Для того чтобы соединить между собой детали с помощью заклёпок, штифтов, болтов шпилек и винтов как правило требуется наличие отверстий. Для сквозных отверстий под крепёж существует стандарт, который рекомендует использовать номинальные значения размеров.
ГОСТ 11284 − 75
| Отверстия сквозные под крепёжные детали | |||
| d | d1 | ||
| 1-й ряд | 2-й ряд | 3-й ряд | |
| 1,0 | 1,1 | 1,2 | 1,3 |
| 1,2 | 1,3 | 1,4 | 1,5 |
| 1,4 | 1,5 | 1,6 | 1,8 |
| 1,6 | 1,7 | 1,8 | 2,0 |
| 1,8 | 2,0 | 2,1 | 2,2 |
| 2,0 | 2,2 | 2,4 | 2,6 |
| 2,5 | 2,7 | 2,9 | 3,1 |
| 3,0 | 3,2 | 3,4 | 3,6 |
| 3,5 | 3,7 | 3,9 | 4,2 |
| 4,0 | 4,3 | 4,5 | 4,8 |
| 4,5 | 4,8 | 5,0 | 5,3 |
| 5,0 | 5,3 | 5,5 | 5,8 |
| 6,0 | 6,4 | 6,6 | 7,0 |
| 7,0 | 7,4 | 7,6 | 8,0 |
| 8,0 | 8,4 | 9,0 | 10,0 |
| 10,0 | 10,5 | 11,0 | 12,0 |
| 12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
| 14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
| 16,0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
| 18,0 | 19,0 | 20,0 | 21,0 |
| 20,0 | 21,0 | 22,0 | 24,0 |
| 22,0 | 23,0 | 24,0 | 26,0 |
| 24,0 | 25,0 | 26,0 | 28,0 |
| 27,0 | 28,0 | 30,0 | 32,0 |
| 30,0 | 31,0 | 33,0 | 35,0 |
| 33,0 | 34,0 | 36,0 | 38,0 |
| 36,0 | 37,0 | 39,0 | 42,0 |
| 39,0 | 40,0 | 42,0 | 45,0 |
| 42,0 | 43,0 | 45,0 | 48,0 |
| 45,0 | 46,0 | 48,0 | 52,0 |
| 48,0 | 50,0 | 52,0 | 56,0 |
| 52,0 | 54,0 | 56,0 | 62,0 |
| 56 | 58 | 62 | 66 |
| 60 | 62 | 66 | 70 |
| 64 | 66 | 70 | 74 |
| 68 | 70 | 74 | 78 |
| 72 | 74 | 78 | 82 |
| 76 | 78 | 82 | 86 |
| 80 | 82 | 86 | 91 |
| 85 | 87 | 91 | 96 |
| 90 | 93 | 96 | 101 |
| 95 | 98 | 101 | 107 |
| 100 | 104 | 107 | 112 |
| 105 | 109 | 112 | 117 |
| 110 | 114 | 117 | 122 |
| 115 | 119 | 122 | 127 |
| 120 | 124 | 127 | 132 |
| 125 | 129 | 132 | 137 |
| 130 | 134 | 137 | 144 |
| 140 | 144 | 147 | 155 |
| 150 | 155 | 158 | 165 |
| 160 | 165 | 168 | 175 |
Соединения деталей
Все соединения различных деталей, которые применяются в машиностроении и приборостроении, подразделяются на подвижные и неподвижные. При этом подвижными считаются те, которые обеспечивают перемещение деталей друг относительно друга, а неподвижными – те, которые предполагают жесткое крепление между ними.
Возможность многократной сборки и разборки узлов и агрегатов машин и оборудования обеспечивается за счет разъемных соединений. К ним относят резьбовые, шлицевые, шпоночные, профильные, штифтовые и клеммовые.
В отличие от разъемных, неразъемные соединения невозможно разобрать, не повредив детали. К ним относятся сварные, клеевые, паяные, заклепочные соединения, а также соединения с гарантированным натягом. В технике соединения играют исключительно важную роль, причем многие неполадки в работе машин и оборудования, а также аварии, часто случаются потому, что их детали были плохо соединены между собой.
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ РАЗМЕРЫ Through holes for fasteners. Dimensions
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Взамен ГОСТ 11284—65
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273.
2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Диаметры стержней крепежных деталей d
| Диаметры сквозных отверстий d1 | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии d1 | |||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 1,0 | 1,2 | 1,3 | — | 2,5 | 2,7 | 2,9 | 3,1 |
| 1,2 | 1,4 | 1,5 | — | 3,0 | 3,2 | 3,4 | 3,6 |
| 1,4 | 1,6 | 1,7 | — | 4,0 | 4,3 | 4,5 | 4,8 |
| 1,6 | 1,7 | 1,8 | 2,0 | 5,0 | 5,3 | 5,5 | 5,8 |
| 2.0 | 2,2 | 2,4 | 2,6 | 6,0 | 6,4 | 6,6 | 7,0 |
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий d1 | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии d1 | ||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 7,0 | 7,4 | 7,6 | 8,0 | 56 | 58 | 62 | 66 |
| 8,0 | 8,4 | 9,0 | 10,0 | 60 | 62 | 66 | 70 |
| 10,0 | 10,5 | 11,0 | 12,0 | 64 | 66 | 70 | 74 |
| 12,0 | 13,0 | 14,0 | 15,0 | 68 | 70 | 74 | 78 |
| 14,0 | 15,0 | 16,0 | 17,0 | 72 | 74 | 78 | 82 |
| 16,0 | 17,0 | 18,0 | 19,0 | 76 | 78 | 82 | 86 |
| 18,0 | 19,0 | 20,0 | 21,0 | 80 | 82 | 86 | 91 |
| 20,0 | 21,0 | 22,0 | 24,0 | 85 | 87 | 91 | 96 |
| 22,0 | 23,0 | 24,0 | 26,0 | 90 | 93 | 96 | 101 |
| 24,0 | 25,0 | 26,0 | 28,0 | 95 | 98 | 101 | 107 |
| 27,0 | 28,0 | 30,0 | 32,0 | 100 | 104 | 107 | 112 |
| 30,0 | 31,0 | 33,0 | 35,0 | 105 | 109 | 112 | 117 |
| 33,0 | 34,0 | 36,0 | 38,0 | 110 | 114 | 117 | 122 |
| 36.0 | 37,0 | 39,0 | 42,0 | 115 | 119 | 122 | 127 |
| 39,0 | 40,0 | 42,0 | 45,0 | 120 | 124 | 127 | 132 |
| 42,0 | 43,0 | 45,0 | 48,0 | 125 | 129 | 132 | 137 |
| 45,0 | 46,0 | 48,0 | 52,0 | 130 | 134 | 137 | 144 |
| 48,0 | 50,0 | 52,0 | 56,0 | 140 | 144 | 147 | 155 |
| 52,0 | 54,0 | 56,0 | 62,0 | 150 | 155 | 158 | 165 |
| 160 | 165 | 168 | 175 | ||||
Примечания:
1. 3-й ряд отверстий не допускается применять для заклепочных соединении
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Предельные отклонения диаметров отверстий:
а) для 1-го ряда — по H12; б) для 2-го и 3-го рядов — по H14.
ПРИЛОЖЕНИЕ Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
| Количество и расположение отверстий | Способ образования отверстий | Тип соединения | Рекомендуемый ряд сквозных отверстий |
| Любое количество отверстий и любое их расположение | Обработка отверстий по кондукторам | I и II | 1-й ряд |
| а — отверстия расположены в один ряд и копированы относительно оси отверстия или базовой плоскости | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I | |
| II | 2-й ряд | ||
| б — отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 1-й ряд |
| II | 2-й ряд | ||
| а—отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей б — отверстия расположены по окружности | Пробивка отверстий штампами повышенной точности, литье иод давлением и литье по выплавляемым моделям повышенной точности | I и II | 2-й ряд |
| Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 3-й ряд |
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.
Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01
На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80).
Пункт 1. Второй абзац изложить в новой редакции:
«Стандарт полностью соответствует СТ СЭВ 2515—80>.
Пункт 2 изложить в новой редакции (кроме таблицы и примечания):
«2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице.
Таблица. Заменить обозначение размера: d1 на dh; таблицу дополнить диаметрами стержней крепежных деталей d — 1,8; 3,5; 4,5 мм с соответствующими dh; графу «Диаметры сквозных отверстий dh» для диаметров d крепежных деталей 1,0; 1,2; 1,4; 12,0; 14,0 и 16,0 мм изложить в новой редакции:
| Диаметры стержней крепёжных деталей d | Диаметры сквозных отверстий, dh | ||
| 1-й ряд | 2-й ряд | 3-й ряд | |
| 1,0 | 1,1 | 1,2 | 1,3 |
| 1,2 | 1,3 | 1,4 | 1,5 |
| 1,4 | 1,5 | 1,6 | 1,8 |
| 1,8 | 2,0 | 2,1 | 2,2 |
| 3,5 | 3,7 | 3,9 | 4,2 |
| 4,5 | 4,8 | 5,0 | 5,3 |
| 12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
| 14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
| 16. 0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
таблицу дополнить примечанием — 3:
«3. Размеры в скобках применять не рекомендуется».
Пункт 3 изложить в новой редакции:
«3. Предельные отклонения диаметров отверстий:
для 1-го ряда — Н12; для 2-го ряда — H13; для 3-го ряда — Н14».
Стандарт дополнить ПУНКТОМ — 4:
«4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать».
МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
| Величина | Единица | ||
| Наименование | Обозначение | ||
| русское | международное | ||
| ОСНОВНЫЕ ЕДИНИЦЫ | |||
| ДЛИНА | метр | м | m |
| МАССА | килограмм | кг | kg |
| ВРЕМЯ | секунда | с | s |
| СИЛА ЭЛЕКТРИЧЕСКОГО ТОНА | ампер | А | А |
| ТЕРМОДИНАМИЧЕСКАЯ ТЕМПЕРАТУРА КЕЛЬВИНА | кельвин | К | К |
| СИПА СВЕТА | кандела | КД | cd |
| ДОПОЛНИТЕЛЬНЫЕ ЕДИНИЦЫ | |||
| Плоский угол | радиан | рад | rad |
| Телесный угол | стерадиан | ср | sr |
| ПРОИЗВОДНЫЕ ЕДИНИЦЫ | |||
| Площадь | квадратный метр | м2 | m2 |
| Объем, вместимость | кубическии метр | м3 | m3 |
| Плотность | килограмм на кубический метр | кг/м3 | kg/m3 |
| Скорость | метр в секунду | м/с | m/s |
| Угловая скорость | радиан в секунду | рад/с | rad/s |
| Сила; сила тяжести (вес) | ньютон | Н | N |
| Давление; механическое напряжение | паскаль | Па | Pa |
| Работа; энергия; количество теплоты | джоуль | ДЖ | J |
| Мощность; тепловой поток | ватт | ВТ | W |
| Количество электричества; электрический заряд | кулон | Кл | С |
| Электрическое напряжение, электрический потенциал, разность электрических потенциалов, электродвижущая сила | вольт | В | V |
| Электрическое сопротивление | ом | Ом | |
| Электрическая проводимость | сименс | См | S |
| Электрическая емкость | фарада | Ф | F |
| Магнитный поток | вебес* | Вб | Wb |
| Индуктиеность, взаимная индуктивность. | генри | Г | H |
| Удельная теплоемкость | джоуль на килограмм-Кельвин | Дж/(кг*К) | J/(kg*K) |
| Теплопроводность | Ватт на метр-кельвин | Вт/(м*К) | W/(m*K) |
| Световой поток | люмен | лм | lm |
| Яркость | кандела на квадратный метр | кд/м2 | cd/m2 |
| Освещенность | люкс | лк | lx |
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| Множитель, на который умножается единица | Приставка | Обозначение | Множитель, на который умножается единица | Приставка | Обозначение | ||
| русское | международное | русское | международное | ||||
| 1012 | тера | Т | Т | 10-2 | (санти) | с | c |
| 109 | гига | Г | G | 10-3 | милли | м | m |
| 106 | мега | М | М | 10-6 | микро | мк | |
| 103 | кило | к | k | 10-9 | нано | н | n |
| 102 | (гекто) | г | h | 10-12 | пико | п | p |
| 101 | (дека) | да | da | 10-15 | фемто | ф | f |
| 10-1 | (деци) | Д | d | 10-18 | атто | а | а |
| Примечание: в скобках указаны приставки, которые допускается применять только в наименованиях кратных и дольных единиц, уже получивших широкое распространение (например, гектар, декалитр, дециметр, сантиметр) | |||||||
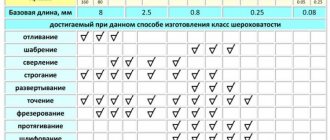
Методы обработки отверстий
Отверстия различаются между собой не только диаметром, но и способом обработки, и подразделяются на несколько видов.
1) Крепежные отверстия. Они чаще всего изготавливаются на сверлильных станках и по точности обработки соответствуют одиннадцатому, двенадцатому квалитетам.
2) Гладкие и ступенчатые отверстия деталей, имеющих форму тел вращения. Они в большинстве случаев изготавливаются на токарных станках методом сверления, развертывания, зенкерования или растачивания.
3) Ответственные отверстия корпусных деталей. Они изготавливаются как на универсальном, так и на специализированном оборудовании и соответствуют седьмому квалитету и выше.
4) Глубокие отверстия, имеющие более чем пятикратное отношение длины к диаметру. Они изготавливаются на специализированном оборудовании.
5) Фасонные и конические отверстия. Они изготавливаются с использованием инструмента, имеющего криволинейные или конические режущие кромки, а также методами копирования и растачивания.
6) Профильные отверстия (имеющие сечение, отличное от круглого). Они изготавливаются методами долбления, прошивания или протягивания.
Для каких материалов указаны значения в таблице?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем ознакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5
: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Коментарий для Юрия Баринова:сломаный в отверстии метчик можно выжечь сварочным аппаратом взяв грифельки от батарейки нагревая несколько раз и охлаждая в воде,он сам по кусочкам высыпится проверено опытно
Источник