Обновлено: 22.04.2021 16:52:38
Эксперт: Андрей Николаевич Кузнецов
*Обзор лучших по мнению редакции expertology.ru. О критериях отбора. Данный материал носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
Когда требуется кроить металл в больших объемах без высокой точности, то применяют кислородные резаки. В отличие от болгарки, вести линию реза ими можно не только по-прямой, а произвольно. Еще скорость раскроя здесь гораздо выше, а себестоимость процесса ниже. Чтобы выбрать подходящий инструмент, предлагаем ряд практичных советов от экспертов. Далее следует обзор восьми моделей, пользующихся наибольшей популярностью у сварщиков-резчиков и собравших много положительных отзывов.
Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.
Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Классификация по используемому горючему газу
Пропановые
Газовые резаки, работающие на пропане, идеально подходят для обработки труб из чугуна и других изделий, изготовленных из черных и цветных металлов. Пропановые газовые резаки по праву считаются самыми надежными и безопасными и при этом способны обеспечить максимальную производительность работ.
Ацетиленовые
Ацетиленовые газовые резаки используют для нарезки листового металла и больших по площади деталей. Такие устройства в обязательном порядке оборудуются специальным вентилем, регулирующим скорость и мощность подачи кислорода в рабочую зону.
Универсальные
Универсальные газовые резаки инжекторного типа наиболее востребованы на сегодняшний день. Эти устройства позволяют использовать мощность рабочего газа, если давление внутри корпуса составляет от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный резак прост и удобен в использовании, обладает сравнительно небольшими габаритами и способен разрезать изделия из металла в разных направлениях. С его помощью можно эффективно обработать металл с толщиной от 3 до 300 мм в толщину.
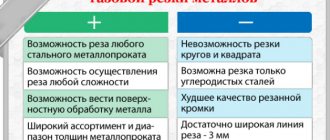
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.
Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
Правила выбора:
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Какие нюансы учесть при выборе ИГР?
На обоснование выбора модели газового резака влияют множество факторов, начиная от того, какой тип резки предполагается выполнять, и заканчивая уточнениями, сколько резак стоит. В части технической необходимо учитывать следующие моменты:
- материалами корпуса и газовых трубок должны служить медные или латунные сплавы, нержавеющая сталь;
- алюминиевая рукоятка более долговечна, чем пластмассовая;
- латунные ниппели на входе предпочтительнее, чем алюминиевые;
- материал внутреннего и внешнего мундштука ацетиленового резака – медь, для кислородно-пропанового ИГР допускается изготовление внутреннего мундштука из латуни;
- вращение вентилей должно происходить с небольшим усилием, но без заеданий;
- рекомендуется выбирать разборные конструкции, поскольку у них выше ремонтопригодность, проще чистить инжектор и трубки наконечника.
На рис. ниже отмечены некоторые внешние факторы, на которые следует обратить внимание при осмотре и выборе ИГР
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
Последовательность работ:
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.
Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Портативные и ультрапортативные
Размеры типовых газовых инжекторных и безинжекторных резаков небольшие, однако пара тяжелых 40-литровых баллонов с кислородом и горючим газом, входящие в комплект оборудования газокислородной резки, существенно ограничивают мобильность газорезчика.Даже для выполнения единственного небольшого реза сварщик вынужден катить громоздкую тележку с газовыми баллонами.
Выход из положения – портативный пропановый резак переносного типа, оснащенный пятилитровым кислородным баллоном и пропановым баллоном емкостью 2, 3 или 5 литров. Комплект, состоящий из резака, коротких (до 5 метров) шлангов и двух баллонов умещается в пластиковом чемодане контейнерного типа либо в специальной сумке, упрочненной металлическими вставками. Такой мини резак по металлу газовый популярен у специалистов, занимающихся ремонтов холодильников и кондиционеров.
Если продолжать обзор газорежущей аппаратуры по степени ее миниатюризации, то следующей группой газовых устройств будут цанговые газовые резаки, состоящие из газового баллончика емкостью до 0,5 литра и горелки с соплом, прикрепленной к баллончику через цанговое соединение.
Температура верхушки факела пламени, сформированного узким конусом, может достигать 1300 град. Ц, что позволяет резку тонких листов металла. Если факел будет сравнительно широким, то с его помощью можно разжечь огонь в походных условиях для приготовления пищи либо отогреть замерзшие трубы.
Ультрапортативными можно считать миниатюрные резаки, которые подсоединяются к цанговому баллончику посредством гибкого шланга. Так называемый карманный резак, называемый в обиходе микрогорелкой и горелкой-паяльником, применяется для пайки электродеталей, ювелирных изделий, небольших медных трубок.
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.
Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.
Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
В следующем видео показано, как правильно работать резаком газовым:
Особенности обработки деталей автогеном
Операции газопламенной резки с использованием автогена классифицируют по характеру реза:
- при разделительной резке выполняется сквозной рез, делящий заготовку на несколько частей/деталей;
- в ходе поверхностной резки снимается слой поверхности заготовки с образованием каналов, прорезей, шлицов или других конструктивных участков;
- копьевая резка проводится с целью прожигания в деталях глухих или сквозных отверстий.
Разделительному раскрою листового проката, если пользоваться аппаратурой для газокислородной резки, подвергают листы и полосы толщиной более 3,0 мм. Разрезание заготовок меньших толщин сопровождается короблением разрезаемого профиля, искажающем конфигурацию отрезанных частей.
Для раскроя тонколистового проката из черных сталей и нержавейки толщиной в пределах 0,5-3,0 мм предпочтительней использовать технологию плазменной резки с применением плазмореза либо лазерную резку, разрезающую тонкие листы при помощи лазера.
Чтобы процесс сгорания металла в струе кислорода протекал непрерывно, должно соблюдаться условие превышения температуры плавления металла разрезаемой детали над показателем температуры горения этого материала. Если это условие не соблюдено, то металл, не успев воспламениться, уже начнет плавиться и растекаться.
Кислородная струя в этом случае окажется не способной качественно выдувать тугоплавкие окислы. Стали с высоким содержанием углерода и легирующих элементов – хрома, марганца и молибдена – закаливаются, повышая свою твердость, и растрескиваются в зоне резки.
В связи с этим резка автогеном не рекомендуется для легированных сталей, чугуна и цветных металлов.
Газовой резке поддаются большинство низкоуглеродистых сталей с содержанием углерода не более 0,3%. Уже при содержании углерода в стали свыше 0,7% качественная газовая резка затруднительна.
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.
Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Ультрапортативные горелки для мелких работ
Класс ультрапортативных горелок пригодится там, где нужна мелкая сварка и пайка без возможности подключения электроприборов. Такие горелки питаются жидким газом для заправки зажигалок и условно разделяются на 2 группы:
- С баллоном под цанговый разъем и со шлангом высокого давления
- Со встроенным топливным резервуаром
Портативный газовый резак с шлангом является компактной разновидностью мини-горелки под цанговый разъем. Особенность — крепление горелки на шланг. Благодаря этому, баллон можно поместить в ранец за спиной, а в руках останется легкая насадка, размером со стандартный паяльник. Пример — KT-2202 от фирмы KOVEA. Вес устройства без баллона — 140 граммов, а максимальная температура, как и в более крупных устройствах, до 1300 градусов.
Поскольку мелкая работа не требует больших топливных затрат, производители чаще оснащают горелки встроенным топливным баком. Вес не заправленного устройства обычно не превышает 50 граммов, а объем топливного резервуара — до 100 мл.
Ручные компактные горелки со встроенным топливным баком используют в таких направлениях:
- Пайка радиодеталей. Их можно использовать в качестве паяльного фена или паяльника. Для этого на выходное отверстие крепится насадка с луженым жалом. Такие горелки имеют высокую теплоотдачу. Поэтому подходят для работы с крупными деталями.
- Работы в условиях отсутствия электричества. Компактный карманный газовый резак пригодится на стройке, если проводка в строящемся доме не проведена, и невозможно использовать электрический паяльник. Также, они популярны при монтаже кабельных сетей, т.к. избавляют инженера от необходимости вывода электропитания на крышу.
- Работы на холоде. Использование горелки в качестве паяльника удобно во время работы в условиях низких температур, т.к. горелка быстро нагревает пространство вокруг области пайки, что существенно облегчает процесс.
В интернет-магазинах достаточно много дешевых ручных горелок из Китая. Т.к. конструкция простая, многие не решаются переплачивать за именитые бренды. Если вы хотите купить китайскую горелку, лучше сделать это в магазине, где вы сможете сразу проверить ее работу. Распространенный дефект дешевых горелок — утечка газа на соединительных узлах. Даже если не учитывать очевидную опасность таких изделий, постоянная потеря бутана не позволит хранить горелку в заправленном виде в течении долгого времени.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
Газовая горелка без кислорода
Самодельная газовая горелка,работает без кислорода.Потребляет пропан и воздух от компрессора.Горелка экономичная , хорошо подходит для нагрева металла и пайки.
Рукодельники
32.4K постов 48K подписчика
Правила сообщества
В сообществе запрещена торговля, обсуждение цен, ссылки на страницы с продажами, контакты автора в комментариях. Обязательна информация о материалах и инструментах в текстовом виде.
1. Будьте вежливы, старайтесь писать грамотно.
2. В публикациях используйте четкие и красивые фотографии.
3. Автор поста с тегом [моё] может оставить ссылку на свой профиль, группу или канал на других источниках, при условии, что ссылки (активные и не активные
) не ведут на прямые продажи. Допускается не больше четырёх ссылок и только в конце поста (п. 8.5 основных правил).
-ссылки рекламного характера/спам;
-ссылки, ведущие на магазины с указанием стоимости товара/услуги;
-ссылки, ведущие на призывы, покупки, продажи, подписки, репосты, голосование и тому подобное.
(нарушение основных правил сайта, п.8.1 и п. 8.2).
При переходе по ссылке запрещено наличие активных (кликабельных)
ссылок, ведущих на вышеперечисленное в п.3, содержание таких ключевых слов как «товар», «, «продам», «в наличии», «под заказ» и т.п.
3.1 Размещение контактов автора (самим автором или другими пользователями) в комментариях запрещено и подлежит удалению (п. 9.1 и 9.3 основных правил).
4. Обязательным для авторов является наличие технических характеристик изделия в публикациях (материалы, техники, авторские приемы, размеры, времязатраты и прочее) в текстовом
виде.
Также помечайте свою работу тегом «Рукоделие с процессом»
или
«Рукоделие без процесса»
.
5. Пост-видео, пост-фото без текстового описания переносится в общую ленту. Даже если в видео показан подробный процесс изготовления, делайте краткое описание для тех, у кого нет возможности/желания смотреть видео.
Администрация оставляет за собой право решать, насколько описание соответствует п. 5.
6. Посты с нарушениями без предупреждения переносятся в общую ленту.
За неоднократные нарушения автор получает бан.
Автор может размещать новую публикацию в сообществе, не допуская полученных ранее замечаний.
если вам сталь не резать, зачем кислород (в отдельном баллоне)? паять — греть — понятно что обычного воздуха и компрессора хватает, да и паяльной лампы хватает.
Респект таким мужикам которые ещё могут что то делать руками ,кроме того что бы дрочить и ебашить по клавиатуре. Вообщем плюс от меня .
Скажите, а вот то, что край трубки-сопла разогревается до бела, это так и должно быть?
Без кислорода-горение, без кислорода в процессе горения будет воздух.
Без кислорода, но с воздухом?
Позвольте поинтересоваться, как вы
21% кислорода из воздуха убирали?