Заявка на товар/услугу
Оловянный припой — это прутки, проволока, порошок, фольга, гранулы, изготовленные из олова. Все эти изделия могут быть использованы для пайки. Пайкой называют метод сращивания деталей с помощью припоя. При этом температура плавления деталей выше, чем температура плавления вещества, используемого в качестве припоя.
Реализуем оловянный припой в виде: прутка оловянного диаметром от 8 до 10 мм; цилиндра диаметром от 80 до 250 мм, проволоки и чушек в ассортименте.
Виды оловянных припоев, свойства и характеристики
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
Существует и другой вариант классификации оловянных припоев. По нему сплавы делятся на:
— оловянно-свинцовые (в сокращении ПОС);
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
— бессвинцовые.
Последние легируют медью, серебром, цинком, алюминием, кадмием.
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
Они начинают плавиться при 183°C (температура расплава пары «олово-свинец»), а завершают плавление при различных температурах. Это определено химическим составом сплава. А именно:
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово+свинец», они расплавляются при постоянной температуре 183 °C.
Также к мягким оловянным припоям относят:
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
К положительным свойствам оловянных припоев можно отнести:
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
— устойчивость к коррозии.
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
Иногда можно встретить пруток или проволоку для пайки без маркировки. Определить приблизительный химический состав такого изделия можно по следующим параметрам:
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;
— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.
Припои с малым содержанием олова
Все припои, которые содержат 50% олова и меньше, характеризуются высокими температурами плавления и прочностью на растяжение. Они, точно также как и оловянно-свинцовые припои с большим содержанием олова, нашли достойное применение в самых разных сферах.
Например, ПОС-40 получил широчайшее применение, как на крупных заводах, та и в быту. ПОС-35 особенно популярен в машиностроении и при пайке электрооборудования. А вот ПОС-30 и ПОС-20 относятся к тугоплавким припоям, которые применяются для пайки радиаторов и проводов.
Марки оловянных и оловянно-свинцовых припоев
Для маркировки оловянных припоев используются буквы русского алфавита и цифры. Пример: ПОС-61, который еще именуют «третник» из-за содержания в нем 1/3 Pb. Буквы: П — это припой, О — оловянный, С — свинцовый. Число 61 — процент содержания Sn.
Рассмотрим наиболее востребованные марки оловянных припоев.
ПОС 90
Применяется для пайки таких металлов, как латунь, медь, сталь, бронза. Химический состав: 9 – 11% Pb и 89 – 91% Sn. Плавиться в интервале температур 183 – 220 ºС. Характеризуется высокой теплопроводностью, пластичностью, имеет выраженный металлический блеск. Также изделию присущ высокий коэффициент ударно вязкости, хорошо сопротивляется разрывам. Не имеет зарубежных аналогов. Производится в соответствии с ГОСТ 21930-76. Кроме основных элементов в состав сплава (по ГОСТ 21930-76) могут входить: медь – 0,05%, сурьма – 0,1%, висмут – 0,1%, мышьяк – 0,01%. Указанные примеси не влияют на эксплуатационные и физико-химические показатели ПОС 90.
ПОС 90 – востребованное изделие. Элементы, соединенные данным оловянным припоем, можно в дальнейшем подвергать гальваническому покрытию другими металлами, эксплуатировать в контакте с продуктами питания. Данным сплавом паяют медицинские инструменты, оборудование. Полученные спаи – качественные, долговечные.
ПОС 63
Широко используется для пайки микросхем, печатных плат, пружин, важных узлов различных высокоточных приборов и измерительного оборудования из таких металлов, как сталь, медь, бронза, латунь. ПОС 63 востребован при групповой пайке на окунанием с протяжкой, соединении волной припоя на автоматических линиях. Плавиться при 183 ?С. Характеризуется небольшой плотностью, хорошей пластичностью, коррозионной стойкостью, высоким показателем текучести. В состав ПОС 63 входит 62,5 – 63,5% олова, около 37% свинца. Содержит примеси висмута (0,1%), Cu, сурьмы (по 0,05%), Ni, As, Fe, S (не более 0,02% каждого), Al, Zn (0,002%). Они оказывают непосредственное влияние на технические характеристики.
ПОС 61 и ПОС 61М
ПОС 61 – универсальный оловянный припой, применяемый во многих отраслях. Им паяют детали из нержавейки, стали, латуни, меди, олова, бронзы, свинца. Для соединения меди, стали, латуни, бронзы припой ПОС 61 – наилучший выбор. Плавиться при 183-190 градусов Цельсия. Химсостав содержит: 59 – 61% олова, около 39% свинца, 0,1% сурьмы, 0,2% висмута, 0,05% Cu, 0,02% As. В состав ПОС 61М входит 1,2 – 2% Cu, которые оказывают влияние на свойства. Прекрасно подойдет для пайки проводов, микросхем, фольги, печатных плат, радио, электроаппаратуры, высокоточных приборов, которые чувствительны к перегреву. В сравнении с другими видами оловянных припоев, которые можно купить, ПОС 61 отличается более высокой химической чистотой. Для пайки используется помимо профессионального оборудования, традиционные паяльники. А благодаря вхождению в состав ПОС 61М Cu, возрастает износостойкость стержней из меди в электропаяльниках.
ПОС 50
Сплав содержи 50% олова, около 50% свинца, незначительные доли примесей. Используется для соединения деталей из железа, латуни, стали, меди, бронзы. Плавиться при 209 градусах по Цельсию. Применяется в самых разных сферах. Прочность на растяжение – 3,6 кгс/мм2.
ПОС 40
Состоит из 39 – 40% Sn, около 60% свинца и примесей: сурьмы (0,1%), меди (0,5%), мышьяка (0,02%). Используется для меди, стали, бронзы, латуни, оцинкованных изделий (в том числе, методом горячего цинкования). ПОС 40 соединяют детали радиаторов, трубопроводов, аппаратуры. Спай полностью герметичен. Формирует прочный шов, электроконтакт с малым переходным сопротивлением. Оловянно-свинцовый припой совместим со всеми видами оборудования, поэтому широко востребован не только в бытовых ремонтах, но и на крупных заводах.
ПОС 35
Используется в машиностроении, монтажных и ремонтных работах, для соединения деталей электрооборудования, гибких шлангов, изделий из белой жести и пр. Аналоги – ПОС 40, ПОС 30. Свойства и характеристики очень схожи.
ПОС 30
Содержит в составе 29 – 31% олова, 0,1% сурьмы, 0,02% мышьяка и 0,05% меди, остальное – свинец. Применяется для пайки деталей в машиностроении, изделий из оцинкованного железа, латуни, меди, бронзы, стали, лужения. Обеспечивает высокую герметичность швов. Популярный среди радиолюбителей. Из-за высокого содержания свинца пруток с диаметром до 10 мм можно легко согнуть руками. Плавиться при более высоких температурах (около 250 градусов по Цельсию), чем рассмотренные ранее оловянные прутки. При работе с данным материалом температуру плавления необходимо учитывать, чтоб не повредить спаиваемые элементы.
ПОС 20
Используется при высокотемпературной пайки, ввиду относительной тугоплавкости. Большая часть в составе (около 80%) приходится на свинец. Применяется при ремонте радиаторов, спайке крупных проводов и пр.
ПОСу 95-5
Сурьмянистый припой, в химсоставе которого 4 – 5% сурьмы, остальное — Sn. Допускаются примеси Cu – 0,05%, висмута – 0,1%, не более 0,02% железа, мышьяка, серы, никеля, не больше 0,002% алюминия, цинка. Используется для спаивания элементов трубопроводов, в электропромышленности, для соединения деталей, эксплуатирующихся при повышенной температуре. Бессвинцовый припой ПОСу 95-5 пригоден для пайки нержавейки, бронзы, меди, латуни, свинца, олова. Примеси в составе продукта оказывают значительное влияние на его технические характеристики, свойства.
ПОССу 40-2
В составе данного материала 39 – 41% олова, 1,5 – 2% сурьмы, около 58% свинца. Также присутствуют примеси 0,08% Cu, 0,2% висмута, 0,02% мышьяка и 0,08% никеля, каждая из которых оказывает непосредственное влияние на свойства ПОССу 40-2. Плотность соединения (спая) – 9,2 г/см3. Применяется для пайки тонколистовых материалов, лужения, скрепления некоторых деталей холодильного оборудования. Хорошо спаивает медь, латунь, бронзу. Достаточно широко применяется в разных сферах. Начинает плавиться при температуре 185 ºС, сохраняет свойства до 229 ºС.
ПОССу 30-2
Содержит 29 – 31% олова, 1,5 – 2% сурьмы, 0,08% Cu, 0,02% мышьяка, остальное – свинец. Начало плавления – 185 ºС, а конечная температура – 250 ºС. Плотность – 9,6 г/см3. Применяется ПОССу 30-2 для абразивной пайки, на электроламповом производстве, для проведения процессов лужения, пайки холодильного оборудования, в автомобилестроении.
Свойства популярных марок
Перед тем как выбрать припой для пайки, стоит ознакомиться с его характеристиками. Здесь приведены свойства одних из самых популярных марок.
Технические характеристики ПОС 90
Химический состав
| Химический элемент | Содержание химических элементов в припое, % |
| Олово | 90 |
| Свинец | 9,5 |
| Сурьма | 0,5 |
Физические свойства
| Параметр | Значение |
| Температура плавления | 220 Co |
| Плотность сплава | 7,9 килограмм/ метр кубический |
| Удлинение относительное | 58% |
| Сопротивление механическому воздействию (временное) на разрыв | 47 Мпа |
| Интервал кристаллизации | 37 градусов |
Внешний вид припоя ПОС-90
Технические характеристики П14
Химический состав
| Химический элемент | Содержание химических элементов в припое, % |
| Медь | около 90% |
| Фосфор | 5,6-6 % |
| Олово | 3,8-4,2 % |
Физические характеристики
| Параметры | Значение параметра |
| Температура начала плавления, Co | 645-675 |
| Рабочая температура пайки, Co | 720-730 |
| Прочность шва соединения при испытании на разрыв, МПа | 290-320 |
| Ударная вязкость, к*Дж.метр/см2 | 2 |
| Коэффициент замены серебра | 45% |
Внешний вид припоя П 14
Технические характеристики HTS 2000
| Параметр | Единицы измерения | Значение |
| Степень растяжения | PSI | 45900 |
| Степень удлинения | % | 10 |
| Степень сдвига | PSI | 31000 |
| Масса | г/куб. дюйм | 240 |
| Температура плавления | Градусы Цельсия | 390 |
| Толщина диаметра | мм | 2-3 |
| Длина | м | 0,46 |
| Количество компонентов в составе | шт | 9 |
| Температура плавления | Градусы Цельсия | 347 |
Внешний вид припоя HTS-2000
Особенности подбора марок и критерии выбора
Подбор марки является очень ответственным делом, от которого во многом зависит дальнейшая служба изделия. Для каждого вида металла нужно обращать внимание на свои особенности. «Важно»! Всегда можно подобрать аналог, если нет конкретной марки. Он может быть от зарубежных производителей или ближайшей маркой из той же серии.»
Каким припоем лучше паять акустический кабель? Здесь нужно исходить из того, что кабель имеет тонкие провода, которые могут переплавиться от высокой температуры. Таким образом, это должен быть мягкий сплав с низкой температурой плавления. Он должен иметь низкое сопротивление, поэтому, в составе желательно наличие металлов с хорошей электропроводностью, таких как серебро.
Какой припой лучше выбрать для пайки медных труб? Здесь уже лучше отталкиваться от крепости соединения. Во-первых, в составе должна быть медь, как крепкий и тугоплавкий металл, обеспечивающий высокую прочность соединения. Во вторых медь также имеет сопротивление к коррозии, поэтому, основные металлы в составе также не должны подвергаться ржавчине. Для домашнего применения лучше выбрать марку с более низкой температурой плавления, так как не у всех есть возможность разогреть материал до 760 градусов Цельсия.
Какой припой лучше выбрать для пайки стали? Сталь, особенно нержавеющая ее разновидность, плохо поддается свариванию, но для нее все равно нужны твердые марки, которые имеют в своем составе тугоплавкие металлы. Зачастую это многосоставные припои, многие из которых являются универсальными. Желательно, чтобы состав присадочного материала был близок к составу основного металла. «Важно! Здесь нужно следить за содержанием углерода и чугуна, так как они ухудшают качество соединения.»
Чем паять алюминий? Для этого металла используются припои, в которых нет алюминия, но есть олово, серебро и другие легкоплавкие металлы. Для качественного соединения нужно не только правильно подобрать материал, но и придерживаться технологии подготовки алюминиевой поверхности.
Чем паять серебро? Для серебра используются специальные серебряные припои. Они обладают достаточно высокой стоимостью, но для создания и ремонта ювелирных изделий именно такой вариант является наилучшим. Существуют как чисто серебряные, в которых драгоценный металл занимает 90% и более, а также с содержанием различных добавок, где серебра менее 50%.
Какой припой лучше выбрать ПОС 61 или ПОС 63?
Этот вопрос задают себе многие радиолюбители, но именно для пайки радиоэлементов разницы особой нет, так что можно выбирать тот, что подешевле и доступнее. В остальном же, ПОС 63 считается улучшенной версией ПОС 61 за счет более высокого содержания олова в составе.
Припой для пайки ПОС-61
В нем также отсутствуют примеси других металлов, что тоже является положительным моментом. Благодаря этому, он более пластичный, имеет относительно низкую температуру плавления. У него лучше проявляются антикоррозионные свойства и обеспечивается высокая текучесть во время процесса спаивания.
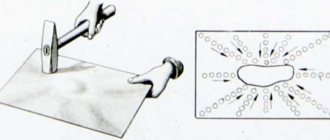
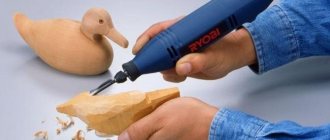
Процесс пайки
Объединение 2-х или более деталей с помощью пайки осуществляется для:
— получения электроконтакта с малым сопротивлением;
— получения прочного шва (иногда термического, абсолютно герметичного).
Процесс пайки основан на различии температур плавления у припоя и соединяемых металлов. Тогда как мягкий сплав плавится, становится жидким и текучим, соединяемые металлы остаются твердыми. Расплавленный металл течет по соединяемым деталям, заполняя пустоты между ними. В процессе пайки формируется промежуточный слой, который включает в себя объединенные части припоя и материала объединяемых элементов. С ее помощью из двух или более деталей образуется единая конструкция. Канифоль или спиртовой раствор канифоли выступают в качестве флюса при пайке ПОС.
Перед началом работы требуется правильно выбрать припой, исходя из:
— свойств объединяемых материалов;
— требования к прочности соединения;
— коррозийной устойчивости спая;
— его стоимости.
А при спаивании деталей, проводящих ток, учитывают еще коэффициент удельной проводимости.
Для пайки проводов из меди используют ПОС-40 на канифольной основе. Нержавеющую сталь можно соединить обычными ПОС, но для флюса используют специальный материал, отличающейся большей активностью, чем канифоль.