | — |
| 21,0 | 330,00 | 247,00 | 197,40 | 99,00 | 100,0 | 12717,00 | — | — | — |
(Измененная редакция, Изм. № 2, 3, Поправка).
1.4. Прочность ключей для круглых шлицевых гаек определяется крутящими моментами, приведенными в табл. .
Таблица 3
| Ключи для гаек диаметром D , мм | Испытательный крутящий момент, Н × м, не менее | Ключи для гаек диаметром D , мм | Испытательный крутящий момент, Н × м, не менее | Ключи для гаек диаметром D , мм | Испытательный крутящий момент, Н × м, не менее |
| 12 | 0,90 | 55 — 60 | 176,50 | 135 — 140 | 293,5 |
| 14 — 16 | 3,35 | 65 — 70 | 196,00 | 150 — 160 | 293,5 |
| 22 — 24 | 16,80 | 75 — 85 | 206,00 | 165 — 170 | 313,0 |
| 26 — 28 | 56,10 | 90 — 95 | 220,60 | 175 — 190 | 334,0 |
| 30 — 34 | 127,80 | 100 — 110 | 245,0 | 200 — 210 | 354,0 |
| 38 — 42 | 137,50 | 115 — 120 | 265,0 | 220 — 230 | 382,0 |
| 45 — 48 | 157,20 | 125 — 130 | 265,0 | 240 — 250 | 412,0 |
1.5. Предельные отклонения номинальных размеров зевов гаечных ключей должны соответствовать величинам, указанным в табл. .
Таблица 4
| Размер зева ключа S | Предельное отклонение размера ключей | Размер зева ключа S | Предельное отклонение размера ключей | ||||||
| повышенной точности П | нормальной точности Н | повышенной точности П | нормальной точности Н | ||||||
| не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||
| 2,5 | +0,02 | +0,08 | — | — | 22,0 | +0,06 | +0,36 | +0,06 | +0,46 |
| 3,2 | +0,02 | +0,14 | 24,0 | ||||||
| 27,0 | +0,08 | +0,48 | +0,08 | +0,58 | |||||
| 4,0 | +0,02 | +0,12 | +0,02 | +0,14 | 30,0 | ||||
| 5,0 | 32,0 | ||||||||
| 5,5 | 34,0 | ||||||||
| 6,0 | +0,03 | +0,15 | +0,03 | +0,18 | 36,0 | +0,10 | +0,60 | +0,10 | +0,70 |
| 7,0 | 41,0 | ||||||||
| 8,0 | 46,0 | ||||||||
| 9,0 | 50,0 | ||||||||
| 10,0 | +0,04 | +0,19 | +0,04 | +0,24 | 55,0 | +0,12 | +0,72 | +0,12 | +0,92 |
| 11,0 | 60,0 | ||||||||
| 12,0 | +0,24 | +0,30 | 65,0 | ||||||
| 70,0 | |||||||||
| 13,0 | 75,0 | +0,15 | +0,85 | +0,15 | +1,15 | ||||
| 14,0 | +0,05 | +0,27 | +0,05 | +0,35 | 80,0 | ||||
| 15,0 | 85,0 | ||||||||
| 16,0 | 90,0 | +0,18 | +0,95 | +0,19 | +1,25 | ||||
| 17,0 | +0,30 | +0,40 | 95,0 | ||||||
| 18,0 | 100,0 | ||||||||
| 19,0 | +0,06 | +0,36 | +0,06 | +0,46 | |||||
| 21,0 | |||||||||
(Измененная редакция, Изм. № 2, Поправка).
1.5.1. Неуказанные предельные отклонения размеров формы и расположения поверхностей, не подвергаемых механической обработке, — по ГОСТ 7505-89, ГОСТ 7062-90 и ГОСТ 7829-70.
(Введен дополнительно, Изм. № 3).
1.6. Параметры шероховатости поверхностей ключей по ГОСТ 2789-73 должны быть не более указанных в табл. .
Таблица 5
| Наименование поверхности | Шероховатость по ГОСТ 2789-73 под покрытия, мкм | |||
| хромовые | кадмиевые, цинковые, окисные с промасливанием, фосфатные с промасливанием | хромовые | кадмиевые, цинковые, окисные с промасливанием, фосфатные с промасливанием | |
| Исполнение 1 | Исполнение 2 | |||
| Опорные поверхности ключей с открытым зевом и ключей для круглых гаек | Ra £ 1,25 | Ra £ 2,5 | Ra £ 2,5 | Rz £ 20 |
| Наружный контур | Ra £ 2,5 | Rz £ 20 | Rz £ 20 | |
| Рабочая поверхность зевов ключей Поверхность зуба ключей и внутренняя дугообразная часть ключей для круглых гаек | Rz £ 20 | |||
| Остальные поверхности | Rz £ 40 | |||
(Измененная редакция, Изм. № 2).
1.7. На поверхностях ключей, не подвергаемых механической обработке, допускаются следы штамповки по линии разъема.
(Измененная редакция, Изм. № 3).
1.8. Гаечные ключи должны иметь одно из защитно-декоративных покрытий, указанных в табл. .
Таблица 6
| Группа условий эксплуатации по ГОСТ 9.303-84 | Покрытие | Обозначение по ГОСТ 9.306-85 (по ГОСТ 9.032-74) |
| 1 | Окисное с промасливанием | Хим. Окс. прм |
| Фосфатное с промасливанием | Хим. Фос. прм | |
| Хромовое толщиной 9 мкм | Х9 | |
| Окисное с последующей окраской рукояток нитроэмалью НЦ-25 (или нитроглифталевой эмалью НЦ-132) разных цветов по IV классу и нанесением лака на осветленную головку | (Хим. Окс. | |
| Эм. НЦ-25 | ||
| разн. цв. IV | ||
| Лак) | ||
| 2 — 4 | Цинковое толщиной 15 мкм, хроматированное | Ц15.хр. |
| Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм, нанесенного электролитическим способом | Н12.Х1 | |
| Фосфатное с последующей окраской рукояток нитроглифталевой эмалью НЦ-132 (или пентафталевой эмалью ПФ-115) разных цветов по IV классу и нанесением лака на осветленную головку | (Хим. Фос. | |
| Эм. НЦ-132 | ||
| разн. цв. IV. Лак) | ||
| 5 — 8 | Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом, толщиной 7 мкм | Н14.Н7.Х1 |
| Кадмиевое толщиной 21 мкм хроматированное | Кд 21.хр. |
Примечания:
1. Допускается по согласованию с потребителем (торгующими организациями) применять другие защитно-декоративные металлические и неметаллические покрытия по ГОСТ 9.306-85, ГОСТ 9.303-84 и ГОСТ 9.032-74, не уступающие указанным в табл. .
2. Ключи, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративные покрытия не ниже 2 — 4 групп условий эксплуатации по ГОСТ 9.303-84.
(Измененная редакция, Изм. № 3).
1.9. (Исключен, Изм. № 3).
1.10. На ключах должна быть нанесена следующая маркировка:
товарный знак предприятия-изготовителя;
размер зева или диаметр круглых шлицевых гаек;
слово «хромованадий» или марка стали на ключах из хромованадиевой стали;
буква (на ключах группы прочности D
);
обозначение ключей (последние четыре цифры), исключая ключи, предназначенные для розничной продажи.
1.11. Остальные требования к маркировке и упаковке ключей — по ГОСТ 18088-83.
1.10, 1.11. (Введены дополнительно, Изм, № 3).
МЕТОДЫ ИСПЫТАНИЙ
3.1. Размеры ключей должны проверяться универсальными и специальными средствами измерений.
(Измененная редакция, Изм. № 3).
3.2. Твердость ключей определяют по ГОСТ 8.064-94.
3.3. Шероховатость поверхностей ключей проверяют сравнением с образцами шероховатости или профилометрами (профилографами).
3.4. Работоспособность гаечных ключей проверяется по прочности и определяется крутящими моментами, приведенными в табл. и табл. .
Испытания ключей на работоспособность по прочности проводят на испытательном стенде или приспособлении.
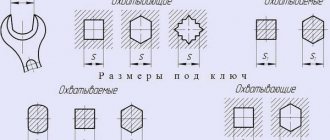
Ключи с открытыми зевами, кольцевые и комбинированные должны устанавливаться зевом на оправку, имеющую в поперечном сечении форму правильного шестигранника. Номинальные размеры шестигранных оправок должны быть равны минимальным охватываемым размерам «под ключ» нормальной точности по ГОСТ 6424-73.
Ключи для круглых шлицевых гаек должны устанавливаться зевом на оправку с пазом под зуб. Наружный диаметр оправки должен быть равен наружному диаметру гайки, для которой предназначен ключ.
Предельные отклонения наружного диаметра оправок по h 8.
Твердость оправок 53 … 57 HRCэ.
Прочность оправок должна исключать возможность их деформации при испытаниях ключей.
Во время испытаний ключей на работоспособность крутящий момент должен плавно возрастать до величин, указанных в табл. для ключей с открытым зевом, кольцевых и комбинированных и в табл. для ключей для круглых шлицевых гаек. Ключи должны выдерживать не менее трех нагружений.
После испытаний на работоспособность ключи должны быть пригодны к дальнейшей работе.
(Измененная редакция, Изм. № 1, 3).
3.5. (Исключен, Изм. № 3).
3.6. Качество гальванических покрытий должно проверяться по ГОСТ 9.302-88, лакокрасочных покрытий — по ГОСТ 9.032-74.
3.7. (Исключен, Изм. № 3).
Массовые виды ключей
Затрагивая тему гаечных инструментов перед глазами встаёт незабываемый образ гаечного рожкового ключа. Фиксация гаек осуществляется посредством губ, похожих на рожки. Отсюда пошло название. Вторым наименованием подобных средств оперирует ГОСТ — ключ гаечный с отрытым зевом. Осевые линии рукояти и головки чаще всего пересекаются под углом 15−20 градусов. При манипуляциях в тесноте подобная конфигурация сделает труд легче. Углы промеж осей головки и ручки выполняют разными по величинам, противоположные головки с отличными друг от друга уклонами. Рожковым моделям характерно деление на всевозможные модификации:
- Двусторонние инструменты располагают двумя зевами различных габаритов. Обычно их обозначения размера соседние (18−19 мм). Губки могут иметь различную толщину: тонкие работают в труднодоступном месте, для отворачивания гаек из мягких материалов — толстые.
- У односторонних тело удлиняется в целях увеличения момента силы при взаимодействии с крепёжными элементами. Применяется на сборочном производстве для операций с однотипными гайками. У некоторых моделей есть хвостовик с фиксатором для удлиняющих трубчатых конструкций.
- Быстродействующие с модернизированным рабочим профилем и укорочённым зевом для скоростного перемещения ключа от одного отворачиваемого элемента к другому. Вращение меняется при переворачивании инструмента на сто восемьдесят градусов.
- Профильные нарезки на губах рожковых ключей увеличивают численность контактных точек и сдвигают расположение границ крепёжных компонентов относительно зева. Отворачивающее усилие не повреждает структуру в плоскостях гайки или в головках болтов, позволяет открутить деформированные элементы.
- Ключ с рабочим профилем в виде кольца, которое надевают на крепёжную поверхность называют накидным. Они могут располагать кольцами по обеим оконечностям рабочей плоскости. По внутреннему диаметру имеются грани. Их шесть либо двенадцать. Шестигранный силовой инструмент легко и без повреждений отворачивает туго затянутые, закисшие соединения. Двенадцатигранный употребляется при ограничении рабочего пространства. Рабочий профиль может изготавливаться удлинённым для применения насадок. Несомненным преимуществом накидного инструмента признаётся допустимость оказания большого силового воздействия на откручиваемые плоскости и работа на стеснённых площадях. Слабая сторона в дискомфорте при работе с резьбами повышенной длины.
- Приспособления, у которых с одного края рожковая головка, а с другого накидного или торцевого типа классифицируются как комбинированные. Размер головок у них одинаковый с обеих сторон. Размеры длины тела различные: при ограничении пространства — укорочённые стандартные повышающие усилия — удлинённые создающие предельный пик нажатия — сверхдлинные.
- Инструмент с изменяемым рабочим профилем называется разводным. Преобразование происходит за счёт винтового механизма или ползуна, который передвигает подвижную часть на необходимую ширину. Зажим фиксирующих деталей неплотный, что приводит к закатыванию граней. В плюс заносится возможность применения с гайками различных диаметров.
Читать также: Сколько масла в бензин для бензопилы штиль