ГОСТ 18877-73
ГОСТ 18877-73 Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ОТОГНУТЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА Конструкция и размеры Carbide-tipped bent bull-nose turning tools. Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429 Ограничение срока действия снято Постановлением Госстандарта СССР от 20.02.81 N 866 ВЗАМЕН ГОСТ 6743-61 в части типа 1; МН 575-64; МН 576-64; МН 5199-64 ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., ноябре 1984 г. (ИУС 5-81, 2-85), Поправками (ИУС 6-88, ИУС 4-89)
1. Настоящий стандарт распространяется на токарные проходные отогнутые резцы общего назначения, с углами , , с напаянными пластинами из твердого сплава. Стандарт полностью соответствует СТ СЭВ 191-75.
2. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже и в таблице.
Черт.1
________________
* Размеры для справок.
Размеры в мм
| Резцы | |||||||||||
| С углом врезки пластины 10° | С углом врезки пластины 0° | Державка резца | Тип пластин по ГОСТ 25395-90 | ||||||||
| правые | левые | правые | левые | для угла врезки | |||||||
| Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | ||||
| 2102-1097 | 2102-1098 | 2102-1099 | 2102-1101 | 10х10 | |||||||
| 2102-1102 | 2102-1103 | 2102-1104 | 2102-1105 | 12х12 | |||||||
| 2102-0021 | 2102-0022 | 2102-0071 | 2102-0072 | 16х10 | |||||||
| 2102-0023 | 2102-0024 | 2102-0073 | 2102-0074 | 16х12 | |||||||
| 2102-1106 | 2102-1107 | 2102-1108 | 2102-1109 | 16х16 | |||||||
| 2102-0025 | 2102-0026 | 2102-0075 | 2102-0076 | 20х12 | |||||||
| 2102-0027 | 2102-0028 | 2102-0077 | 2102-0078 | 20х16 | |||||||
| 2102-1111 | 2102-1112 | 2102-1113 | 2102-1114 | 20х20 | |||||||
| 2102-0005 | 2102-0006 | 2102-0055 | 2102-0056 | 25х16 | |||||||
| 2102-0029 | 2102-0030 | 2102-0079 | 2102-0080 | 25х20 | |||||||
| 2102-1115 | 2102-1116 | 2102-1117 | 2102-1118 | 25х25 | |||||||
| 2102-0009 | 2102-0010 | 2102-0059 | 2102-0060 | 32х20 | |||||||
| 2102-0031 | 2102-0032 | 2102-0081 | 2102-0082 | 32х25 | |||||||
| 2102-1119 | 2102-1121 | 2102-1122 | 2102-1123 | 32х32 | |||||||
| 2102-0013 | 2102-0014 | 2102-0063 | 2102-0064 | 40х25 | |||||||
| 2102-0033 | 2102-0034 | 2102-0083 | 2102-0084 | 40х32 | |||||||
| 2102-1124 | 2102-1125 | 2102-1126 | 2102-1127 | 40х40 | |||||||
| 2102-0017 | 2102-0018 | 2102-0067 | 2102-0068 | 50х32 | |||||||
| 2102-0035 | 2102-0036 | 2102-0085 | 2102-0086 | 50х40 | |||||||
| 2102-1128 | 2102-1129 | 2102-1131 | 2102-1132 | 50х50 | |||||||
Пример условного обозначения правого резца сечением мм, с углом врезки пластины в стержень 0°, с пластиной из твердого сплава марки Т15К6:
Резец 2102-0055 Т15 К6 ГОСТ 18877-73
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°. (Измененная редакция, Изм. N 2).
4. (Исключен, Изм. N 1).
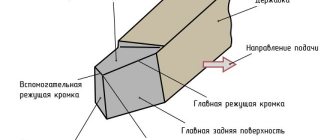
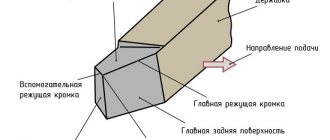
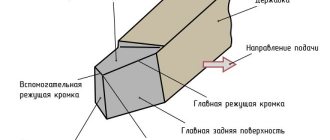
5. Элементы конструкции и геометрические параметры резцов указаны в приложении 1.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2.
7. Технические требования — по ГОСТ 5688-61.
8. (Исключен, Изм. N 2).
Черт.1
Черт.1
Таблица 1
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | |||
| 10х10 | 01331 | |||
| 12х12 | 10,0 | 01352 | ||
| 16х10 | 13,0 | 01331 | ||
| 12,0 | 14,0 | 01352 | ||
| 16х12 | 12,0 | 14,0 | 01352 | |
| 16х16 | 11,0 | 13,5 | 01372 | |
| 20х12 | 16,0 | 18,0 | 01352 | |
| 15,0 | 17,5 | 01372 | ||
| 20х16 | 13,5 | 17,0 | 02252 | |
| 20х20 | 13,5 | 17,0 | 01392 | |
| 25х16 | 18,5 | 22,0 | 02252 | |
| 18,5 | 22,0 | 01392 | ||
| 25х20 | 13,2 | 18,5 | 22,0 | 02272 |
| 25х25 | 17,5 | 21,5 | 01152 | |
| 32х20 | 13,0 | 26,0 | 29,0 | 02272 |
| 32х20 | 24,5 | 28,5 | 01152 | |
| 32х25 | 14,8 | 24,5 | 28,5 | 02312 |
| 32х32 | 10,5 | 23,5 | 28,0 | 01412 |
| 40х25 | 14,8 | 32,5 | 36,5 | 02312 |
| 10,5 | 31,5 | 36,0 | 01412 | |
| 40х32 | 10,4 | 32,0 | 36,0 | 01412 |
| 40х40 | 13,8 | 29,5 | 35,0 | 01432 |
| 50х32 | 15,8 | 39,5 | 45,0 | 02352 |
| 14,4 | 39,5 | 45,0 | 01432 | |
| 50х40 | 14,4 | 39,5 | 45,0 | 01432 |
| 50х50 | 19,2 | 37,5 | 44,0 | 01452 |
Черт.2
Таблица 2
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | |||
| 10х10 | 01331 | |||
| 12х12 | 10,0 | 61352 | ||
| 16х10 | 13,0 | 01331 | ||
| 12,0 | 14,0 | 61352 | ||
| 16х12 | ||||
| 16х16 | 11,0 | 14,0 | 61372 | |
| 20х12 | 16,0 | 18,0 | 61352 | |
| 15,0 | 17,5 | 61372 | ||
| 20х16 | 13,5 | 17,0 | 62252 | |
| 20х20 | 61392 | |||
| 25х16 | 18,5 | 22,0 | 62252 | |
| 18,5 | 61392 | |||
| 25х20 | 13,2 | 18,5 | 21,5 | 62272 |
| 25х25 | 17,5 | 61152 | ||
| 32х20 | 13,0 | 26,0 | 29,0 | 62272 |
| 23,5 | 28,0 | 61152 | ||
| 32х25 | 14,8 | 24,5 | 28,5 | 62312 |
| 32х32 | 10,5 | 23,5 | 28,0 | 61412 |
| 40х25 | 14,8 | 32,5 | 36,5 | 62312 |
| 10,5 | 31,5 | 36,0 | 61412 | |
| 40х32 | 10,4 | 32,0 | 36,0 | 61412 |
| 40х40 | 13,8 | 29,5 | 35,0 | 61432 |
| 50х32 | 10,4 | 42,0 | 46,0 | 61412 |
| 39,5 | 45,0 | 61432 | ||
| 50х40 | 14,4 | 39,5 | 61432 | |
| 50х50 | 37,5 | 44,0 | 61452 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1, 2).
Чертеж
Таблица 1
| Форма заточки | |||
| Номер | Передняя поверхность | Эскиз | Область применения |
| I | Плоская, с положительным передним углом | Обработка серого чугуна, бронзы и других хрупких материалов | |
| II | Плоская с отрицательной фаской | Обработка ковкого чугуна, стали и стального литья кгс/мм, а также кгс/мм при недостаточной жесткости технологической системы. Для отвода и дробления стружки применять стружколом | |
| IIa | Плоская, с отрицательной фаской и припайным стружколомом | Обработка стали и стального литья кгс/мм при необходимости завивания и дробления стружки | |
| III | Криволинейная, с отрицательной фаской | Обработка стали кгс/мм при необходимости завивания и дробления стружки | |
| IlIa | Плоская, с мелкоразмерной лункой и | Обработка стали и стального литья при кгс/мм | |
| IlIб | Плоская, с мелкоразмерной лункой и | Обработка стали и стального литья при кгс/мм | |
| IV | Плоская, с отрицательным передним углом | Черновая обработка стали и стального литья кгс/мм, загрязненного неметаллическими включениями. Работа с ударами в условиях жесткой технологической системы | |
| V | Криволинейная, с отрицательной фаской | Обработка нержавеющих сталей кгс/мм | |
| VI | Обработка материалов с кгс/мм | ||
| VIa | Криволинейная, с отрицательной фаской | Обработка материалов с до 130 кгс/мм | |
| VIб | Обработка материалов с до 120 кгс/мм | ||
| VII | Плоская с отрицательным передним углом | Обработка материалов с свыше 120 кгс/мм | |
2. Доводку передней и задней поверхностей производить вдоль главной режущей кромки и по радиусу. 1, 2. (Измененная редакция, Изм. N 1, 2).
3. Для упрочнения вершины резца и лучшего теплоотвода рекомендуется затачивать вспомогательную плоскость под углом 15° на длине 3 … 5 мм.
Таблица 2
мм
| Резцы | Ширина головки | |||||||
| Элементы режущей части резцов | до 3 | 10-12 | 15-20 | св. 20 | ||||
| Токарные, строгальные, долбежные | Отрезные, прорезные | Притупление | ||||||
| Ширина фаски | 0,15 | |||||||
Таблица 3
мм
| Резцы | Элементы режущей части резцов | Сечение | |||||||||||||
| — | — | 16х12 | 20х16 | 25х20 | 32х25 | 40х32 | 50х40 | ||||||||
| 6х6 | 8х8 | 10х10 | 12х12 | 16×16 | 20х20 | 25х25 | 32х32 | 40х40 | 63х40 | ||||||
| — | — | 16х10 | 20×12 | 25х16 | 32х20 | 40х25 | 50х32 | 63х50 | |||||||
| 6* | 8* | 10* | 12* | 15 | 20 | ||||||||||
| Строгаль- ные | Проходные, подрезные | ||||||||||||||
| Проходные, подрезные | Радиус при вершине | ||||||||||||||
| Расточные | |||||||||||||||
| Проходные, подрезные | Ширина фаски | 0,15-0,2 | 0,3-0,4 | 0,6-0,8 | 0,9-1,2 | ||||||||||
| Токарные | Расточные | 0,1-0,15 | 0,2-0,3 | 0,4-0,5 | |||||||||||
| Проходные, подрезные, расточные | Форма за- точки III | ||||||||||||||
| Форма заточки IIIа, IIIб | 8-10 | 10-12 | 14-10** | 16-18 | 22-24 | 28-30 | |||||||||
| Проходные | Форма заточки IIа | ||||||||||||||
________________
* Диаметры оттянутой части расточных резцов. ** Текст соответствует оригиналу. — Примечание.
4. Геометрические параметры режущих частей резцов при заточке и доводке их алмазными кругами указаны на черт.2.
Резец проходной отогнутый ГОСТ 18877-73
Резец проходной отогнутый ГОСТ 18877-73
Резец отрезной ГОСТ 18884-77
Резцы с механическим креплением для станков с ЧПУ
Применяются при точении, растачивании на токарных универсальных станках, токарных станках с ЧПУ, токарных «ОЦ», «ГПС». Предназначены для выполнения различных токарных работ: наружное точение, проточка торцев, выточек, фасок, радиусные галтели, обработка сквозных и глухих отверстий.
Резцы оснащены сменными твердосплавными режущими пластинами и опорными пластинами. Применена система крепления пластины согласно ISO –М(прижим); Р(вычаг); S(винт); по ГОСТ 26613-85
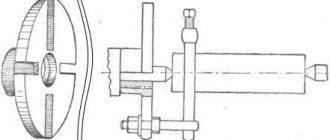
Сверлильный патрон ГОСТ 2682-90
Патрон применяется для закрепления сверла на оси шпинделя станка, патроны используются также в ручных дрелях..Достоинством сверлильного патрона является возможность зажимать инструмент в очень широком диапазоне диаметров. Недостатком является высокая стоимость (в станках используются прецизионные сверлильные патроны, которые намного дороже используемых в ручных дрелях). Другой минус: неспособность воспринимать радиальную нагрузку, что делает невозможным его применение для фрезерования..Сверлильный патрон, , используется при необходимости зажать сверло небольшого диаметра, чаще всего цельнотвердосплавное или из быстрорежущей стали.
Центровочные сверла ГОСТ 14952-90
В машиностроении комбинированные центровочные сверла применяются достаточно часто для центровки отверстий заготовок и деталей. Полученные центровочные отверстия применяются для базирования в центрах, для захода сверл и других технологических операций. Центровочные сверла изготавливают в основном из быстрорежущей стали марки Р6М5. Центровки изготавливаются согласно ГОСТ 1495275 с определенными размерами. На рисунке мы видим центровку без предохранительного конуса 60°, а на рисунке Б предохранительный конус есть 60° и 120°. При изготовление центровок может вместо конуса быть радиус, а так же витая канавка для выхода стружки. На некоторых центровочных сверлах имеется покрытие окись титана (желтого цвета), которое понижает температуру в зоне резания, но такими центровками работать по титановым сплавам не рекомендуется (из-за покрытия центровки процесс центровки ухудшается). Комбинированные центровочные сверла изготавливаются с разным D и d. Маркируют центровку по d, например: центровка d=1,6 значит, и на центровке будет стоять отметка, все стандартизировано. Основные размеры центровок: 1; 1,6; 2; 2,5; 3,15…6, а так же и больших размеров.
Сверла спиральные с коническим хвостовиком
ГОСТ 10903-77
Настоящий стандарт распространяется на спиральные сверла с коническим хвостовиком диаметром от 5 до 80 мм. Стандарт соответствует международному стандарту ИСО 235/1-1975, части, касающейся размеров диаметров.
Инструментальная быстрорежущая сталь, аналог Р6М5К5.
Переходные втулки ГОСТ 13 598 — 85
Переходная втулка предназначена для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся поконусности и исполнению.
Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Некоторые конуса снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Оправка ГОСТ 15067-90
Державка (оправка) –это вспомогательный инструмент для крепления резцов. Есть несколько преимуществ в использовании державок. Вместо цельного резца во многих случаях, для удобства в работе, используют державку со ставным резцом. Как правило его изготавливают из быстрорежущей стали. Вставной резец может заточить деталь быстрее и качественнее, с использованием державки, так как резец в державке плотно прилегает к рабочей части и так же эффективно производит работу. Еще одно достоинство державки состоит в том, что для обдирки, а так же тяжелой работы, державку вместе с резцом можно переставлять в резцедержателе суппорта. При такой установке режущая кромка оказывается позади тела резца, которым является державка, таким образом, дрожание инструмента или его заедание во много раз уменьшается. Державка состоит из трех частей.Оправка, Скоба, Винт
Патрон токарный трёхкулачковый ГОСТ 2675-80
Наиболее распространен самоцентрирующийся трехкулачковый патрон . Кулачки перемещаются одновременно при помощи диска с архимедовой спиралью. В витки этой спирали входят нижними выступами кулачки. На обратной стороне диска нарезано коническое колесо, с которым соединены три конических зубчатых колеса. При повороте ключом одного из них поворачивается и коническое колесо диска и посредством спирали перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка; в зависимости от вращения в ту или иную сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь. Кулачки изготовляют обычно трехступенчатыми, для повышения износостойкости их закаливают.
Мерительный инструмент
Штангенциркуль ШЦ-1 166 -89
Штангенциркуль универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль один из самых распространенных инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Калибр-пробка ГОСТ 14810-80:
Калибр пробки принимают в серийном и массовом производстве для контроля отверстий. Их изготавливают двусторонними (полыми) для отверстий до 100мм и односторонними (неполными) для отверстий свыше 100мм. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ- не проходит, то размер отверстия находится в пределах допуска
⇐ Предыдущая3Следующая ⇒
Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? — задался я вопросом…
ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между…
Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)…
ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала…
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: