Application for product/service
Tin solder is rods, wire, powder, foil, granules made from tin. All these products can be used for soldering. Soldering is a method of joining parts using solder. In this case, the melting temperature of the parts is higher than the melting temperature of the substance used as solder.
We sell tin solder in the form of: tin rod with a diameter of 8 to 10 mm; cylinders with a diameter from 80 to 250 mm, wire and ingots in an assortment.
Types of tin solders, properties and characteristics
According to the chemical composition of the alloy, antimony solders, solders with a small amount of antimony (low-antimony), and alloys without antimony (antimony-free) are distinguished. All of the above types of solders are produced in accordance with GOST 21931-76 (in products), GOST 21930-76 (ingots).
There is another option for classifying tin solders. According to it, alloys are divided into:
— tin-lead (abbreviated POS);
- antimony (abbreviated POSSu);
— tin-lead-cadmium (abbreviated POSC);
- lead-free.
The latter are alloyed with copper, silver, zinc, aluminum, and cadmium.
POS tin solders (tin-lead alloys), having a tin percentage of 10% to 90%, are classified as soft solders.
They begin to melt at 183°C (the melting temperature of the tin-lead pair) and complete melting at different temperatures. This is determined by the chemical composition of the alloy. Namely:
POS-15 (tin 15%) - 280 °C.
POS-25 (25%) - 260 °C.
POS-35 (33%) - 247 °C.
POS-61, POS 63 (tin 61% and 63%) - 183 °C
POS-90 (tin 90%) - 220 °C
Due to the fact that the composition of the POS-61 and POS-63 alloys is almost identical to the composition of the tin + lead eutectic, they melt at a constant temperature of 183 °C.
Soft tin solders also include:
— POSSu – used for soldering products made of zinc, galvanized metal, with high requirements for solder joints (antimony solders);
— OTs — for joining aluminum products (tin-zinc solders);
— POSK — for connecting products that react to overheating, piezoceramics, capacitor leads (tin-lead-cadmium);
- lead-free solders, which in addition to tin include silver, copper, bismuth and other metals.
Solder is an alloy consisting of low-melting metals. For example, tin. But soldering with tin alone is quite expensive. They work with pure tin only when it is necessary to obtain a junction that is absolutely harmless to humans: when soldering utensils for food consumption or medical equipment. In other cases, to reduce the cost of solder, cheaper but harmful lead is added to tin.
For reference: the surface of the solder is darker, the more lead it contains. A rod made of pure tin, when bent or compressed, produces a characteristic crunch.
The positive properties of tin solders include:
— strength combined with ductility;
— high thermal conductivity coefficient;
- corrosion resistance.
Tin solders are used to join parts made of almost all metals, and the more pure tin in the solder, the better the quality of the resulting connection. The advantage of PIC is its versatility. Soft solders are used in the form of sticks (rods); less often, wire or paste (a mixture of solder with a fluxing agent) is used. The more tin in the alloy, the stronger the connection between the parts when soldering.
This type of rolled tin is not used for soldering aluminum. Other metals, including copper and iron, lend themselves well to PIC soldering. The junction is the most vulnerable point of the metal-solder-metal connection. The strength of the solder depends on the chemical composition of the solder used. The tensile strength of the soldering area is 6-8 kg/mm2, increasing in proportion to the increase in the amount of tin.
Let's look at some features of using zinc and antimony as additives to solder when soldering certain metals. The addition of zinc when working with aluminum and alloys of this metal increases the corrosion resistance of the solder. Such CO solders, containing from 10% to 40% zinc, are used for ultrasonic or abrasive soldering and tinning.
When joining copper, adding antimony to the composition increases the strength of the joint. When soldering brass, antimony does not affect the strength of the joint. And iron reduces the strength of the joint.
Sometimes you can find a rod or wire for soldering without markings. The approximate chemical composition of such a product can be determined using the following parameters:
- a rod with a tin content above 60% shines brightly (perhaps it is POS-90, POS-61);
- material containing a lot of lead - dark gray, matte;
— a rod with a significant lead content is plastic (up to 60%), it is easy to deform (POS-40, POS-30);
- a rod with a lot of tin, strong and hard. It cannot be bent by hand;
— PIC of various brands melts at temperatures from 183 °C to 265 °C.
Low tin solders
All solders that contain 50% tin or less are characterized by high melting points and tensile strength. They, just like tin-lead solders with a high tin content, have found worthy application in a variety of fields.
For example, POS-40 has received widespread use, both in large factories and in everyday life. POS-35 is especially popular in mechanical engineering and for soldering electrical equipment. But POS-30 and POS-20 are refractory solders that are used for soldering radiators and wires.
Brands of tin and tin-lead solders
To mark tin solders, letters of the Russian alphabet and numbers are used. Example: POS-61, which is also called “tertiary” because it contains 1/3 Pb. Letters: P is solder, O is tin, C is lead. The number 61 is the percentage of Sn content.
Let's consider the most popular brands of tin solders.
POS 90
Used for soldering metals such as brass, copper, steel, bronze. Chemical composition: 9 – 11% Pb and 89 – 91% Sn. Melt in the temperature range 183 – 220 ºС. It is characterized by high thermal conductivity, plasticity, and has a pronounced metallic luster. The product also has a high impact strength coefficient and has good tear resistance. It has no foreign analogues. Produced in accordance with GOST 21930-76. In addition to the main elements, the composition of the alloy (according to GOST 21930-76) may include: copper - 0.05%, antimony - 0.1%, bismuth - 0.1%, arsenic - 0.01%. The specified impurities do not affect the operational and physical-chemical characteristics of POS 90.
POS 90 is a popular product. Elements connected with this tin solder can subsequently be electroplated with other metals and used in contact with food. This alloy is used to solder medical instruments and equipment. The resulting joints are of high quality and durable.
POS 63
Widely used for soldering microcircuits, printed circuit boards, springs, important components of various high-precision instruments and measuring equipment made of metals such as steel, copper, bronze, brass. POS 63 is in demand for group soldering using dipping and broaching, wave soldering on automatic lines. Melts at 183? C. It is characterized by low density, good ductility, corrosion resistance, and high fluidity index. The composition of POS 63 includes 62.5 - 63.5% tin, about 37% lead. Contains impurities of bismuth (0.1%), Cu, antimony (0.05% each), Ni, As, Fe, S (no more than 0.02% each), Al, Zn (0.002%). They have a direct impact on technical characteristics.
POS 61 and POS 61M
POS 61 is a universal tin solder used in many industries. They are used to solder parts made of stainless steel, steel, brass, copper, tin, bronze, and lead. For joining copper, steel, brass, bronze, POS 61 solder is the best choice. Melts at 183-190 degrees Celsius. The chemical composition contains: 59 - 61% tin, about 39% lead, 0.1% antimony, 0.2% bismuth, 0.05% Cu, 0.02% As. The composition of POS 61M includes 1.2 - 2% Cu, which affects the properties. Perfect for soldering wires, microcircuits, foil, printed circuit boards, radios, electrical equipment, high-precision devices that are sensitive to overheating. Compared to other types of tin solders that can be purchased, POS 61 has a higher chemical purity. In addition to professional equipment, traditional soldering irons are used for soldering. And thanks to the inclusion of Cu in POS 61M, the wear resistance of copper rods in electric soldering irons increases.
POS 50
The alloy contains 50% tin, about 50% lead, and minor amounts of impurities. Used to connect parts made of iron, brass, steel, copper, bronze. Melts at 209 degrees Celsius. It is used in a variety of fields. Tensile strength – 3.6 kgf/mm2.
POS 40
Consists of 39 - 40% Sn, about 60% lead and impurities: antimony (0.1%), copper (0.5%), arsenic (0.02%). Used for copper, steel, bronze, brass, galvanized products (including hot-dip galvanizing). POS 40 connects parts of radiators, pipelines, and equipment. The junction is completely sealed. Forms a strong seam, electrical contact with low transition resistance. Tin-lead solder is compatible with all types of equipment, therefore it is widely in demand not only in household repairs, but also in large factories.
POS 35
It is used in mechanical engineering, installation and repair work, for connecting parts of electrical equipment, flexible hoses, tinplate products, etc. Analogues - POS 40, POS 30. The properties and characteristics are very similar.
POS 30
Contains 29 - 31% tin, 0.1% antimony, 0.02% arsenic and 0.05% copper, the rest is lead. Used for soldering parts in mechanical engineering, products made of galvanized iron, brass, copper, bronze, steel, tinning. Provides high tightness of seams. Popular among radio amateurs. Due to the high lead content, a rod with a diameter of up to 10 mm can be easily bent by hand. Melts at higher temperatures (about 250 degrees Celsius) than the previously discussed tin rods. When working with this material, the melting temperature must be taken into account so as not to damage the elements being soldered.
POS 20
Used for high-temperature soldering due to its relative refractoriness. Most of the composition (about 80%) is lead. It is used for repairing radiators, soldering large wires, etc.
POS 95-5
Antimony solder, the chemical composition of which is 4 - 5% antimony, the rest is Sn. Allowed impurities are Cu - 0.05%, bismuth - 0.1%, no more than 0.02% iron, arsenic, sulfur, nickel, no more than 0.002% aluminum, zinc. Used for soldering pipeline elements, in the electrical industry, for connecting parts operating at elevated temperatures. Lead-free solder POSu 95-5 is suitable for soldering stainless steel, bronze, copper, brass, lead, and tin. Impurities in the product have a significant impact on its technical characteristics and properties.
POSSu 40-2
The composition of this material is 39 - 41% tin, 1.5 - 2% antimony, about 58% lead. Also present are impurities of 0.08% Cu, 0.2% bismuth, 0.02% arsenic and 0.08% nickel, each of which has a direct effect on the properties of POSSu 40-2. The density of the connection (junction) is 9.2 g/cm3. It is used for soldering thin-sheet materials, tinning, and fastening some parts of refrigeration equipment. Solders copper, brass and bronze well. It is widely used in various fields. It begins to melt at a temperature of 185 ºС, retains its properties up to 229 ºС.
POSSu 30-2
Contains 29 - 31% tin, 1.5 - 2% antimony, 0.08% Cu, 0.02% arsenic, the rest is lead. The beginning of melting is 185 ºС, and the final temperature is 250 ºС. Density – 9.6 g/cm3. POSSu 30-2 is used for abrasive soldering, in electric lamp production, for tinning processes, soldering of refrigeration equipment, and in the automotive industry.
Properties of popular brands
Before choosing solder for soldering, you should familiarize yourself with its characteristics. Here are the properties of some of the most popular brands.
Technical characteristics of POS 90
Chemical composition
| Chemical element | Content of chemical elements in solder, % |
| Tin | 90 |
| Lead | 9,5 |
| Antimony | 0,5 |
Physical properties
| Parameter | Meaning |
| Melting temperature | 220Co |
| Alloy Density | 7.9 kilograms/cubic meter |
| Relative elongation | 58% |
| Resistance to mechanical stress (temporary) to tear | 47 MPa |
| Crystallization interval | 37 degrees |
Appearance of POS-90 solder
Technical characteristics of P14
Chemical composition
| Chemical element | Content of chemical elements in solder, % |
| Copper | about 90% |
| Phosphorus | 5,6-6 % |
| Tin | 3,8-4,2 % |
physical characteristics
| Options | Parameter value |
| Melting point, Co | 645-675 |
| Working temperature of soldering, Co | 720-730 |
| Strength of the connection seam during tensile testing, MPa | 290-320 |
| Impact strength, k*J.meter/cm2 | 2 |
| Silver replacement rate | 45% |
Appearance of solder P 14
HTS 2000 Specifications
| Parameter | Units | Meaning |
| Stretch Rate | PSI | 45900 |
| Elongation rate | % | 10 |
| Shift degree | PSI | 31000 |
| Weight | g/cub. inch | 240 |
| Melting temperature | Degrees Celsius | 390 |
| Diameter thickness | mm | 2-3 |
| Length | m | 0,46 |
| Number of components included | PC | 9 |
| Melting temperature | Degrees Celsius | 347 |
Appearance of HTS-2000 solder
Features of brand selection and selection criteria
Selecting a brand is a very responsible matter, on which the further service of the product largely depends. For each type of metal you need to pay attention to its own characteristics. "Important"! You can always choose an analogue if there is no specific brand. It can be from foreign manufacturers or a nearby brand from the same series.”
What kind of solder is best for soldering an acoustic cable? Here you need to assume that the cable has thin wires that can melt from high temperatures. Thus, it must be a soft alloy with a low melting point. It must have low resistance, therefore, it is desirable to contain metals with good electrical conductivity, such as silver.
Which solder is best for soldering copper pipes? Here it is better to build on the strength of the connection. Firstly, the composition must contain copper, as a strong and refractory metal, providing high strength of the connection. Secondly, copper also has resistance to corrosion, therefore, the base metals in the composition should also not be subject to rust. For home use, it is better to choose a brand with a lower melting point, since not everyone has the opportunity to heat the material to 760 degrees Celsius.
Which solder is best for soldering steel? Steel, especially its stainless variety, is difficult to weld, but it still requires hard grades that contain refractory metals. Often these are multi-component solders, many of which are universal. It is desirable that the composition of the filler material be close to the composition of the base metal. "Important! Here you need to monitor the carbon and cast iron content, as they degrade the quality of the connection.”
How to solder aluminum? For this metal, solders are used that do not contain aluminum, but contain tin, silver and other low-melting metals. For a high-quality connection, you need not only to choose the right material, but also to adhere to the technology for preparing the aluminum surface.
How to solder silver? For silver, special silver solders are used. They are quite expensive, but for creating and repairing jewelry this is the best option. There are both pure silver, in which the precious metal occupies 90% or more, as well as containing various additives, where silver is less than 50%.
Which solder is better to choose POS 61 or POS 63?
Many radio amateurs ask themselves this question, but specifically for soldering radio elements there is not much difference, so you can choose the one that is cheaper and more accessible. Otherwise, POS 63 is considered an improved version of POS 61 due to the higher tin content in the composition.
Solder for soldering POS-61
It also contains no impurities of other metals, which is also a positive point. Due to this, it is more plastic and has a relatively low melting point. It has better anti-corrosion properties and provides high fluidity during the soldering process.
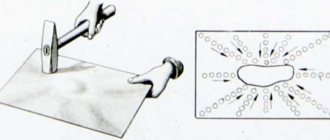
Soldering process
Combining 2 or more parts using soldering is carried out for:
— obtaining electrical contact with low resistance;
- obtaining a strong seam (sometimes thermal, absolutely sealed).
The soldering process is based on the difference in melting temperatures between the solder and the metals being joined. While the soft alloy melts and becomes liquid and fluid, the metals being joined remain solid. Molten metal flows over the parts being joined, filling the voids between them. During the soldering process, an intermediate layer is formed, which includes the combined parts of the solder and the material of the elements being combined. With its help, a single structure is formed from two or more parts. Rosin or an alcohol solution of rosin act as a flux when soldering PICs.
Before starting work, you need to choose the right solder based on:
— properties of the materials being combined;
— requirements for connection strength;
— corrosion resistance of the junction;
- its cost.
And when soldering parts that conduct current, the conductivity coefficient is also taken into account.
For soldering copper wires, use POS-40 based on rosin. Stainless steel can be joined with conventional POS, but for flux they use a special material that is more active than rosin.