Для обработки металлических или деревянных изделий, металлокерамики применяются резцы. Они крепятся на технических станках, которые могут выполнять множество работ (токарные, строгальные, долбежные). Делают резцы обычно из высокопрочных разновидностей стали, которые могут содержать легирующие добавки, повышающие прочность, минимизирующие риск ржавчины. Популярной разновидностью такого инструмента является канавочный резец. Он имеет ряд конструктивных отличий, а применяется в основном для обработки конических или цилиндрических изделий, выполненных из металла.
Инструмент позволяет создать небольшие, но точные канавки, что требуется при некоторых сценариях обработки деталей. Но как выглядит канавочный резец? Как рабочему подобрать инструмент для своего станка правильно? О чем говорит ГОСТ на канавочные резцы? В статье эти вопросы будут в деталях рассмотрены.
Геометрические параметры и размеры инструмента
Конструкция любого канавочного резца характеризуется его геометрическими параметрами.
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
- Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.
Геометрия и размеры резцов канавочного типа
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
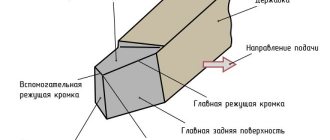
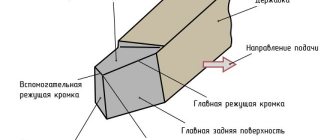
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.
Геометрические параметры канавочного резца
Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–250 (передний), 8–120 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
Используемые маркировки
Обозначение резцов канавочных имеет кодировку, которая дает полное определение геометрических параметров инструмента, занесенных в таблицы нормативных документов. Основная маркировка изделий упоминает такие параметры, как сплав с процентным соотношением компонентов металла в сплаве. Например, если взять резец Т5К10, то здесь будет сплав на основе группы титановольфрамовой, где карбида титана до 5 %, а кобальта до 10 %.
Для подбора режущих канавочных изделий недостаточно знать только состав сплава, нужно исходить из всех параметров, которые оговорены ГОСТом.
Особенности токарной обработки с использованием канавочного резца
Режимы резания при использовании резцов канавочного типа имеют некоторые отличия от режимов обработки заготовки токарными инструментами других типов. Так, за глубину резания принимается величина, равная ширине формируемой канавки, а подачу инструмента за один оборот детали измеряют в направлении, перпендикулярном ее оси. Величину подачи в зависимости от материала, из которого изготовлена режущая часть канавочного инструмента, выбирают в пределах 0,07–0,2 мм/об, а скорость резания – 15–180 м/мин.
На поверхности заготовки можно получать канавки нескольких видов.
- Узкие канавки, ширина которых соответствует ширине режущей части инструмента, выполняются за один проход резца, который подается вручную. Перед этим на поверхности детали определяют точное место расположения канавки, а затем выставляют напротив этого места резец и осуществляют его подачу.
- Канавки на уступах и торцах детали выполняются по такому же принципу, их диаметр выставляют при помощи лимба поперечной подачи, а глубину – по лимбу продольного перемещения суппорта.
- Широкие канавки делают за несколько проходов по следующей схеме. Сначала определяют место расположения правого края канавки и выставляют напротив данного места резец. При помощи поперечной подачи резец врезают в деталь на глубину, которая на 0,5 мм меньше глубины нарезаемой канавки (такой припуск оставляют на чистовую обработку). Затем при помощи продольной подачи канавочный инструмент начинают перемещать к левому краю нарезаемой канавки, граница которого предварительно намечена. После того как черновая канавка сформирована, ее дно обрабатывают начисто – на требуемую глубину, осуществляя продольную подачу резца слева направо. В том случае, если необходимо сформировать канавку с очень точным расположением ее левого и правого краев, при черновой обработке на них также могут быть оставлены припуски, которые затем снимаются при помощи поперечной подачи канавочного или подрезного резца.
Виды работ, производимых канавочными резцами
ГОСТы канавочных резцов
На канавочные резцы разных модификаций разработаны нормативные документы:
- ГОСТ 18874-73 регламентирует стандарты на оснастку назначения отрезного и прорезного, где оговорены размеры и конструкция инструмента, который изготовлен из быстрорежущей стали.
- ГОСТ 18885-73 описывает конструктивные особенности канавочных резцов для изготовления резьбы, которые снабжены твердосплавными пластинами.
- ГОСТ 18884 – 73 – этот нормативный акт дает указания по размерам и конструкции отрезных резцов для токарных работ, пластины у которых имеют напайки из твердых сплавов.
- ГОСТ 28978-91 – документ определяет стандарт по канавочным режущим инструментам сборной конструкции.
Правила выбора
Первое, на что следует ориентироваться при выборе канавочного токарного инструмента, – это чертеж готового изделия, на котором указаны как размеры и форма канавок, так и допуски на точность их геометрических параметров. Естественно, оказывает влияние на выбор резца и его геометрических параметров материал, из которого выполнена заготовка.
Резец для наружных канавок
При формировании канавок на деталях небольшого размера особенно важно выдерживать небольшую силу резания, что позволяет минимизировать деформации, возникающие в процессе обработки. Обеспечивает соблюдение этого требования острая заточка канавочного инструмента, которая, тем не менее, может привести к его поломке, если неправильно подобран материал твердосплавной пластины и режимы резания – скорость вращения заготовки и величина подачи.
При выборе канавочного резца также следует учитывать форму его режущей кромки, которая может быть прямолинейной и заточенной с небольшим радиусом. Естественно, не следует выбирать изделие с криволинейной заточкой режущей кромки, если дно канавки, согласно предоставленному чертежу, должно быть прямым.
Резец для внутренних канавок
Рекомендации по выбору резцов канавок
При выборе канавочного резца следует руководствоваться следующими соображениями:
- В первую очередь анализируют чертеж, по которому будет изготавливаться деталь. На чертеже указаны все параметры канавок: ширина, глубина, форма, а также нормативы по точности изготовления, возможные допуски.
- Металл, из которого изготовлена деталь. Для твердосплавных металлов берут соответствующие резцы с твердосплавным лезвием, для мягких металлов – обычные канавочные.
- При выборе инструмента для нарезания канавок внутри отверстия важен диаметр державки и величина выступающей кромки ножа. Здесь тоже целесообразней применять твердосплавную оснастку.
- Оборудование для проведения операций. Выбор канавочного резца определяется в этом случае в зависимости от возможных режимов работы станка, конфигурации и типа резцедержателя.
- Особенности технологического процесса. Техпроцесс может влиять на скорость обработки изделия. Чем скорость выше, тем более крепкую и выносливую канавочную оснастку нужно применять для достижения целей обработки.
- Предусмотрена ли смазка зоны обработки во время проведения операции. Смазка положительным образом влияет на работу, снимая часть нагрузки с канавочного инструмента и давая возможность тем самым применять более простую оснастку.
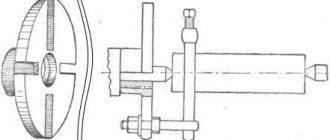
Конструкция и геометрия инструмента
Классический резец канавочный состоит из двух инструментальных частей — это рабочая головка-резак и фиксирующий стержень, с помощью которого запчасть закрепляется в держателе станка. Стержень-держатель делают из высоколегированной стали, которая обеспечивает высокую прочность и защиту инструмента, а также минимизирует риск коррозии, деформации. Режущая часть КР делают в виде прямоугольной или овальной пластины, которая также делают из высоколегированной стали.
Пластина обычно делается из металла, который содержит добавки на основе кобальта, марганца или вольфрама — это обеспечивают инструменту высокую прочность, поэтому затупляется он медленно. На некоторых КР головка делается в виде сменной головки, которая также выполнена из стали с большим содержанием кобальта, марганца, вольфрама и подобных легирующих добавок. Заточка инструмента должна выполняться на точильном станке, а доверить эту работу рекомендуется рабочему с опытом.
Несколько слов о правильной заточке канавочный резцов:
- Во время заточки и сборки запчасти необходимо получить передний угол в пределах от 15 до 25 градусов. Расположение резака влияет на то, как будет обрабатываться рабочая заготовка в будущем во время работы режущего станка.
- Рабочую кромку следует затачивать равномерно по всей ее длине. Если проигнорировать это правило, то при работе станка будет возникать сильная вибрация, что сделает резку неточной. Из-за вибрации также дополнительно нагревается инструмент, что снизит прочность РК, сделает заточку более сложной.
- Оптимальную геометрию подбирайте опытным путем. Нормы ГОСТ не дают точных инструкций относительно заточки этого инструмента из-за того, что обработка поверхностей имеет особенности. Поэтому подобрать универсальный угол наклона и качество заточки не представляется возможным.
Чтобы оптимизировать заточку, рекомендуется выполнять ее в несколько этапов. Для начала нужно сделать несколько пробных проточек, чтобы определить оптимальные параметры заточки. Когда рабочий набьет руку, можно приступать к основной заточке. Пропускать тестовую проточку можно только опытным токарям с опытом, которые в совершенстве владеют своим ремеслом, знают все тонкости работы с канавочными резцами.
Канавочные токарные резцы – ГОСТы, разновидности, производители
Канавочные резцы (называемые также прорезными) благодаря особенностям их конструкции относят к многофункциональным инструментам, с помощью которых можно формировать канавки на заготовках цилиндрической и конической конфигурации.
Такие технологические операции (в особенности связанные с радиальной проточкой) характеризуются значительными нагрузками, которые успешно переносит резец данного типа, отличающийся высокой жесткостью конструкции.
Более того, резцы канавочного типа с успехом используются для выполнения осевой проточки и подрезки торцов, что делает их универсальными токарными инструментами. Канавочные резцы для внутренних и наружных канавок с механическим креплением сменных режущих пластин
Целесообразно использовать канавочные токарные резцы для получения детали сложной конфигурации. Универсальность резцов данного типа в таких случаях позволяет минимизировать количество используемых инструментов и сократить время на переналадку оборудования.
Примечательно и то, что применение канавочного резца при выполнении многих технологических операций позволяет формировать поверхности с более высокими качественными характеристиками, чем при использовании обычного токарного инструмента.
Маркировка и производители
Описание канавочных токарных резцов будет неполным без упоминания маркировки, по которой определяется состав материала их режущей части. Например, резец Т5К10 выполнен из твердого сплава титановольфрамовой группы, в котором содержится 5% карбида титана и 10% кобальта. Аналогично расшифровывается и маркировка изделий, выполненных из других материалов.
Наиболее известными производителями канавочных токарных резцов являются:
- Днепропетровский завод промышленных инструментов (Украина);
- (Украина);
- Компания Zenitech (Швейцария);
- Компания Proma (Чехия);
- Компания Itertool (Китай).