Цековку по металлу используют при вторичной обработке отверстий в конструкциях промышленного оборудования. Это позволяет получить опорную или контактную область с высокой точностью сопряжения. Обработанные отверстия используют для монтажа различных крепежных элементов: болтов, винтов или шпилек. Надежное крепление элементов конструкции – основа качественной сборки, поэтому цекование применяют во всех отраслях промышленности с высокими технологическими требованиями к производственному процессу.
Получение отверстий
Для того чтобы досконально разобраться в том, что такое зенкерование, необходимо иметь представление, как делают отверстия в деталях. Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Важный показатель, который влияет на максимальные и минимальные значения — это требуемый квалитет. Например, необходимо выполнить чистовое зенкерование отверстия на диаметр 85 мм с квалитетом Н11. Исходя из таблиц полей допусков отверстий при номинальных размерах от 1 до 500 мм, для 11 квалитета (для диаметров от 80 мм до 120 мм) поле допуска составляет: верхнее значение — «+220», а нижнее -«0», то есть 85 +220 мм. Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный — 85 мм.
При этом допуск на размер — это разница между D max и D min , то есть он будет составлять 0,22 мм. Если же говорить о браке, то для отверстия неисправимым будет считаться диаметр выше значения 85,22 мм, а исправимым — меньше 85 мм.
Зенковка – это металлорежущий инструмент с несколькими рабочими лезвиями, предназначенный для обработки предварительно просверленных отверстий цилиндрической или конической формы. С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.
ГОСТ 21.502-2016 СПДС. Правила выполнения рабочей документации металлических конструкций
Данный ГОСТ устанавливает состав и правила выполнения рабочей документации строительных металлических конструкций чертежей марки КМ, но не распространяется на выполнение деталировочных чертежей металлических конструкций марки КМД.
Требования к узлам металлических конструкций приведены в разделе 6.5 ГОСТ 21.502.
6.5.1 На чертежах узлов металлических конструкций приводят принципиальные решения, обеспечивающие работу расчетной схемы здания или сооружения.
6.5.2 На чертежах узлов изображают элементы металлических конструкций, сходящиеся в узле, с указанием привязок к координационным осям, осям элементов, поверхностям деталей, отметок верха или низа элементов конструкции.
Пример выполнения чертежа узла металлических конструкций приведен на рисунке К.1 (приложение К).
Рисунок К.1 — Пример выполнения чертежа узла металлической конструкции
6.5.3 На чертежах узлов изображают примыкающие элементы конструкций, не разрабатываемые в данных рабочих чертежах марки КМ, с указанием их размеров, привязок и других требований, необходимых для разработки деталировочных чертежей марки КМД.
Чертежи простейших узлов конструкций, не требующих пояснения, разрабатывают в деталировочных чертежах марки КМД.
6.5.4 На чертежах узлов указывают:
- значения усилий, действующих в элементах (если они не оговорены в ведомости элементов);
- привязки к координационным осям;
- толщины деталей;
- размеры сварных швов;
- типы, классы прочности, число, диаметры и шаги болтов или других крепежных изделий;
- требования к обрабатываемым поверхностям;
- сечения, наименования и марки металла деталей, не оговоренные в ведомости элементов;
- технические требования.
Примечание — Толщины деталей, размеры сварных швов, число, шаги и класс прочности болтов или других крепежных изделий не указывают, если они могут быть определены при разработке деталировочных чертежей марки КМД.
Сфера применения
Цековка относится к той же группе инструментов, что свело и зенкер. Она предназначается для создания углублений и повышения качества торцевых поверхностей отверстий в металлических изделиях. Устанавливают её главным образом на сверлильных станках, но может работать так же на токарных и фрезерных. Инструмент является разновидностью зенковки, тем самым уточняется определение цековки и понимание, что это такое и для чего используется.
Режущие кромки инструмента находятся на торце рабочей зоны цековки, по периметру вращающегося вала. На самом конце располагается направляющая цапфа, которая вставляется в просверленное отверстие, совмещая таким способом его ось с осью инструмента.
Задачи у цековки следующие:
- получение строго перпендикулярной опорной плоскости вокруг отверстия для лучшего контакта между ней и крепежом;
- выравнивание внутренних торцевых элементов детали;
- удаление заусенцев и наплывов;
- снятие фасок.
Видно, что торцевые зенковки обеспечивают требуемую современными стандартами точность размеров металлических изделий и создают условия необходимые для качественной сборки. А также ими при надобности обрабатывает торцы закладных изделий.
Назначение инструмента
Принцип действия цековки схож с работой другого обрабатывающего инструмента – зенкера.
Зенкер предназначен для расширения готовых отверстий круглого сечения путем резания лезвиями инструмента. При этом толщина удаляемого слоя металла невелика.
Цековку очень редко используют вручную ввиду низкой точности такого метода обработки. В зависимости от характера работ ее устанавливают на следующие станки:
- сверлильные;
- фрезерные;
- расточные;
- токарные.
Наибольшее распространение инструмент получил в качестве средства обработки на станках сверлильного типа.
Острые элементы цековки расположены в торцевой части. Они равномерно распределены по периметру основного вала, который вращается вокруг своей оси. Такая конструкция послужила причиной распространения инструмента для применения на сверлильных установках.
Цекование металла может преследовать следующие цели:
- получение идеально ровной опорной плоскости, расположенной под углом 90° относительно отверстия;
- устранение дефектов внутренней поверхности отверстий;
- снятие фаски на кромке;
- шлифовка наплывов и заусенцев металла;
- создание многоступенчатых отверстий.
У инструмента отсутствуют требования к материалу обрабатываемой детали. Он одинаково хорошо справляется со всем видами черных и цветных металлов, а также сплавов на их основе.
Точность работы соответствует современным стандартам, применяемым при производстве деталей точного машиностроения до 2 класса точности.
Вопрос-ответ
Как определить оптимальную скорость резания?
Скорость резания подбирают с учетом диаметра инструмента и частоты вращения. Обязательно введение поправочных коэффициентов. Полученные данные можно использовать для вычисления частоты вращения шпинделя.
Как определить глубину резания цековкой?
Этот показатель вычисляют как половину диаметра режущего инструмента за вычетом диаметра чернового отверстия.
Возможно ли изготовление цековок на заказ?
Да, изготовит инструменты по вашим чертежам в срок от 5 до 45 дней.
а. Ц. имеет нижнюю гладкую направляющую часть, вставляемую в отверстие, вокруг которого производится обработка, что позволяет выдерживать взаимную перпендикулярность получаемой поверхности и оси отверстия.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969-1978 .Синонимы
:
Смотреть что такое «Цековка» в других словарях:
- Зенковка для зачистки торцовых поверхностей. Обычно цековки выполняются в виде насадных головок, имеющих торцовые зубцы. Цековками производят обработку бобышек под шайбы, упорные кольца, гайки. См. также: Режущие инструменты Финансовый словарь… … Финансовый словарь
Зенковка, цекование, зенкер Словарь русских синонимов. цековка сущ., кол во синонимов: 4 зенкер (2) зенко … Словарь синонимов
цековка
— Ндп. торцовый зенкер торцовая зенковка подрезка Осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки. Недопустимые, нерекомендуемые подрезкаторцовая… … Справочник технического переводчика
цековка
— цек овка, и, род. п. мн. ч. вок … Русский орфографический словарь
Цековка
— Зенковка для зачистки торцовых поверхностей (например, снятие бобышек). Как правило, выполняется в виде насадных головок, имеющих торцовые зубцы … Словарь строителя
Цековка, обработка вокруг отверстия детали для получения плоскости, конич. или цилиндрич. углубления под головку винта или гайку, Реж. инструмент спец. зенкер (цековка) … Большой энциклопедический политехнический словарь
Зенковка, зинковка, цековка Словарь русских синонимов. зенкер сущ., кол во синонимов: 2 инструмент (541) … Словарь синонимов
Орудие производства для изменения формы и размеров обрабатываемой металлической заготовки путём удаления части материала в виде стружки с целью получения готовой детали или полуфабриката. Различают станочный и ручной М. и. Основные части… …
Обработка поверхности детали вокруг отверстия (разновидность зенкерования (См. Зенкерование)), предназначенная для образования плоскостей или углублений под головку винта, шайбу, упорное кольцо и т.п. Ц. производится на сверлильных,… … Большая советская энциклопедия
Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Сверление вид механической обработки материалов резанием, при котором с помощью специального вращающегося режущего инструмента (сверла … Википедия
Цековка или зенкер торцовый – это вид металлорежущего инструмента, предназначенный для выполнения отверстий цилиндрической формы и снятия фасок отверстий. Может применяться для работы по сталям, цветным металлам, твердым сплавам.
Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.
Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.
Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование
Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Применение
- Обработка различных отверстий стандартного типа, расположенных на опорных плоскостях. Эти отверстия для крепления элементов с помощью болтов, винтов, шайб, специальных фиксирующих колец.
- Финальная обработка торцов различных металлических элементов (цековка по металлу в данном случае нужна для зачистки поверхностей, устранения мелких неровностей и дефектов, связанных либо с неоднородной структурой самого металла, либо с некачественной стартовой обработкой).
Все манипуляции, которые можно выполнять с помощью цековки, называют обобщающим термином цекование. Оптимальный способ цекования — это выравнивание неровной металлической поверхности рядом с отверстием. Такая обработка благоприятно сказывается не только на внешнем виде, но и на физико-эксплуатационных свойствах детали.
В большинстве случаев цековка по металлу используется для обработки стали и сплавов. При необходимости, её можно адаптировать для обработки любых цветных и драгоценных металлов — медь, алюминий, свинец, серебро, золото + различные сплавы.
Шайбы — госты, обозначения
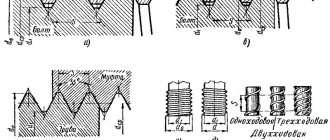
Шайбы применяют для предохранения поверхности детали от повреждения гайкой при затяжке последней и увеличения опорной площади гайки, головки болта или винта, для устранения возможности самоотвинчивания гаек при испытываемых ими вибрациях, изменения температуры в других случаях. Различают шайбы круглые (рис. 8.57, а), квадратные (рис. 8.57, б), пружинные (представляющие собой виток винтового выступа левого направления) (рис. 8.58), многолапчатые (рис. 8.59), стопорные, сферические, устраняющие перекос шпильки или болта при изменении положения части соединенных деталей (рис. 8.60), быстросъемные (рис. 8.61), косые (рис. 8.62) для выравнивания уклонов полок швеллеров и двутавровых балок и др.
Изготавливают шайбы вырубкой из листового материала (металла, кожи, резины, пластмассы) или точением из пруткового металла, в частности калиброванного.
Примеры обозначений: Шайба А.12.01.08кп.016 ГОСТ 11371—78 (рис. 8.57, а), где исполнение 1 (не указывают), для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной стандартом, из стали марки 08кп (указывают для групп 01, 02, 11, 32, так как каждая из них содержит по две марки стали); 016 — покрытие. То же, исполнения 2 (класса точности А):Шайба 2.12.01.08кп. 016 ГОСТ 11371—78.Фактический диаметр отверстия в шайбах немного больше указываемого в обозначении на 0,5…2 мм в зависимости от диаметра резьбы.
Аналогично обозначают шайбы многолапчатые (имеют по одному исполнению):Шайба 64.02. СтЗ.016 ГОСТ 11872—89 (см. рис. 8.59), где 64 — диаметр резьбы круглой шлицевой гайки, 02 — группа материала.Пример обозначения быстросъемной шайбы (см. рис. 8.61):Шайба 5.03.016 ГОСТ 11648—75, где 5 —диаметр d отверстия, согласованный с диаметром d1 проточки на валу.Пружинные шайбы (см. рис. 8.58) выпускают четырех типов: легкие (Л), нормальные (Н), тяжелые (Т); особо тяжелые (ОТ). Пример обозначения:Шайба 12 65Г ГОСТ 6402—70, где 12 — диаметр резьбы крепежной детали, 65Г — марка стали (пружинная марганцовистая). Исполнение 1 не пишется, шайба нормального типа (литеру Н не указывают), без покрытия. Запись в обозначении, например, 12Т определит шайбу тяжелого типа. На рис 8.58, а — шайба пружинная исполнения 2.Шайбы типа, показанного на рис. 8.57, б, обозначают: Шайба 6 ГОСТ 24197—80, где б — диаметр отверстия. Материал не указан, так как он предусмотрен стандартом (СтЗпк по ГОСТ 380—71**). При применении спокойной стали после размера диаметра отверстия ставят букву С, например 6С. На учебных чертежах обычно принимают, что шайбы не имеют покрытия.ГОСТ 6402—70* дополнен данными о пружинных шайбах исполнения 2.
ГОСТ Р 21.1101-2013 СПДС. Основные требования к проектной и рабочей документации
Данный ГОСТ устанавливает основные требования к проектной и рабочей документации для строительства объектов различного назначения.
Требования к узлам и сечениям указаны в разделе 5.5 ГОСТ Р 21.1101-2013.
В соответствии с п.5.5.2 сечения здания или сооружения обозначают арабскими цифрами последовательно в пределах графического документа.
Допускается самостоятельная нумерация для сечений отдельных участков здания, сооружения или установок, все чертежи которых размещены на одном листе или группе листов и если на этих чертежах отсутствуют ссылки на сечения, расположенные на других листах графического документа.
Допускается обозначать сечения — прописными или строчными буквами русского алфавита (за исключением букв, указанных в 5.3.2).
Согласно п.5.3.2 ….за исключением букв: Ё, З, Й, О, X, Ц, Ч, Щ, Ъ, Ы, Ь) или, при необходимости, буквами латинского алфавита (за исключением букв I и О).
Положение секущей плоскости указывают на чертеже линией сечения (разомкнутой линией по ГОСТ 2.303). При сложном разрезе штрихи проводят также у мест пересечения секущих плоскостей между собой. На начальном и конечном штрихах следует ставить стрелки, указывающие направление взгляда; стрелки должны наноситься на расстоянии 2-3 мм от конца штриха (рисунок 10).
Рисунок 10
Направление взгляда для разреза по плану здания и сооружения принимают, как правило, снизу вверх и справа налево.
В соответствии с таблицей 1 ГОСТ 2.303-68 «Единая система конструкторской документации (ЕСКД). Линии»
п.5 ГОСТ 2.303 Толщина сплошной основной линии должна быть в пределах от 0,5 до 1,4 мм в зависимости от величины и сложности изображения, а также от формата чертежа.
Толщина линий одного и того же типа должна быть одинакова для всех изображений на данном чертеже, вычерчиваемых в одинаковом масштабе.
п.5.5.3 ГОСТ Р 21.1101-2013 Если отдельные части вида (фасада), плана, разреза требуют более детального изображения, то дополнительно выполняют местные виды и выносные элементы — узлы и фрагменты.
5.5.4 На изображении (плане, фасаде или разрезе), откуда выносят узел, соответствующее место отмечают замкнутой сплошной тонкой линией (окружностью, овалом или прямоугольником со скругленными углами) с нанесением на полке линии-выноски обозначения узла арабской цифрой в соответствии с рисунками 11а, 11б или прописной буквой русского алфавита в соответствии с рисунком 11в.
Рисунок 11
При необходимости ссылки на узел, помещенный в другом графическом документе (например, основном комплекте рабочих чертежей), или на рабочие чертежи типового строительного узла указывают обозначение и номер листа соответствующего документа в соответствии с рисунком 11б или серию рабочих чертежей типовых узлов и номер выпуска в соответствии с рисунком 11в.
При необходимости ссылку на узел в сечении выполняют в соответствии с рисунком 12.
Рисунок 12
Над изображением узла указывают в кружке его обозначение в соответствии с рисунком 13а, если узел изображен на том же листе, откуда он вынесен, или 13б, если он вынесен на другом листе.
Рисунок 13
Узлу, являющемуся полным зеркальным отражением другого (основного) исполнения, присваивают то же обозначение, что и основному исполнению, с добавлением индекса «н».
5.5.5 Местные виды обозначают прописными буквами русского алфавита, которые наносят рядом со стрелкой, указывающей направление взгляда. Эти же обозначения наносят над изображениями видов.
5.5.6 Для каждого вида изображений (разрезов и сечений, узлов, фрагментов) применяют самостоятельный порядок нумерации или буквенных обозначений.
5.5.9 Если изображение разреза, сечения, узла, вида или фрагмента помещено на другом листе, то после обозначения изображения указывают в скобках номер этого листа в соответствии с рисунками 10, 11а, 12 и 14.
Согласно п.5.5.14 наименованиями сечений являются цифровые или буквенные обозначения секущих плоскостей.
Пример — 5-5, Б-Б, а-а
Разновидности
Люнеты разделяются по разным факторам: размеры, способы закрепления изделия на токарном станке, дополнительные элементы конструкции, масса, количество креплений.
Неподвижный люнет
Неподвижный люнет применяется для того чтобы удерживать длинные детали. Деталь закрепляется на оборудовании с помощью крепежных болтов, которые вкручиваются в опорную пластину.
Особенность неподвижных конструкций — она имеет три кулачка, один из которых оказывает упор сверху, два других — снизу. Для закрепления на заготовках, неподвижный люнет имеет откидной шарнир, который упрощает этот процесс.
Подвижный люнет
Подвижные детали имеют несколько отличий от предыдущих. На токарном станке присутствует продольный суппорт, на который закрепляются люнеты. Благодаря этому движение резцов с дополнительной деталью происходит одновременно. Это позволяет проводить более равномерную обработку. Режущий инструмент не заклинивает, сохраняет свою целостность длительный промежуток времени.
Еще одна особенность подвижной детали — наличие двух кулачков для упора детали. Один располагается на верхней части конструкции, другой на боковой. Роль третьего упора выполняет резец.
Подвижной люнет на станке
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЦЕКОВОК
ПРИЛОЖЕНИЕ Рекомендуемое
Черт.8. Тип 1
Тип 1
(черт.8, табл.10)
Черт.8
Таблица 10
мм
| Число зубьев | |||||||||
| 2,2 | 1,1 | — | — | 0,1 | 0,7 | 0,2 | 0,3 | 0,3 | 4 |
| 1,2 | |||||||||
| 2,5 | 1,3 | ||||||||
| 1,4 | |||||||||
| 2,8 | 1,5 | 0,8 | |||||||
| 1,6 | |||||||||
| 3,3 | 1,7 | 0,2 | 1,0 | ||||||
| 1,8 | |||||||||
| 3,8 | 2,0 | 1,2 | 0,3 | ||||||
| 2,1 | |||||||||
| 4,3 | 2,2 | ||||||||
| 2,4 | |||||||||
| 5,0 | 1,7 | ||||||||
| 1,8 | |||||||||
| 2,0 | 0,85 | 1,8 | — | 2 | |||||
| 2,7 | — | — | 1,3 | 4 | |||||
| 2,9 | |||||||||
| 6,0 | 2,2 | 2,0 | 0,5 | 0,5 | 0,8 | ||||
| 2,4 | |||||||||
| 2,6 | |||||||||
| 3,2 | 1,6 | ||||||||
| 3,4 | |||||||||
| 6,5 | 3,7 | 0,2 | 4 | ||||||
| 3,9 | |||||||||
| 2,7 | 2,0 | ||||||||
| 7,5 | 2,9 | ||||||||
| 3,1 | 2,70 | 3,0 | — | 2 | |||||
| 8,0 | 3,2 | — | — | 2,5 | 4 | ||||
| 3,4 | |||||||||
| 3,6 | |||||||||
| 4,3 | 2,0 | ||||||||
| 4,5 | |||||||||
| 10,0 | 4,3 | 3,0 | 0,8 | 1,0 | |||||
| 4,5 | |||||||||
| 4,8 | |||||||||
| 5,3 | 2,5 | ||||||||
| 5,5 | |||||||||
| 11,0 | 5,3 | 0,3 | 3,0 | ||||||
| 5,5 | |||||||||
| 5,8 | |||||||||
| 6,4 | 2,5 | ||||||||
| 6,6 | |||||||||
| 12,0 | 4,3 | 4,0 | |||||||
| 4,5 | |||||||||
| 5,3 | 3,6 | ||||||||
| 5,5 | |||||||||
| 5,8 | |||||||||
| 13,5 | 6,4 | ||||||||
| 6,6 | |||||||||
| 7,0 | |||||||||
| 5,3 | 0,5 | 5,0 | 1,0 | 1,2 | |||||
| 15,0 | 5,5 | ||||||||
| 8,4 | 4,0 | ||||||||
| 9,0 | |||||||||
| 5,3 | 5,5 | ||||||||
| 16,0 | 5.5 | ||||||||
| 5,8 | |||||||||
| 18,0 | 6,4 | 6,0 | |||||||
| 6,6 | |||||||||
| 7,0 | |||||||||
| 8,4 | 4,0 | ||||||||
| 9,0 | |||||||||
| 10,0 | 5,0 | ||||||||
| 10,5 | |||||||||
| 11,0 | |||||||||
| 20,0 | 8,4 | 0,5 | 6,0 | ||||||
| 9,0 | |||||||||
| 10,0 | |||||||||
| 10,5 | 5,5 | ||||||||
| 11,0 | |||||||||
| 12,0 | 4,0 | ||||||||
| 13,0 | |||||||||
| (13,5) | |||||||||
| 14.0 |
Черт.9. Тип 2
Тип 2
(черт.9, табл.11)
Черт.9
Таблица 11
мм
| Обозначение пластин по ГОСТ 25400-82 | ||||||||
| 13,5 | 2,5 | 5 | 1 | 1,0 | 0,8 | 0,3 | 1,0 | 21070 |
| 15,0 | 3,0 | 1,0 | 0,5 | 1,2 | ||||
| 16,0 | 6 | 211190 | ||||||
| 18,0 | 3,5 | |||||||
| 20,0 | 4,0 | 7 | ||||||
| 22,0 | 5,0 | 1,6 | 1,6 | 1,6 | ||||
| 24,0 | 21230 | |||||||
| 26,0 | 8 | 21210 | ||||||
| 28,0 | 21290 | |||||||
| 30,0 | 2,0 | |||||||
| 32,0 | 6,0 | 10 | 2,0 | |||||
| 33,0 | 21130 | |||||||
| 34,0 | 2,5 | 21150 | ||||||
| 36,0 | ||||||||
| 38,0 | 21350 | |||||||
| 40,0 | ||||||||
| 42,0 | 7,0 | 12 | 2 | |||||
| 43,0 | ||||||||
| 45,0 | 8,0 | 14 | 3,0 | |||||
| 48,0 | ||||||||
| 52,0 | 9,0 | 16 | 21410 | |||||
| 63,0 | 21350 | |||||||
| 55,0 | ||||||||
| 57,0 | 10,0 | 17 | ||||||
| 60,0 | 21250 | |||||||
| 61,0 |
Черт.10. Тип 3
Тип 3
(черт.10, табл.12)
Черт.10
Черт.10 (продолжение)
Таблица 12
мм
| Обозначение пластины по ГОСТ 25400-82 | |||||
| 34 | 6 | 10 | 1 | 2,5 | 21150 |
| 36 | |||||
| 38 | 21350 | ||||
| 40 | 7 | 12 | |||
| 42 | 2 | ||||
| 43 | |||||
| 45 | 8 | 14 | 3,0 | ||
| 48 | |||||
| 52 | 9 | 16 | 21410 | ||
| 53 | 21350 | ||||
| 55 | |||||
| 57 | 10 | 17 | |||
| 60 | 21250 | ||||
| 61 |
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Цековки должны изготовляться типов:
1 — с постоянной направляющей цапфой и цилиндрическим хвостовиком;
2 — со сменной направляющей цапфой и коническим хвостовиком;
3 — со сменной направляющей цапфой насадные;
4 — со сменной направляющей цапфой и хвостовиком под штифтовой замок. Цековки типов 2-4 изготовляют в двух исполнениях:
1 — цековки с рабочей частью из быстрорежущей стали;
2 — цековки с рабочей частью, оснащенной твердосплавными пластинами. Цековки типа 1 изготовляют только в 1-м исполнении.
1.2. Цековки с рабочей частью из быстрорежущей стали предназначены для обработки конструкционной стали, с рабочей частью, оснащенной твердосплавными пластинами, для обработки конструкционной стали и чугуна.
1.3. Конструкция и основные размеры цековок должны соответствовать указанным на черт.1 и в табл.1 для цековок типа 1; на черт.2, 3 и в табл.2 для цековок типа 2; на черт.4, 5 и в табл.3 для цековок типа 3; на черт.6, 7 и в табл.4 для цековок типа 4.
Черт.1. Тип 1. Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
Тип 1
Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
Черт.1
Таблица 1
мм
| Обозначение цековки | Применяемость | ||||||
| 2350-0621 | 2,2 | 1,1 | 2,2 | 45 | 7 | — | 1,5 |
| 2350-0622 | 1,2 | ||||||
| 2350-0623 | 2,5 | 1,3 | 2,5 | ||||
| 2350-0624 | 1,4 | ||||||
| 2350-0625 | 2,8 | 1,5 | 2,8 | ||||
| 2350-0626 | 1,6 | ||||||
| 2350-0627 | 3,3 | 1,7 | 3,3 | 56 | 10 | 2,5 | |
| 2350-0628 | 1,8 | ||||||
| 2350-0629 | 3,8 | 2,0 | 3,8 | ||||
| 2350-0631 | 2,1 | ||||||
| 2350-0632 | 4,3 | 2,2 | 4,3 | ||||
| 2350-0633 | 2,4 | ||||||
| 2350-0634 | 5,0 | 1,7 | 5,0 | ||||
| 2350-0635 | 1,8 | ||||||
| 2350-0636 | 2,0 | ||||||
| 2350-0637 | 2,7 | ||||||
| 2350-0638 | 2,9 | ||||||
| 2350-0639 | 6,0 | 2,2 | 71 | 14 | 31,5 | 4,0 | |
| 2350-0641 | 2,4 | ||||||
| 2350-0642 | 2,6 | ||||||
| 2350-0643 | 3,2 | ||||||
| 2350-0644 | 3,4 | ||||||
| 2350-0645 | 6,5 | 3,7 | |||||
| 2350-0646 | 3,9 | ||||||
| 2350-0647 | 7,0 | 2,7 | 3,0 | ||||
| 2350-0648 | 2,9 | ||||||
| 2350-0649 | 3,1 | ||||||
| 2350-0651 | 7,5 | 2,7 | |||||
| 2350-0652 | 2,9 | ||||||
| 2350-0653 | 3,1 | ||||||
| 2350-0654 | 8,0 | 3,2 | 4,0 | ||||
| 2350-0655 | 3,4 | ||||||
| 2350-0656 | 3,6 | ||||||
| 2350-0657 | 4,3 | 5,0 | |||||
| 2350-0658 | 4,5 | ||||||
| 2350-0659 | 10,0 | 4,3 | 8,0 | 80 | 18 | 35,5 | |
| 2350-0661 | 4,5 | ||||||
| 2350-0662 | 4,8 | ||||||
| 2350-0663 | 5,3 | 6,0 | |||||
| 2350-0664 | 5,5 | ||||||
| 2350-0665 | 11,0 | 5,3 | |||||
| 2350-0666 | 5,5 | ||||||
| 2350-0667 | 5,8 | ||||||
| 2350-0668 | 6,4 | ||||||
| 2350-0669 | 6,6 | ||||||
| 2350-0671 | 12,0 | 4,3 | 5,0 | ||||
| 2350-0672 | 4,5 | ||||||
| 2350-0673 | 5,3 | 6,0 | |||||
| 2350-0674 | 5,5 | ||||||
| 2350-0675 | 5,8 | ||||||
| 2350-0676 | 13,5 | 6,4 | 12,5 | 100 | 22 | 40,0 | |
| 2350-0677 | 6,6 | ||||||
| 2350-0678 | 7,0 | ||||||
| 2350-0679 | 15,0 | 5,3 | |||||
| 2350-0681 | 5,5 | ||||||
| 2350-0682 | 8,4 | 9,0 | |||||
| 2350-0683 | 9,0 | ||||||
| 2350-0684 | 16,0 | 5,3 | 6,0 | ||||
| 2350-0685 | 5,5 | ||||||
| 2350-0686 | 5,8 | ||||||
| 2350-0687 | 18,0 | 6,4 | |||||
| 2350-0688 | 6,6 | ||||||
| 2350-0689 | 7,0 | ||||||
| 2350-0691 | 8,4 | 10,0 | |||||
| 2350-0692 | 9,0 | ||||||
| 2350-0693 | 10,0 | ||||||
| 2350-0694 | 10,5 | ||||||
| 2350-0695 | 11,0 | ||||||
| 2350-0696 | 20,0 | 8,4 | |||||
| 2350-0697 | 9,0 | ||||||
| 2350-0698 | 10,0 | ||||||
| 2350-0699 | 10,5 | ||||||
| 2350-0701 | 11,0 | ||||||
| 2350-0702 | 12,0 | ||||||
| 2350-0703 | 13,0 | 15,0 | |||||
| 2350-0704 | 14,0 | ||||||
| 2350-0705 | (13,5) |
Пример условного обозначения цековки типа 1 диаметром рабочей части =5,0 мм, диаметром направляющей цапфы =2,0 мм:
Цековка 2350-0636 ГОСТ 26258-87
Черт.2. Тип 2. Цековка со сменной направляющей цапфой и коническим хвостовиком
Тип 2
Цековка со сменной направляющей цапфой и коническим хвостовиком
________________ * Размер для справок. ** Допускается располагать ось винта (поз.3) перпендикулярно опорной плоскости хвостовика направляющей цапфы (поз.2).
1 — цековка; 2 — направляющая цапфа типа 1 по ГОСТ 26259-87; 3 — винт по ГОСТ 1477-84; 4 — твердосплавная пластина по ГОСТ 25400-82 Черт.2
1.4. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.3 и в табл.2.
Черт.3. Конструкция и основные размеры цековок (поз.1)
Черт.3
Таблица 2
мм
| Обозначение цековки исполнения | Приме- няемость цековки испол- нения | * | Конус Морзе | Обозначение деталей | ||||||||||
| 1 | 2 | 1 | 2 | Поз.2 Цапфа по ГОСТ 26259-87 | Поз.3 Винт по ГОСТ 1477-84 | |||||||||
| 2350-0706 | 2350-0707 | 13,5 | 138 | 4 | M3 | 132 | 22 | 30 | 16 | 2 | 6020-0524 по 6020-0526 | |||
| 2350-0708 | 2350-0709 | 15,0 | 137 | 6020-0521 | ||||||||||
| 6020-0522 | ||||||||||||||
| 139 | 6020-0527 | |||||||||||||
| 6020-0528 | ||||||||||||||
| 2350-0711 | 2350-0712 | 16,0 | 138 | 6020-0521 по 6020-0523 | ||||||||||
| 2350-0713 | 2350-0714 | 18,0 | 146 | 5 | M4 | 140 | 25 | 38 | 19 | 6020-0529 по 6020-0532 | ||||
| 147 | 6020-0533 по 6020-0535 | |||||||||||||
| 148 | 6020-0536 | |||||||||||||
| 6020-0537 | ||||||||||||||
| 2350-0715 | 2350-0716 | 20,0 | 147 | 6020-0533 по 6020-0535 | ||||||||||
| 148 | 6020-0536 по 6020-0538 | |||||||||||||
| 2350-0715 | 2350-0716 | 20,0 | 150 | 6020-0539 по 6020-0542 | ||||||||||
| 2350-0744 | 2350-0745 | 22,0 | 158 | 6 | M5 | 150 | 30 | 46 | 23 | 6020-0546 по 6020-0548 | ||||
| 2350-0717 | 2350-0718 | 24,0 | 157 | 6020-0543 по 6020-0545 | ||||||||||
| 158 | 6020-0546 | |||||||||||||
| 6020-0547 | ||||||||||||||
| 160 | 6020-0549 по 6020-0556 | |||||||||||||
| 2350-0719 | 2350-0721 | 26,0 | 190 | 8 | М6 | 180 | 35 | 54 | 27 | 3 | 6020-0561 по 6020-0567 | |||
| 192 | 6020-0568 по 6020-0572 | |||||||||||||
| 2350-0722 | 2350-0723 | 28,0 | 188 | 6020-0557 по 6020-0559 | ||||||||||
| 190 | 6020-0561 по 6020-0565 | |||||||||||||
| 2350-0724 | 2350-0725 | 30,0 | 190 | 6020-0561 по 6020-0567 | ||||||||||
| 192 | 6020-0568 по 6020-0575 | |||||||||||||
| 2350-0777 | 2350-0778 | 32,0 | 202 | 10 | М8 | 190 | 40 | 64 | 32 | 6020-0594 | ||||
| 6020-0596 | ||||||||||||||
| 6020-0598 | ||||||||||||||
| 2350-0726 | 2350-0727 | 33,0 | 6020-0585 | |||||||||||
| 6020-0587 | ||||||||||||||
| 6020-0589 | ||||||||||||||
| 6020-0592 | ||||||||||||||
| 6020-0594 | ||||||||||||||
| 2350-0728 | 2350-0729 | 34,0 | 200 | 6020-0576 | ||||||||||
| 6020-0578 | ||||||||||||||
| 6020-0581 | ||||||||||||||
| 202 | 6020-0583 | |||||||||||||
| 6020-0585 | ||||||||||||||
| 6020-0587 | ||||||||||||||
| 6020-0589 | ||||||||||||||
| 6020-0592 | ||||||||||||||
| 6020-0594 | ||||||||||||||
| 205 | 6020-0598 | |||||||||||||
| 6020-0601 | ||||||||||||||
| 2350-0731 | 2350-0732 | 36,0 | 202 | 10 | M8 | 190 | 40 | 64 | 32 | 6020-0594 | ||||
| 6020-0596 | ||||||||||||||
| 205 | 6020-0598 | |||||||||||||
| 6020-0601 | ||||||||||||||
| 6020-0603 | ||||||||||||||
| 6020-0605 | ||||||||||||||
| 2350-0733 | 2350-0734 | 38 | 202 | 6020-0585 | ||||||||||
| 6020-0587 | ||||||||||||||
| 6020-0589 | ||||||||||||||
| 6020-0592 | ||||||||||||||
| 6020-0594 | ||||||||||||||
| 6020-0596 | ||||||||||||||
| 2360-0735 | 2350-0736 | 40,0 | 205 | 6020-0598 | ||||||||||
| 6020-0601 | ||||||||||||||
| 6020-0603 | ||||||||||||||
| 6020-0605 | ||||||||||||||
| 6020-0607 | ||||||||||||||
| 208 | 6020-0609 | |||||||||||||
| 2350-0737 | 2350-0738 | 42,0 | 248 | 12 | 236 | 50 | 76 | 42 | 4 | 6020-0612 | ||||
| 6020-0613 | ||||||||||||||
| 251 | 6020-0614 | |||||||||||||
| 6020-0615 | ||||||||||||||
| 6020-0617 | ||||||||||||||
| 6020-0618 | ||||||||||||||
| 254 | 6020-0619 | |||||||||||||
| 6020-0621 | ||||||||||||||
| 2350-0739 | 2350-0741 | 43,0 | 251 | 12 | M8 | 236 | 50 | 76 | 42 | 6020-0616 | ||||
| 6020-0617 | ||||||||||||||
| 254 | 6020-0619 | |||||||||||||
| 2350-0742 | 2350-0743 | 45,0 | 251 | 6020-0614 | ||||||||||
| 6020-0615 | ||||||||||||||
| 6020-0616 | ||||||||||||||
| 6020-0617 | ||||||||||||||
| 254 | 6020-0619 по 6020-0622 | |||||||||||||
| 2350-0746 | 2350-0747 | 48,0 | 251 | 6020-0616 по 6020-0618 | ||||||||||
| 254 | 6020-0619 по 6020-0623 | |||||||||||||
| 258 | 6020-0624 | |||||||||||||
| 6020-0625 | ||||||||||||||
| 2350-0748 | 2350-0749 | 52,0 | 265 | 16 | М10 | 250 | 63 | 88 | 53 | 6020-0641 | ||||
| 268 | 6020-0643 | |||||||||||||
| 6020-0645 | ||||||||||||||
| 6020-0647 | ||||||||||||||
| 272 | 6020-0652 | |||||||||||||
| 2350 0804 | 2350-0805 | 53,0 | 6020-0656 | |||||||||||
| 6020-0661 | ||||||||||||||
| 2350-0751 | 2350-0752 | 55,0 | 268 | 6020-0649 | ||||||||||
| 272 | 6020-0654 | |||||||||||||
| 2350-0753 | 2350-0754 | 57,0 | 6020-0658 | |||||||||||
| 6020-0663 | ||||||||||||||
| 6020-0667 | ||||||||||||||
| 2350-0755 | 2350-0756 | 60,0 | 268 | 6020-0645 | ||||||||||
| 6020-0647 | ||||||||||||||
| 6020-0649 | ||||||||||||||
| 272 | 6020-0652 | |||||||||||||
| 6020-0654 | ||||||||||||||
| 6020-0656 | ||||||||||||||
| 6020-0658 | ||||||||||||||
| 6020-0661 | ||||||||||||||
| 6020-0665 | ||||||||||||||
| 6020-0669 | ||||||||||||||
| 277 | 6020-0672 | |||||||||||||
| 2350-0757 | 2350-0758 | 61,0 | 268 | 6020-0649 | ||||||||||
| 272 | 6020-0654 | |||||||||||||
| 6020-0658 | ||||||||||||||
| ________________ * Размер для справок. | ||||||||||||||
Пример условного обозначения цековки типа 2 исполнения 1 диаметром =13,5 мм:
Цековка 2350-0706 ГОСТ 26258-87
То же, исполнения 2 с пластинами из твердого сплава марки ВК8:
Цековка 2350-0707 ВК8 ГОСТ 26258-87
Черт.4. Тип 3. Цековка со сменной направляющей цапфой насадная
Тип 3 Цековка со сменной направляющей цапфой насадная
________________ * Размер для справок.
1 — цековка; 2 — направляющая цапфа типа 1 по ГОСТ 26259-87; 3 — оправка по ГОСТ 26260-84; 4 — винт по ГОСТ 1477-84; 5 — твердосплавная пластина по ГОСТ 25400-82 Черт.4
1.5. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.5 и в табл.3.
Черт.5. Конструкция и основные размеры цековок (поз.1)
Черт.5
Таблица 3
мм
| Обозначение цековки исполнения | Применяемость цековки исполнения | * | Обозначение деталей | |||||||
| 1 | 2 | 1 | 2 | Поз.2 Цапфа по ГОСТ 26259-87 | Поз.3 Оправка по ГОСТ 26260-84 | Поз.4 Винт по ГОСТ 1477-84 | ||||
| 2350-0759 | 2350-0761 | 34,0 | 246,0 | 10 | 40 | 6020-0577 | 6230-0034 | |||
| 6020-0579 | ||||||||||
| 6020-0582 | ||||||||||
| 248,0 | 6020-0584 | |||||||||
| 6020-0586 | ||||||||||
| 6020-0588 | ||||||||||
| 6020-0591 | ||||||||||
| 6020-0593 | ||||||||||
| 6020-0595 | ||||||||||
| 251,0 | 6020-0599 | |||||||||
| 6020-0602 | ||||||||||
| 2350-0762 | 2350-0763 | 36,0 | 248,0 | 6020-0595 | ||||||
| 6020-0597 | ||||||||||
| 251,0 | 6020-0599 | |||||||||
| 6020-0602 | ||||||||||
| 6020-0604 | ||||||||||
| 6020-0606 | ||||||||||
| 2350-0764 | 2350-0765 | 38 | 248,0 | 6020-0586 | ||||||
| 6020-0588 | ||||||||||
| 6020-0591 | ||||||||||
| 6020-0593 | ||||||||||
| 6020-0595 | ||||||||||
| 6020-0597 | ||||||||||
| 251,0 | 6020-0599 | |||||||||
| 2350-0766 | 2350-0767 | 40,0 | 6020-0599 | |||||||
| 6020-0602 | ||||||||||
| 6020-0604 | ||||||||||
| 6020-0606 | ||||||||||
| 6020-0608 | ||||||||||
| 254 | 6020-0611 | |||||||||
| 2350-0768 | 2350-0769 | 42,0 | 282,5 | 13 | 50 | 6020-0626 | 6230-0038 | |||
| 6020-0627 | ||||||||||
| 285,5 | 6020-0628 | |||||||||
| 6020-0629 | ||||||||||
| 6020-0632 | ||||||||||
| 6020-0633 | ||||||||||
| 288,5 | 6020-0634 | |||||||||
| 6020-0635 | ||||||||||
| 2350-0771 | 2350-0772 | 43,0 | 285,5 | 6020-0631 | ||||||
| 6020-0632 | ||||||||||
| 288,5 | 6020-0634 | |||||||||
| 2350-0773 | 2350-0774 | 45,0 | 285,5 | 6020-0628 по 6020-0632 | ||||||
| 288,5 | 6020-0634 по 6020-0636 | |||||||||
| 2350-0775 | 2350-0776 | 48,0 | 285,5 | 6020-0631 по 6020-0633 | ||||||
| 288,5 | 6020-0634 по 6020-0637 | |||||||||
| 292,5 | 6020-0638 | |||||||||
| 6020-0639 | ||||||||||
| 2350-0779 | 2350-0781 | 52,0 | 285,0 | 16 | 6020-0642 | 6230-0036 | ||||
| 288,0 | 6020-0644 | |||||||||
| 6020-0646 | ||||||||||
| 6020-0648 | ||||||||||
| 292,0 | 6020-0653 | |||||||||
| 2350-0782 | 2350-0783 | 53,0 | 6020-0657 | |||||||
| 6020-0662 | ||||||||||
| 2350-0784 | 2350-0785 | 55,0 | 288,0 | 6020-0651 | ||||||
| 292,0 | 6020-0655 | |||||||||
| 6020-0659 | ||||||||||
| 2350-0786 | 2350-0787 | 57,0 | 6020-0664 | |||||||
| 6020-0668 | ||||||||||
| 2350-0788 | 2350-0789 | 60,0 | 288,0 | 6020-0646 | ||||||
| 6020-0648 | ||||||||||
| 6020-0651 | ||||||||||
| 292,0 | 6020-0653 | |||||||||
| 6020-0656 | ||||||||||
| 6020-0657 | ||||||||||
| 6020-0659 | ||||||||||
| 6020-0662 | ||||||||||
| 6020-0666 | ||||||||||
| 6020-0671 | ||||||||||
| 297,0 | 6020-0673 | |||||||||
| 2350-0791 | 2350-0792 | 288,0 | 6020-0651 | |||||||
| 61,0 | 292,0 | 6020-0655 | ||||||||
| 6020-0659 | ||||||||||
| ________________ * Размер для справок. | ||||||||||
Пример условного обозначения цековки типа 3 исполнения 1 диаметром =53 мм:
Цековка 2350-0782 ГОСТ 26258-87
То же, исполнения 2 с пластинами из твердого сплава ВК8:
Цековка 2350-0783 ВК8 ГОСТ 26258-87
Черт.6. Тип 4. Цековка со сменной направляющей цапфой и хвостовиком под штифтовой замок
Тип 4
Цековка со сменной направляющей цапфой и хвостовиком под штифтовой замок
________________ * Размер для справок.
1 — цековка; 2 — направляющая цапфа типа 2 по ГОСТ 26259-87; 3 — гайка по ГОСТ 5915-70; 4 — твердосплавная пластина по ГОСТ 25400-82 Черт.6
1.6. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.7 и в табл.4.
Черт.7. Конструкция и основные размеры цековок (поз.1)
Черт.7
Таблица 4
мм
| Обозначение цековки исполнения | Применяе- мость цековки исполнения | * | Обозначение деталей | |||||||||
| 1 | 2 | 1 | 2 | Поз.2 Цапфа по ГОСТ 26259-87 | Поз.3 Гайка по ГОСТ 5915-70 | |||||||
| 2350-0793 | 2350-0794 | 13,5 | 75 | 4 | 10 | 11 | 60 | 25 | 6020-0704 по 6020-0706 | МЗ | ||
| 2350-0813 | 2350-0814 | 15,0 | 6020-0701 | |||||||||
| 6020-0702 | ||||||||||||
| 6020-0707 | ||||||||||||
| 6020-0708 | ||||||||||||
| 2350-0846 | 2350-0847 | 16,0 | 6020-0701 по 6020-0703 | |||||||||
| 2350-0795 | 2350-0796 | 18,0 | 85 | 5 | 16 | 70 | 35 | 6020-0709 по 6020-0717 | М4 | |||
| 2350-0797 | 2350-0798 | 20,0 | 6020-0713 по 6020-0722 | |||||||||
| 2350-0799 | 2350-0801 | 22,0 | 6 | 14 | 6020-0726 по 6020-0728 | М5 | ||||||
| 2350-0802 | 2350-0803 | 24,0 | 6020-0723 по 6020-0727 | |||||||||
| 6020-0729 по 6020-0736 | ||||||||||||
| 2350-0806 | 2350-0807 | 26,0 | 110 | 8 | 25 | 90 | 45 | 6020-0741 по 6020-0752 | М6 | |||
| 2350-0808 | 2350-0809 | 28,0 | 6020-0737 по 6020-0745 | |||||||||
| 2350-0811 | 2350-0812 | 30,0 | 20 | 6020-0741 по 6020-0755 | ||||||||
| 2350-0815 | 2350-0816 | 32,0 | 115 | 10 | 6020-0765 по 6020-0767 | М8 | ||||||
| 2350-0848 | 2350-0849 | 33,0 | 6020-0761 по 6020-0765 | |||||||||
| 2350-0851 | 2350-0852 | 34,0 | 6020-0756 по 6020-0765 | |||||||||
| 6020-0767 | ||||||||||||
| 6020-0768 | ||||||||||||
| 2350-0817 | 2350-0818 | 36,0 | 6020-0765 по 6020-0771 | |||||||||
| 2350-0819 | 2350-0821 | 38,0 | 6020-0761 по 6020-0767 | |||||||||
| 2350-0822 | 2350-0823 | 40,0 | 6020-0767 по 6020-0773 | М10 | ||||||||
| 2350-0824 | 2350-0825 | 42,0 | 12 | 25 | 6020-0774 по 6020-0777 | |||||||
| 6020-0779 | ||||||||||||
| 140 | 6020-0781 | |||||||||||
| 6020-0783 | ||||||||||||
| 2350-0826 | 2350-0827 | 43,0 | 6020-0778 | |||||||||
| 6020-0779 | ||||||||||||
| 6020-0782 | ||||||||||||
| 2350-0828 | 2350-0829 | 45,0 | 40 | 110 | 55 | 6020-0776 по 6020-0779 | М10 | |||||
| 6020-0782 по 6020-0784 | ||||||||||||
| 2350-0831 | 2350-0832 | 48,0 | 6020-0778 по 6020-0787 | |||||||||
| 2350-0833 | 2350-0834 | 52,0 | 16 | 6020-0788 по 6020-0791 | ||||||||
| 150 | 6020-0791 | М12 | ||||||||||
| 6020-0792 | ||||||||||||
| 6020-0794 | ||||||||||||
| 2350-0835 | 2350-0836 | 53,0 | 6020-0796 | |||||||||
| 6020-0798 | ||||||||||||
| 2350-0837 | 2350-0838 | 55,0 | 6020-0793 | |||||||||
| 6020-0795 | ||||||||||||
| 6020-0797 | ||||||||||||
| 2350-0839 | 2350-0841 | 57,0 | 6020-0799 | |||||||||
| 6020-0802 | ||||||||||||
| 2350-0842 | 2350-0843 | 60,0 | 6020-0791 по 6020-0798 | |||||||||
| 6020-0801 | ||||||||||||
| 6020-0803 | ||||||||||||
| 6020-0804 | ||||||||||||
| 2350-0844 | 2350-0845 | 61,0 | 6020-0793 | |||||||||
| 6020-0795 | ||||||||||||
| 6020-0797 | ||||||||||||
| ________________ * Размер для справок. | ||||||||||||
Пример условного обозначения цековки типа 4 исполнения 1 диаметром =13,5 мм:
Цековка 2350-0793 ГОСТ 26258-87
То же, исполнения 2 с пластинами из твердого сплава марки ВК8:
Цековка 2350-0794 ВК8 ГОСТ 26258-87
1.7. Центровые отверстия — форма А по ГОСТ 14034-74. Для цековок типа 1 с диаметрами цапф и хвостовиков менее 6 мм допускаются наружные центры с углом 75°.
1.8. Размеры конусов Морзе — по ГОСТ 25557-82. Допуски конусов Морзе — AT 8 по ГОСТ 2848-75.
1.9. Размеры шпоночного паза — по ГОСТ 9472-83.
1.10. Размеры хвостовиков под штифтовой замок — по ГОСТ 3009-78.
1.11. Резьба метрическая — по ГОСТ 24705-81. Допуски наружной резьбы 8q, внутренней 7Н — по ГОСТ 16093-81.
1.12. Элементы конструкции, геометрические параметры цековок и обозначение пластин приведены в рекомендуемом приложении.
Зенкеры
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h3; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Соблюдайте правила при работе с цековкой
При выполнении цекования необходимо придерживаться ряда правил:
- При цековании открытых поверхностей рекомендуется зафиксировать на хвостовике инструмента упор. Простейший способ – использование упорной гайки с контргайкой.
- При цековании углублений под шляпки метизов используется инструмент с углом при вершине 90°. Уменьшение угла выполняется в тех случаях, когда после цекования на поверхности обрабатываемого отверстия остается огранка.
- Выполнение отверстий под метизы выполняется в два этапа. Сначала рассверливается отверстие до определенного диаметра, затем цековкой отверстию придается нужная форма и размер.
- Направляющая цековки не должна соприкасаться с втулкой всей поверхностью. Допустимо соприкосновение винтовыми ленточками. Нарушение этого правила может привести к заеданию цековки во втулке в результате сильного нагревания заготовки и металлорежущего инструмента под воздействием высокой скорости вращения шпинделя станка.
- Соосность отверстия обеспечивается за счет применения цековок с направляющими.
- При закреплении торцевого зенкера в быстросменном патроне, рекомендуется располагать режущие зубья с двух торцов.
- Для обработки заготовок из металлов высокой твердости следует использовать инструмент с твердосплавными пластинами.
- Для обработки хрупких сплавов рекомендуется применять винтовые однозубые торцевые зенкеры с радиально расположенной передней поверхностью.
Соблюдение правил дает гарантию получения идеально точных по размерам отверстий.
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
- При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
- При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
- Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
- Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
При осмотре инструмента выявление признаков коррозии, заусенцев и трещин в любом месте, а также сколов и прижогов в рабочей зоне считается причиной для отбраковки.
Цековка в разных вариантах и видах
В соответствии с ГОСТ цековки делятся на несколько видов:
- С постоянными цапфами и хвостовиками цилиндрической формы.
- С переменными цапфами и хвостовиком конической формы.
- Насадные, со сменными цапфами.
- Со сменными цапфами и хвостовиком со штифтовым замком.
По материалу изготовления выделяются следующие виды:
- инструмент с рабочей поверхностью из быстрорежущих инструментальных сталей;
- с рабочей поверхностью из твердосплавных сталей.
Основным конструктивным элементом цековок с цапфой является рабочая часть с лезвиями и хвостовик.
Количество лезвий может быть различным, но наибольшее распространение получило трехлезвийное сверло-цековка.
Закрепление инструмента в кулачке патрона станка осуществляется с помощью хвостовика. В зависимости от разновидности инструмента хвостовик может быть цилиндрическим или «конус Морзе».
Цековки с цапфой позволяют обеспечить лучшую соосность обрабатываемого отверстия и углубления под крепежные элементы. Цапфа в таких инструментах играет роль направляющей. Основное предназначение инструментов с цапфой – цековка торцевых поверхностей бобышек под гайки, шайбы, кольца.
Для снятия больших припусков металла применяются двузубые . Эта разновидность отличается наличием небольшого (0,3 мм) смещения относительно хвостовой и рабочей частей инструмента. Каждый зуб затачивается по задней части под определенным углом. Таким образом формируется передняя режущая часть со смещением по оси и поперечное лезвие с подточкой. Подобная конструкция позволило увеличить показатели точности обработки.
ГОСТ 26258-87 определяет важные технические требования, предъявляемые к цековкам:
- рабочая часть инструмента изготавливается из инструментальной быстрорежущей стали, хвостовик – из стали 45 (ГОСТ 1050-74) или 40Х (ГОСТ 4543-71);
- инструменты диаметром менее 8 мм с цилиндрическим хвостовиком изготавливаются цельными, разновидности с коническим хвостовиком или модели диаметром более 8 мм – сварными;
- режущая часть не должна иметь сколов, прижогов, заусенцев и других дефектов;
- обратная конусность должна быть равномерной по всей длине рабочей части. Для цековок, изготовленных из инструментальных сталей, этот показатель составляет 0,08-0,16 мм, для твердосплавных – 0,05–0,10 мм на 100 мм длины.
Отрывок, характеризующий Цековка
Княжна Марья сначала удивилась, потом испугалась этого вопроса. – МНЕ?… Мне?!… Мне тяжело?! – сказала она. – Он и всегда был крут; а теперь тяжел становится, я думаю, – сказал князь Андрей, видимо, нарочно, чтоб озадачить или испытать сестру, так легко отзываясь об отце. – Ты всем хорош, Andre, но у тебя есть какая то гордость мысли, – сказала княжна, больше следуя за своим ходом мыслей, чем за ходом разговора, – и это большой грех. Разве возможно судить об отце? Да ежели бы и возможно было, какое другое чувство, кроме veneration, может возбудить такой человек, как mon pere? И я так довольна и счастлива с ним. Я только желала бы, чтобы вы все были счастливы, как я.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.
Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Применение скребковых конвейеров
Область применения рассматриваемого механизма весьма обширна. Часто механизм устанавливается в нижеприведенных случаях:
- Транспортировка породы. Примером можно назвать горнодобывающую промышленность, в которой нужно проводить транспортировку материала на дальнее расстояние или проводить ее подъем.
- Выступает в качестве опоры при перемещении струга.
Рассматривая область применения скребка не стоит забывать о том, что она ограничена. Это связано с тем, что скребковый конвейер не может применяться для перемещения хрупких материалов и деталей. Это связано с существенным воздействием, которое оказывается на поверхность.
Описание конструкции и модификации инструмента
Цековка считается осевым режущим инструментом. С одной стороны цилиндрического корпуса находится рабочая зона с несколькими лезвиями, а с противоположной – хвостовик для крепления в патроне станка. Особенностью инструмента является расположение рабочих обрабатывающих кромок в торцевой части. По боковой поверхности проходят винтовые канавки для отведения стружки из зоны обработки.
Цековка со сменной цапфой, диаметр 12 мм
Перпедикулярность и точность позиционирования в процессе обработки торцовых поверхностей обеспечивается специальной цапфой в зоне резания инструмента.
В процессе резания направляющая цапфа входит внутрь отверстия и плотно фиксируется в нем, обеспечивая правильное, соосное положение инструмента.
Установка и фиксация цековки на станке осуществляется как и у всех осевых инструментов посредством хвостовика.
Виды цековок
Зенковки для металлорежущего станка делятся на две большие группы: цилиндрические и конические.
Цековка по ГОСТу
У конических зенковок угол профиля рабочей головки составляет 60°, 75°, 90° и 120°. Количество режущих кромок зависит от диаметра. Цековки могут быть с цилиндрическим и коническим хвостовиком. Конический инструмент предназначен для отделки под крепеж и для оформления фасок. Изготовление конических зенковок регламентирует ГОСТ 14953-80.
Зенковки цилиндрические бывают с цилиндрическим и коническим хвостовиком. Предусмотрен вариант исполнения с износоустойчивым покрытием трущихся участков. Целевое назначение такого инструмента – обработка опорных площадок.
В соответствии с нормами ГОСТ 26258-87, регламентирующим технологию изготовления цековок, цилиндрический цековочный инструмент делится на такие категории:
- С цельной цапфой для направления и цилиндрической формой хвостовика.
- С заменяемой цапфой и конической формой хвостовика.
- Насадного исполнения, когда лезвийная головка крепится на оправке. Направляющая цапфа используется сменная и так же закрепляется на оправке.
- Со сменой хвостовика и цапфы. Монтаж на станке выполняется с применением штифтового фиксатора.
Типы цековок
Материалы и рабочие насадки
Цековки с вмонтированными пластинками из твердого сплава
Цековки, с вмонтированными пластинками из твердого сплава, позволяют вести обработку чугуна разных марок и конструкционных сталей. Инструмент из быстрореза работает лишь со сталями.
Число лезвий у цековок зависит от конструктивного исполнения. У цельного орудия с цилиндрическим концом возможны 2-4 режущие кромки. Инструмент других категорий имеет только 4 лезвия.
На метод закрепления инструмента в станке влияет конструкция хвостовика. Цековка с цилиндрическим краем устанавливается непосредственно в патрон станка. Инструмент с конусом крепится в посадочном отверстии со специальным конусом Морзе. Установка цековки с механизмом закрепления штифтового типа требует наличия на станке штифтового замка.
Виды цековок
Опишем, как выглядит инструмент, из каких элементов состоит и каких бывает модификаций.
Конструктивные особенности (информация и чертежи)
Цековка
— инструмент цилиндрической формы осевого типа с расположением режущих зубьев в торцевой части. На боковых поверхностях изделия есть канавки, которые приспособлены для удаления металлической стружки с рабочей области.
Изображение №2:
Виды цековок
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:
- цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
инструменты с хвостовками конического типа и съемными цапфами;
изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.
Изображение №3:
Рабочие части инструментов изготавливают:
- целиком из быстрорежущей стали;
с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.
На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
- Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
Требования к производству цековок по ГОСТу
Требования к изготовлению цековок регламентирует ГОСТ 26258-87. В этом документе указано, что инструменты насадного типа, диаметры рабочих частей которых менее 8 мм с хвостовиками цилиндрической формы выпускается в цельном виде. А цековки с размерами режущих частей свыше 8 мм имеют сварную конструкцию.
Изображение №4:
Центральные стержни изделий, а также хвостовики изготавливают из стали марок 45 и 45Х. На режущие части идет материал двух типов.
- Быстрорежущая сталь — требования к ней изложены в ГОСТ 19265.
Твердосплавные пластины ВК6, ВК6М, Т5К10, Т5К6 — требования к характеристикам материала описаны в ГОСТ 3882, к геометрии и габаритам — в ГОСТ 25400.
Изображение №5: Материалы, которые идут на изготовление цековок с твердосплавными пластинами
К рабочим частям инструментов твердосплавные пластины крепятся припоями марок МНМц 68-4-2 и латуни Л63 или Л68. Минимальная толщина припоя — 2/10 мм.
Отличие цекования от прочих металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и в большинстве случаев перед развёрткой. В процессе убираются небольшие изъяны предыдущей обработки. Специалист убирает шероховатости с поверхности отверстия и добавляет ему правильную геометрию. При цековании вырезаются конусообразные и цилиндрические выемки под головки элементов крепежа и выходит ровная поверхность для хорошего контакта детали с ними.
Боковые поверхности цилиндрических углублений под болты должны подходить установленным чертежами габаритам и требованиям по качествам. Процесс их обработки называют обратной цековкой. Для неё применяются зенковки с очень приличным количеством режущих кромок, порой их число доходит до четырнадцати.
Параметры, задаваемые на станке во время обработки являются расчётными и определяются по существующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, продуктивная и потребная мощность, а еще показатель рациональности, рассчитываемый для подобранного рабочего режима.
Скребковые конвейера ТСЦ 50 тонн в час
Этот вариант исполнения предназначен для транспортировки материалов, которые получаются при обработке дерева. Примером можно назвать опилки или щепу различной фракции. Располагается короб в горизонтальной плоскости и под углом до 45 градусов. Есть возможность установки других углов.
Подобный механизм применяется в промышленности на протяжении достаточно длительного периода. Первая модель уже устанавливалась в 1988 году. Транспортировка материала осуществляется по верхнему желобу, также есть возможность использования нижнего. При изготовлении основной части применяется нержавеющая сталь, которая покрывается лакокрасочным материалом для повышения степени защиты. Минимальная мощность двигателя составляет 4 кВт.
Скребковый штанговый конвейер
Особой разновидностью скребкового конвейера можно назвать штанговую конструкцию. Она получила широкое распространение в механообрабатывающих цехах. Конструктивными особенностями можно назвать следующее:
- Основа представлена металлическим желобом.
- Внутри расположена штанга, которая снабжается специальными шипами.
- Для обеспечения фиксации штанги при ее перемещении устанавливаются специальные направляющие.
- В качестве привода устанавливается гидравлический толкатель, совершающий возвратно-поступательное движение.
Ключевыми особенностями можно назвать простоту конструкции, а также возможность выполнения ремонта и обслуживания своими руками. Устанавливается скребковый конвейер в производственных цехах. Места загрузки перекрываются люками с решетками. Недостатком можно назвать повышенный износ, а также отсутствие возможности транспортировки вещества мелкой фракции.
Требования ГОСТ
В России процедуру изготовления цековок регулирует государственный стандарт ГОСТ 26258-87, а также некоторые вспомогательные нормативные документы (ГОСТ 1050-74, ГОСТ 19265-73 и некоторые другие). В соответствии с этими документами нужно учитывать следующие требования:
Цековки с малым диаметром (до 8 мм) обладают пониженной прочностью, поэтому они нуждаются в дополнительных правилах эксплуатации. У таких деталей хвостик и цапфа должны быть выполнены в качестве единого элемента (то есть не допускается наличие движущихся частей и уж тем более нельзя делать такие детали разборными)
Обратите внимание, что в случае таких деталей также не допускается сварка, поскольку даже самое качественное и точное сварное соединение не позволяет получить деталь высокой прочности, поэтому небольшая сварная цековка быстро сломается, что может привести к снижению качества обработки. Это не пойдет на пользу отверстиям, что может создать аварийную ситуацию. Цековки с диаметром более 8 миллиметров обладают повышенной прочностью
Поэтому у них хвостик и цапфа должны быть соединены с помощью сварки. Для соединения отдельных элементов друг с другом используется специальная сверхточная сварка. Изготовление цековок с подвижными соединениями без применения сварки допускается, однако оно сопряжено с ограничениями. Поэтому на практике они встречаются достаточно редко.
Все детали согласно ГОСТ должны иметь однородную гладкую поверхность без трещин и неровностей. При обнаружении дефектов деталь признается бракованной и изымается из оборота.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; Н.И.Минаева, Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 24.11.87 N 4242
3. Срок проверки — 1993 г., периодичность проверки — 5 лет
4. ВЗАМЕН ГОСТ 26258-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 8.051-81 | 4.2 |
| ГОСТ 1050-74 | 2.2; 2.7; 4.6 |
| ГОСТ 1412-85 | 4.6 |
| ГОСТ 1477-84 | 1.4; 1.5 |
| ГОСТ 2848-75 | 1.8 |
| ГОСТ 3009-78 | 1.10 |
| ГОСТ 3882-74 | 2.7 |
| ГОСТ 4543-71 | 2.2; 2.7 |
| ГОСТ 5915-70 | 1.5; 1.6 |
| ГОСТ 9013-59 | 2.21 |
| ГОСТ 9.014-78 | 4.1 |
| ГОСТ 9378-75 | 4.4 |
| ГОСТ 9472-83 | 1.9 |
| ГОСТ 11284-75 | 4.6 |
| ГОСТ 12876-67 | Вводная часть |
| ГОСТ 14034-74 | 1.7 |
| ГОСТ 15527-70 | 2.9 |
| ГОСТ 16093-81 | 1.11 |
| ГОСТ 18088-83 | 2.19, 2.20, 5 |
| ГОСТ 19265-73 | 2.2 |
| ГОСТ 23726-79 | 3.1 |
| ГОСТ 24705-81 | 1.11 |
| ГОСТ 25400-82 | 1.3, 2.8 |
| ГОСТ 25557-82 | 1.8 |
| ГОСТ 25706-83 | 4.4 |
| ГОСТ 26259-87 | 1.3-1.6 |
| ГОСТ 26260-84 | 1.3; 1.5 |
Настоящий стандарт распространяется на цилиндрические цековки, предназначенные для обработки опорных поверхностей под крепежные детали по ГОСТ 12876-67, кроме цековок под увеличенные шайбы для обработки опорных поверхностей диаметром свыше 61 мм и выступающие опорные поверхности диаметром до 15 мм.